
Fターム[4F209NK10]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 曲げ、直線化成形操作及びそのための装置 (274) | その他 (27)
Fターム[4F209NK10]に分類される特許
1 - 20 / 27
樹脂成形品矯正装置
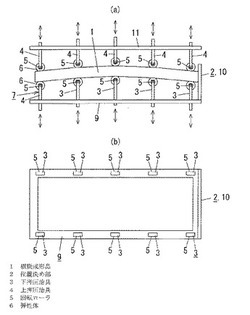
【課題】上押圧治具、下押圧治具の破損が抑制でき、所定の押さえ矯正が継続して実施可能となる。
【解決手段】成形後の冷却の際に収縮差により片面側が凸となるように反る成形直後の樹脂成形品1を矯正するための樹脂成形品1矯正装置である。前記樹脂成形品1を平面視で位置決めするための位置決め部2と、この位置決め部2で位置決めされた状態の前記樹脂成形品1を下から押し上げ支持する上下移動自在な複数の下押圧治具3と、前記樹脂成形品1を上から押圧するための上下移動自在な複数の上押圧治具4とを備える。前記下押圧治具3と上押圧治具4の各先端部に回転ローラ5を備える。下押圧治具3の回転ローラ5と上押圧治具4の回転ローラ5で前記成形直後の樹脂成形品1の上下面をそれぞれ押圧して冷却時の収縮差による反りと逆の矯正用変形を与える。
(もっと読む)
繊維強化複合板の成形方法

【課題】繊維強化複合板の少なくとも一方の面に金属板を当接させた状態で成形を行うことによって、繊維強化複合板の一部が破断したり、繊維強化複合板の一部にくびれ等の局所的不規則変形が生じたりすることがなく、繊維強化複合板を容易に、短時間で、かつ、低コストで安定的に変形させることができ、種々の形状の良質な成形品を安価で大量に生産することができるようにする。
【解決手段】繊維強化複合材から成る板状の繊維強化複合板を一対の金型を備える成形装置10によって成形する成形方法であって、前記繊維強化複合板を、その表面又は裏面の少なくとも一方に金属板を当接させた状態で、前記一対の金型の間に挟み込んで成形を行い、成形後に前記金属板を前記繊維強化複合板から取り外す。
(もっと読む)
脂環式構造含有重合体を含有するクレーズを有するフィルム
【課題】
本発明は、クレーズの幅が狭く、クレーズとクレーズの間隔が狭い、クレーズを有する高分子フィルムを安定して精度よく形成することである。
【解決手段】本発明は、透明性の高分子フィルムに規則的なクレーズ領域を設けたことを特徴とするクレーズを有するフィルムにおいて、該高分子フィルムが脂環式構造含有共重合体を含むことを特徴とするクレーズを有するフィルムである。
(もっと読む)
フィルムのカール矯正方法及び装置並びに積層フィルムの製造方法
【課題】積層フィルムのカールを効率よく矯正する。
【解決手段】第1相転移工程ではカールした状態の積層フィルムのうち外側の支持層10sへ水蒸気56を接触させる。支持層10sのガラス転移温度Tgが下がる。支持層10sでは、ガラス状態のゴム状態への相転移が起こる。第2相転移工程では支持層10sへの水蒸気の供給を停止する。支持層10sのガラス転移温度Tgが上昇する。支持層10sでは、ゴム状態からガラス状態への相転移が起こる。相転移により、当初のカールを矯正しうるカールが生じる。第1相転移工程と第2相転移工程とを連続して行うことにより、当初のカールを矯正することができる。第1相転移工程と並行して、ハードコート層10hを冷却する冷却工程を行う。
(もっと読む)
曲げ加工可能な光透過型電磁波シールド積層体およびその製造方法
【課題】高温の曲げ加工条件においても、接着層の揺らぎを最小限に抑え、変形および反りや剥離を生じない曲げ加工性に優れた光透過型電磁波シールド積層体を提供する。
【解決手段】
電磁波シールド層の片側または両側にポリカーボネート基材を積層してなる厚さ0.1mm〜30mmの積層体を遠赤外線ヒーター加熱装置により上下両側から放射加熱して曲げ加工する方法において、曲げ加工部の加熱幅を(1)式に示す範囲で選択加熱し、表面温度差を20℃以内に制御して140℃〜185℃に加熱したシールド積層体を曲率半径10mm以上の曲面に曲げ加工することにより、接着層の揺らぎを最小限に抑え、反りや剥離を生じない曲げ加工性に優れた光透過型電磁波シールド積層体を得ることが出来る。
