
Fターム[4F210AG01]の内容
プラスチック等の延伸成形、応力解放成形 (31,869) | 一般形状、構造物品(用途物品優先) (3,408) | 板状体(←シート、フィルム) (2,295)
Fターム[4F210AG01]の下位に属するFターム
厚板 (1)
Fターム[4F210AG01]に分類される特許
1,641 - 1,660 / 2,294
ポリマーフイルムの製造方法
【課題】遅相軸分布が均一であり、高複屈折率であるフイルムを製造する。
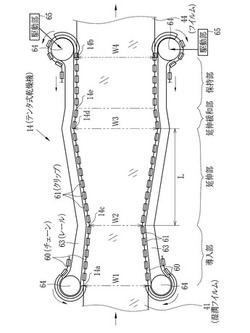
【解決手段】ポリマーと溶媒とを含んだドープを走行する流延バンドの上に流延して流延膜を形成する。この流延膜を流延バンドから剥ぎ取って得られる湿潤フイルム41を、テンタ14に送り込む。テンタ14では、両側端部をクリップ61で把持した湿潤フイルム41を、フイルム搬送方向に向かってテンタレール間隔が小さくなる導入部を搬送した後、テンタレール間隔が大きくなる延伸部を搬送し、さらに、テンタレール間隔が小さくなる延伸緩和部を搬送する。これにより、湿潤フイルム41の収縮力を緩和した後、延伸し、さらに延伸後に湿潤フイルム41に作用する収縮力を緩和することができるので、分子配向の制御を好適に行い、遅相軸分布が均一であり、かつ高複屈折率であるフイルム44を得ることができる。
(もっと読む)
電子部品収容体の製造方法及び電子部品収容体

【課題】生産効率の向上を図り、コストの低減を可能にする電子部品収容体及び電子部品収容体の製造方法を提供する。
【解決手段】基材2、電子部品を収容するエンボス部6を形成してなる電子部品収容体1の製造方法において、基材2として少なくとも一層の熱収縮性フィルムを有する材料を用い、エンボス形成突起5を有したエンボス形成金型3上で基材2を加熱手段4により加熱することによって、基材2をエンボス形成金型3に倣うように収縮させて、基材2にエンボス形成突起5でエンボス部6を成形する。
(もっと読む)
セルロースアシレートフィルム、その製造方法、光学補償フィルム、偏光板、及び液晶表示装置
【課題】レターデーション値が大きく、高湿環境下でも面状が良好な優れたセルロースアシレートフィルム、上記特性に優れたセルロースアシレートフィルムを支持体とする光学補償フィルム及び偏光板、並びに上記偏光板を用いた液晶表示装置を提供する。
【解決手段】重量平均分子量が600以上3000以下である重合体を少なくとも一つ含有し、レターデーション調整剤を少なくとも一つ含有することを特徴とするセルロースアシレートフィルム。
(もっと読む)
アクリル系フィルムの製造方法およびアクリル系フィルム
【課題】 品位、生産性、光学等方性に優れたフィルムの製造方法、および、これを用いたアクリル系フィルムを提供する。
【解決手段】 (1)〜(4)工程を有し、厚み20〜80μmであるフィルムを流延してから実質的に30分以内で得る、アクリル系フィルムの製造方法。
(1)アクリル系ポリマーの有機溶剤溶液を基材上に流延し、自己支持性を示すまで乾燥する。
(2)アクリル系ポリマーの自己支持性フィルムを基材から剥離する。
(3)自己支持性フィルムの両端をテンターにより把持する方法、または自己支持性フィルムの両端に耐熱性テープを貼り補強する方法を用い、アクリル系ポリマーのガラス転移温度をTg(℃)、熱処理温度をT1(℃)、熱処理時間をθ1(秒)としたとき式(A)〜(B)を満たす条件で熱処理する。
(4) 延伸温度をT2(℃)、延伸時間をθ2(秒)、延伸倍率をE2(倍)としたとき式(D)〜(H)を満たす条件で延伸を行う。
(もっと読む)
ポリ乳酸フィルム
【課題】ポリ乳酸からなり、熱収縮率が低く、耐熱性に優れた酸フィルムを提供する。
【解決手段】L―乳酸単位90〜99モル%とD−乳酸単位および/または乳酸以外の共重合成分単位1〜10モル%とにより構成されるポリL−乳酸およびD―乳酸単位90〜99モル%とL−乳酸単位および/または共重合成分単位1〜10モル%とにより構成されるポリD−乳酸からなり、ステレオコンプレックス結晶を含有する二軸延伸フィルムであって、150℃における熱収縮率が7%以下であるフィルムおよびその製造方法。