加熱幅=2πR×(180°−X°)/360°×Y (1)
ここで、πは円周率、Rは曲率半径、Xは曲げ加工角度(内角)、Yは係数(1.35≦Y≦4.15)を示す。
(もっと読む)
曲げ加工可能な光透過型電磁波シールド積層体およびその製造方法
【課題】高温の曲げ加工条件においても、接着層の揺らぎと残留歪みを最小限に抑え、変形及び反りや剥離を生じない曲げ加工性に優れた光透過型電磁波シールド積層体の提供。
【解決手段】
電磁波シールド層の片側又は両側にポリカーボネート基材を積層してなる厚さ0.1mm〜30mmの積層体を遠赤外線ヒーター加熱装置により上下両側から放射加熱して曲げ加工する方法において、上段ヒーターは全面加熱し、下段ヒーターは曲げ加工部の加熱幅を(1)式に示す範囲で選択加熱し、表面温度差を20℃以内に制御して140℃〜185℃に加熱したシールド積層体を曲率半径10mm以上の曲面に曲げ加工することにより、接着層の揺らぎと残留歪みを最小限に抑え、変形及び反りや剥離を生じない曲げ加工性に優れた光透過型電磁波シールド積層体を得ることが出来る。
加熱幅=2πR×(180°−X°)/360°×Y (1)
ここで、πは円周率、Rは曲率半径、Xは曲げ加工角度(内角)、Yは係数(1.35≦Y≦4.15)を示す。
(もっと読む)
スターリング機関用再生器製造方法及びこの製造方法で製造された再生器を搭載したスターリング機関
【課題】樹脂フィルムの厚さに応じて、巻回長さを調整して、再生器で発生する圧力損失を一定にすることにより、所期の性能を発揮できるようにした。
【解決手段】ピストン及びディスプレーサにより圧縮空間と膨脹空間の間で作動ガスを移動させる。これにより高温側伝熱ヘッドは加熱され、低温側伝熱ヘッドは冷却される。圧縮空間と膨脹空間の間に配置される再生器は、所定のフィルム間距離を形成する形で樹脂フィルム72を巻回した樹脂フィルム巻回積層体73からなる。再生器巻回装置120では、樹脂フィルムの厚さを測定する工程と、測定した樹脂フィルム厚さに基づき巻回する樹脂フィルム長さを決定する工程と、決定された長さだけ樹脂フィルムを巻回する。
(もっと読む)
異型長尺成形体の熱処理方法
【課題】 本発明は、長さ方向に一軸延伸されている長尺熱可塑性樹脂シートの変形する部分のみを変形可能に加熱し、賦形した異型長尺成形体の成形体に残存する応力を緩和する熱処理方法を提供する。
【解決手段】 長さ方向に一軸延伸されている長尺熱可塑性樹脂シートの変形する部分のみを変形可能に加熱し、賦形した異型長尺成形体を、該異型長尺成形体の断面形状と略同一の異型長尺成形体通路を有する加熱金型の異型長尺成形体通路を通過させて、異型長尺成形体をアニールする熱処理方法であって、異型長尺成形体通路において異型長尺成形体の変形した部分より変形しなかった部分をより高熱量で加熱し、加熱賦形の際の熱量とアニールの際の熱量の合計熱量が異型長尺成形体全体のどの部分においても略同一になるように加熱することを特徴とする異型長尺成形体の熱処理方法。
(もっと読む)
立体モデルの製造方法及び立体モデル製造装置
【課題】立体モデルの製造方法及び立体モデル製造装置を提供する。
【解決手段】熱収縮性を有する被加工部材を用いて立体モデルを作成する立体モデル製造装置1であって、位置情報を有するドットパターンを有する被加工部材にレーザーを照射するレーザー照射部11と、ドットパターンを撮像するCCDカメラ12と、レーザー照射部11及びCCDカメラ12を被加工部材の変形に追従して移動させるアーム部16と、被加工部材のレーザー照射領域及び照射量を記憶するデータ記憶部13と、データ記憶部13に格納された情報に基づいて、レーザー照射部11、CCDカメラ12、アーム部16を制御するコントローラー14と、を有して構成されている。
(もっと読む)