(もっと読む)
多層熱収縮性ポリエステル系フィルム及びその製造方法及びラベル
【課題】ボトルのフルラベル用、特にペットボトルやガラス瓶のフルラベル用熱収縮性ポリエステル系フィルムであって、収縮不足が発生しにくく、特に収縮によるシワ、収縮斑、歪みの発生が極めて少ない上に、印刷後の経時においてもラベルの折れ込み等の不具合が発生しにくい熱収縮性ポリエステル系フィルムの提供。
【解決手段】少なくとも2層からなる多層熱収縮性ポリエステル系フィルムであって、前記ポリエステル系フィルムの熱収縮率が、主収縮方向において、処理温度70℃・処理時間5秒で5〜60%であり、85℃・5秒で75%以上であり、主収縮方向と直交する方向において、85℃・5秒で10%以下であり、収縮前のフィルムにおいてカールが5mm以内であり、収縮時に片面側へカールすることを特徴とする多層熱収縮性ポリエステル系フィルム。
(もっと読む)
熱可塑性樹脂シートの製造方法
【課題】本発明の目的は、プロセスモデルを用いた厚み制御を行ってシートを製造する際に、厚み調整手段への操作量が発散することを防止し安定して厚み斑の少ないシートの製造方法を提供する。
【解決手段】複数個の厚み調整手段2を備えた口金1を用いて原料を押し出し、成形してシートとなすとともに、シートの幅方向における厚み分布を測定し、この測定値に基づき、制御系の挙動を記述したプロセスモデルを用いて厚み調整手段2に加える操作量を求め、操作量を各厚み調整手段2に出力してシートの幅方向の厚み分布が所望の厚み分布となるように制御するシートの製造方法であって、複数個の厚み調整手段2と幅方向における厚み分布の測定に際する位置との対応関係の調整を、1本以上の製品シートのロールを製造後、所定の式が成立する条件にて実施し、調整の結果に基づいて厚み調整手段2に加える操作量を求める熱可塑性樹脂シートの製造方法。
(もっと読む)
位相差フィルム、及びその製造方法、並びに光学補償偏光板
【課題】 斜め方向から見た際の位相差をも適宜に調整でき、かつ、面内の光学特性の均一性を有し、大型液晶表示装置においても局所的なコントラストの低下がない均一な光学補償能を有する位相差フィルムを提供すること。
【解決手段】 本発明の位相差フィルムは、ソルベントキャスト法で製膜された1枚のフィルムからなり、長波長ほど正面位相差Reが大きく、フィルム面内の遅相軸方向と、フィルム流れ方向のなす角度が±1.5°以内で、波長586.7nmにおけるフィルム流れ方向の屈折率が、フィルム幅方向の屈折率よりも大きく、フィルム面内の遅相軸方向の屈折率nx、進相軸方向の屈折率ny、厚み方向の屈折率nzに対して、(nx−nz)/(nx−ny)で計算される値が1.00以上、1.20未満、正面位相差が70nm以上、100nm以下で、光弾性係数が3.0×10−11m2/N以下で、さらに幅方向の厚みバラツキが少ない。
(もっと読む)
2軸延伸ポリプロピレンフィルム
【課題】繊維強化プラスチックの成形時などに、ラッピングテープとして使用される高強度の2軸延伸ポリプロピレンフィルムを提供する。
【解決手段】フィルムの厚さが15〜40μmであって、常温においてそのフィルムをMD方向に30%引き伸ばした時のMD方向の応力強度が140〜210MPaであり、MD方向に50%引き伸ばした時のMD方向の応力強度が180〜240MPaである2軸延伸ポリプロピレンフィルム。
(もっと読む)
セルロースアシレートフィルム、偏光板及び液晶表示装置
【課題】弾性率の高いセルロースアシレートフィルムを提供すること、および、温度や湿度変化によって端部の光り抜けが発生せず、また視野角特性変化が少なく環境湿度変化によって光学特性の変化と色味変化の少ない液晶表示装置を提供すること。
【解決手段】フィルム製造時の搬送方向、または搬送方向と直交する方向の少なくともいずれか一方の弾性率が4800MPa以上10000MPa以下であることを特徴とするセルロースアシレートフィルム。
(もっと読む)
多孔性シート
【課題】柔軟性及び成形加工性に優れた、脂肪族ポリエステル樹脂を原料樹脂とする多孔性シートを提供すること。
【解決手段】脂肪族ポリエステル樹脂、充填剤及び可塑剤を含む樹脂組成物を、溶融成形して原反シートとし、該原反シートを少なくとも1軸延伸してなる多孔性シートであって、前記充填剤の配合量が、前記脂肪族ポリエステル樹脂100重量部に対して20〜300重量部であり、前記可塑剤が、トリメット酸であり、該可塑剤の配合量が、前記脂肪族ポリエステル樹脂100重量部に対して0.5〜100重量部であることを特徴とする。
(もっと読む)
透明蒸着用ポリエステルフイルム及び透明蒸着フイルム
【課題】
本発明の透明蒸着用ポリエステルフイルムは、薄い蒸着膜厚さで高いガスバリア性能及び防湿性能を安定して付与し格段に向上させる透明蒸着用ポリエステルフイルム及びその透明蒸着フイルムを提供せんとするものである。
【解決手段】
本発明の透明蒸着用ポリエステルフイルム及びその透明蒸着フイルムは、積層膜が設けられた蒸着側基材フイルムの表面の中心線面粗さ(SRa)が2〜80nm、山数(SPc)が5〜130ヶ/0.1mm2であり、フイルムの融解サブピークが190〜240℃であり、蒸着側積層膜がガラス転移温度10〜40℃の水分散性ポリエステル樹脂とメラミン系架橋剤とを含み、該水分散性ポリエステル樹脂が側鎖にカルボン酸およびまたはその塩を有し、厚さが5〜100μmである。
(もっと読む)
位相差フィルム、及びその製造方法、並びに光学補償偏光板
【課題】 斜め方向から見た際の位相差をも適宜に調整でき、かつ、面内の光学特性の均一性を有し、大型液晶表示装置においても局所的なコントラストの低下がない均一な光学補償能を有する位相差フィルムを提供すること。
【解決手段】 本発明の位相差フィルムは、1枚のフィルムからなり、長波長ほど正面位相差Reが大きく、フィルム面内の遅相軸方向と、フィルム流れ方向のなす角度が±1.5°以内で、波長586.7nmにおけるフィルム流れ方向の屈折率が、フィルム幅方向の屈折率よりも大きく、フィルム面内の遅相軸方向の屈折率nx、進相軸方向の屈折率ny、厚み方向の屈折率nzに対して、(nx−nz)/(nx−ny)で計算される値が1.00以上、1.20未満、フィルム面内100mm角の範囲において、100点で測定した位相差値の標準偏差が0.50以下、光弾性係数が3.0×10−11m2/N以下である。
(もっと読む)
包装用二軸配向ポリエステルフィルム
【課題】包装材料としての重要特性である、耐屈曲ピンホール性に優れるだけでなく、フィルム長手方向と幅方向の物性バランスに優れていることで、耐突刺ピンホール性、金属化合物を蒸着した際のガスバリア性にも優れる二軸配向ポリエステルフィルムを提供すること。
【解決手段】上記課題は、ポリエチレンテレフタレートを主体とする二軸配向フィルムであって、面配向係数が0.168〜0.172、複屈折の絶対値が5未満、150℃におけるフィルム幅方向の熱収縮率が0.5〜2%であり、なおかつフィルム厚みが7〜20μmであることを特徴とする包装用二軸配向ポリエステルフィルム。
(もっと読む)
ポリマーフィルムの製造方法
【課題】所望のRe,Rthを有するポリマーフィルムをオフラインで得る。
【解決手段】CAPと添加剤と溶媒とからドープを作製する。ドープを流延ダイから流延バンド上に流延する。流延バンド上に流延膜が形成される。自己支持性を有する流延膜となった後に湿潤フィルムとして剥ぎ取る。湿潤フィルムを乾燥して第1ポリマーフィルム14を得る。第1ポリマーフィルム14をロール状に巻き取る。ロールから第1ポリマーフィルム14を連続的にテンタ式延伸機18に搬送する。幅方向延伸部63で第1ポリマーフィルム14を幅方向に25%(目標延伸率)延伸する。この目標延伸率R1に対して進行度EP1が70%未満の位置に緩和開始位置63bを設定する。緩和開始位置63bから搬送方向に2%緩和して、製品ポリマーフィルム24を得る。
(もっと読む)
溶液製膜方法
【課題】所望のReとRthとを有するフィルムを得る。