積層板および積層板の端末処理方法
【課題】端部の見栄えを向上させるとともに形状自由度を向上させることのできる積層板および積層板の端末処理方法を得る。
【解決手段】積層板19の製造方法は、一対の板状部材3,4を縦壁部2bを介して積層した熱可塑性樹脂製の積層素材1を、当該積層素材1の周縁部1aが露出するように支持部材9で支持し、前記周縁部1aに熱風を吹き付けて当該周縁部1aを加熱軟化させる第1の工程と、前記加熱軟化させた周縁部1aに抜き型17の切断刃17aを押し当てて前記一対の板状部材3,4同士を接触させて溶着するとともに当該周縁部1aに針ノズル25を挿入して圧縮空気を吹込み当該周縁部1aを膨化した後に、前記積層素材1から積層板19を型抜きする第2の工程と、を有している。
(もっと読む)
積層板および積層板の端末処理方法
【課題】端部の見栄えを向上させるとともに形状自由度を向上させることのできる積層板および積層板の端末処理方法を得る。
【解決手段】積層板20の製造方法は、一対の板状部材3,4を縦壁部2bを介して積層した熱可塑性樹脂製の積層素材1の周縁部1aを加熱軟化させる第1の工程と、前記周縁部1aを加熱軟化させた積層素材1を一対の割金型17で挟持して型締めすることで、前記一対の板状部材3,4をそれぞれ他方の板状部材4,3に向けて押圧し、前記一対の板状部材3,4同士を接触させて溶着する第2の工程と、前記加熱軟化した周縁部1aに空気を注入することで前記積層素材1の周縁部1aを膨出させて前記一対の割金型17の内面に密着させる第3の工程と、前記割金型17をさらに押圧することで前記積層素材1から積層板20を型抜きする第4の工程と、を有している。
(もっと読む)
包装容器用金型装置における折り込み罫線形成用面版
【課題】打抜時のダイ型上に貼り付けた面彫り用の面版の出っ張りのためにできた段差によるシート素材の歪みの発生を解消する。
【解決手段】切断刃11、罫線刃12を配設した抜型10に対向配置したダイ型20上面に固着し、抜型10とダイ型20との間で挟持したシート素材Pに対して、組み立てるべき包装容器に対応した展開形態の外形で打ち抜き分離する切断刃11の切断線と、罫線刃12のシート素材Pに対する押圧によって当該シート素材Pにおける折目線となる筋目部位を押し込む罫線溝2とを形成して成る。面版1はシート素材Pとほぼ同じ大きさであるか、少なくとも抜型10における切断刃11の縦横総刃渡りよりも大きくし、また抜型10の切断刃11をシート素材P切断後の当該面版1表面に触れた位置で停止可能にし、さらに面版1をシート素材Pとの硬度差を小さくした化成品素材によって形成する。
(もっと読む)
シートの製造方法及び加工装置
【課題】高い伸縮特性を有するシートを好適に製造することができるシートの加工装置を提供すること。
【解決手段】本発明のシートの製造方法は、互いに噛み合う歯溝20、30が回転軸方向に沿うように周面部に設けられた一対のロール2、3を回転させ、それらの噛み合い部分に基材シート10を供給し、基材シート10に延伸加工を施す工程を具備している。基材シート10の流れ方向にその破断荷重の10〜90%の張力を加えながら基材シート10をロール2、3間に供給する。
(もっと読む)
曲り管成形方法
【課題】作業者の負担が小さく且つチューブに傷がつきにくく曲り管成形方法を提供する。
【解決手段】チューブTを成形型9の断面U字状の凹み部90にセットするチューブセット工程と、チューブセット状態の成形型を加熱する加熱工程と、チューブセット状態の成形型を冷却する冷却工程と、成形型からチューブを取り外す脱型工程から成り、前記チューブセット工程では、成形型9に、当該成形型9とは別体の曲り管成形用のクリップCPを着脱自在に取り付け、前記成形型9への取り付け状態においてクリップCPの押さえ部2により、チューブTが不用意に成形型9から抜けないようにしてある。
【選択図面】図3  (もっと読む)
(もっと読む)
蛇腹状生地で形成した回動窓開放覆部材、並びに、蛇腹状生地の屈曲部形成方法、及び、蛇腹状生地の屈曲部形成装置