【解決手段】CAPと添加剤と溶媒とからドープを作製する。このドープ11は流延工程、乾燥工程や剥取工程を経て湿潤フィルム74となる。そして、湿潤フィルム74は、テンタ乾燥工程や乾燥工程を経て、フィルム82となる。テンタ乾燥工程では、湿潤フィルム74がテンタ式乾燥機47に送られる。湿潤フィルム74は、両側端部をクリップにより把持され、乾燥ゾーンを搬送される。この搬送中において、湿潤フィルム74に乾燥処理、延伸処理や緩和処理が施される。湿潤フィルム74に幅方向の延伸処理を行いながら、湿潤フィルム74に搬送方向の緩和処理を施す。幅方向の延伸処理の進行度EP1が70%未満であるときに、搬送方向の緩和処理を行うと、レターデーション比(=Re/Rth)が高いフィルム82を製造することができる。
(もっと読む)
延伸複層フィルム
【課題】透明性に優れ、巻き取りを施しても皺や折れが発生せず、傷がつきにくく、表面の滑り性に優れた脂環式ポリオレフィン樹脂からなる延伸複層フィルム、さらに、これを有する視認性及び耐久性に優れる偏光板及び液晶表示装置を提供すること。
【解決手段】脂環式ポリオレフィン樹脂の組成物Pからなるフィルム(A)と、多孔質シリカ粒子(C)の凝集体(D)を0.005〜0.1重量%含有する、脂環式ポリオレフィン樹脂の組成物Qからなるフィルム(B)とを、少なくとも1枚ずつ積層してなり、a)前記多孔質シリカ粒子(C)の細孔容積が0.5〜2.0ml/gで、且つ、シリカ粒子(C)の平均粒径(一次粒子の平均粒径)が0.01〜0.1μmであり、b)前記凝集体(D)の平均粒径(二次粒子の平均粒径)が0.1〜2.0μmであり、c)少なくとも一方の表面が前記フィルム(B)である、複層フィルムを、
延伸してなり、100μm厚でのヘーズが0.3以下である延伸複層フィルム。
(もっと読む)
積層シートの製造方法
【課題】 本発明は、延伸熱可塑性ポリエステル系樹脂シートを芯材として使用した、線膨張係数が低く、軽量で、耐衝撃性、耐久性、作業性、生産性等が優れている積層シート、特に、雨樋等の外装建材として好適に使用できる積層シートの製造方法を提供する。
【解決手段】非晶状態の熱可塑性ポリエステル系樹脂シートを、熱可塑性ポリエステル系樹脂のガラス転移温度−20℃〜+20℃の温度で引抜延伸する工程、昇温速度1℃/minで測定した示差走査熱量曲線での、熱可塑性ポリエステル系樹脂シートの融解ピークの立ち上がり温度以上の温度に加熱されている穿孔治具で、延伸熱可塑性ポリエステル系樹脂シートを溶融させて貫通孔を穿設する工程及び2枚の穿孔された延伸熱可塑性ポリエステル系樹脂シートの間に熱可塑性樹脂シートを積層し、熱可塑性樹脂シートを加熱して、熱可塑性樹脂を貫通孔に侵入させて融着する工程からなる積層シートの製造方法。
(もっと読む)
単軸引張り微多孔質テトラフルオルエチレン・フィルムの製造方法
【課題】製造方法が簡単化になり生産速度が良くなり、且つフィルムでの微細穴の分布と穴径と隙間率とが均一になり、エア透過性と湿気透過性とが高くなり、防水効果が向上する。
【解決手段】テトラフルオルエチレンの圧延シートである仕掛品を基本原料とし、前記仕掛品が原料入れロールから引き入れてローラを経由して引張り工程に入り、なお、引張り工程は仕掛品を第一引張りロールから第四引張りロールに輸送する工程であり、引張り工程中には第一加熱装置により加熱し、これを仮定形工程とし、引張り工程後に仕掛品が第二加熱装置に輸送され、これを定形工程とし、最後に、完成品が巻取りロールに巻き取られることを特徴とする単軸引張り微多孔質テトラフルオルエチレン・フィルムの製造方法。
(もっと読む)
二軸延伸ポリエステルフィルムの製造方法
【課題】
フィルムに塗液を塗布するフィルム温度を下げることで、塗布欠点の数を少ない優れた外観をもつ二軸延伸フィルムを提供する。
【解決手段】
フィルム温度が65℃以下、かつフィルム厚みが1000μm以上のフィルムに、インラインコート法にて塗液を塗布した後に、該フィルムを同時二軸延伸法により延伸する二軸延伸ポリエステルフィルムの製造方法。
(もっと読む)
1,641 - 1,660 / 2,294
[ Back to top ]