【課題】蛇腹状生地であっても蛇腹の伸縮方向における伸縮性を確保することができ、屈曲部の見栄えも良好な蛇腹状生地で形成した回動窓開放覆部材、及び、蛇腹状生地の屈曲部形成方法、並びに、蛇腹状生地の角部形成装置の提供する。
【解決手段】正面視多角形に形成し、一辺を回動軸として開閉自在に構成した回動窓A4の側方の開放部A14を覆う覆用シート11,41を具備して構成した回動窓開放覆部材10であって、上記覆用シート11,41を、一方向に、且つ、所定間隔ごとに山折と谷折とを繰り返した蛇腹状生地12で構成し、上記覆用シート11,41の山折した折り目が蛇腹形成方向に沿って谷折される側に折り曲げた屈曲部22を具備した。
(もっと読む)
シートの加工装置及びシートの製造方法
【課題】シートに高い延伸倍率で延伸加工を施すことができるシートの加工装置を提供すること。
【解決手段】本発明のシートの加工装置1は、周面部に互いに噛み合う歯溝を有する一対のロール2、3を備え、これらのロール2、3が回転されているときにその噛み合い部分に供給されたシート10に加工を施す装置である。各ロール2、3における隣接する歯20、30どうしのピッチが1.0mm〜5.0mm、前記各歯20、30の幅が前記ピッチの1/2未満、且つ前記歯20、30の高さが隣接する歯のピッチである。ロール2、3の歯20、30の噛み合いの深さが1.0mm〜歯の高さまでであることが好ましい。
(もっと読む)
曲り管成形用クリップ
【課題】作業者の負担が小さく且つチューブに傷がつきにくい曲り管成形用クリップを提供すること。
【解決手段】開放部10を有する欠環状体1により構成されており、前記欠環状体1が成形型9に外挿された状態において、成形型9の長手方向に対して直角方向に欠環状体1を一方側から他方側へ移動したときには、開放部10が成形型9の凹み部90と対向して樹脂チューブ8が挿脱できる状態から、欠環状体1の構成壁が凹み部を塞いで樹脂チューブ8が抜け止め状態になるようにしてある。
【選択図面】図3  (もっと読む)
(もっと読む)
曲り管成形用クリップ
【課題】作業者の負担が小さく且つチューブに傷がつきにくい曲り管成形用クリップを提供すること。
【解決手段】成形型9における断面略U字状の凹み部に嵌め込んだ熱可塑性の樹脂チューブ8を、抜け止め状態に保持する曲り管成形用クリップにおいて、尖り部を有さない断面形状の弾性金属線により形成され、凹み部90を除いた成形型面にガタ付きなく取り付けられる固定部1,1と、前記固定部1,1相互を繋ぎ且つ凹み部90内に挿入されて樹脂チューブ8を抜け止め状態に押さえ付ける押さえ部2とを備えている。
【選択図面】図3  (もっと読む)
(もっと読む)
曲り管成形用クリップ
【課題】作業者の負担が小さく且つチューブに傷がつきにくい曲り管成形用クリップを提供すること。
【解決手段】成形型9における断面略U字状の凹み部90に嵌め込んだ熱可塑性の樹脂チューブ8を、抜け止め状態に保持する曲り管成形用クリップにおいて、開放部10を有する欠環状体1により構成されており、前記欠環状体1が成形型9に対して外挿された状態における当該欠環状体1の回動により、凹み部90と開放部10とが一致した樹脂チューブ8の挿脱可能状態から、欠環状体1の構成壁が樹脂チューブ8を押さえ込むチューブ抜け止め状態になるようにしてある。
【選択図面】図3  (もっと読む)
(もっと読む)
曲り管成形用クリップ
【課題】作業者の負担が小さく且つチューブに傷がつきにくい曲り管成形用クリップを提供すること。
【解決手段】成形型9の外面にバネ要素1の一端部を取り付けると共に前記バネ要素1の他端部に押さえ部材2を取り付けて成り、前記押さえ部材2における樹脂チューブ8の非押さえ込み位置から押さえ込み位置への移動奇跡上において、押さえ部材2は、押さえ込み位置の手前で成形型に当接した後、バネ要素1が弾性変形しながら思案点Sを越えて押さえ込み位置に至るものとしている。
(もっと読む)
1 - 20 / 27
[ Back to top ]