
Fターム[4F210AJ02]の内容
プラスチック等の延伸成形、応力解放成形 (31,869) | 装置又は装置部材の材料の特徴 (191) | 材質の特徴 (42) | 金属 (17)
Fターム[4F210AJ02]に分類される特許
1 - 17 / 17
軸受の放熱構造
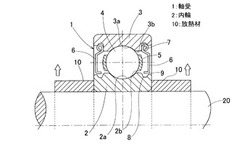
【課題】 フィルム延伸機のテンタクリップに用いられる軸受において、400℃程度の超高温下でも、軸受内部の温度上昇を抑制してグリース潤滑が可能な軸受の放熱構造を提供する。
【解決手段】 フィルム延伸機のテンタクリップに用いられる軸受の放熱構造である。軸受1の軌道輪2の幅面に放熱材10を取付ける。軸受1は転がり軸受である。放熱材10として形状記憶合金を用いる。この形状記憶合金の放熱材10は、テンタクリップが炉内となる高温領域では固定軸20に接触し、炉外となる低温領域では固定軸20が離れるように変形して放熱面積を増大する。
(もっと読む)
ポリイミドフィルムの製造方法
【課題】ニップロールの偏摩耗を防止し、外観が良好で破れのないフィルム幅方向の等方性が大幅に改善されたポリイミドフィルムを継続的に製造する方法及びその製造装置を提供すること。
【解決手段】(a)芳香族ジアミン成分と酸無水物成分とを有機溶媒中で重合させ、ポリアミド酸溶液を得る工程、
(b)前記ポリアミド酸溶液を環化反応させてゲルフィルムを得る工程、
(c)前記ゲルフィルムを延伸する工程
を有するポリイミドフィルムの製造方法であって、前記工程(c)が、ゲルフィルム幅の90%以上100%未満であるニップ幅のニップロールを少なくとも1つ以上用い、機械搬送方向に延伸する工程を有することを特徴とする、ポリイミドフィルムの製造方法。
(もっと読む)
光学フィルム

【課題】生産性に優れた押出成形法により得られ、厚み精度が非常に高い光学フィルムを提供する。
【解決手段】押出成形に用いるTダイの樹脂吐出方向とは逆向きにリップエッジを臨む方向を0°、樹脂吐出方向及びTダイのランド面2cと直交し、リップエッジを臨む方向を90°としたとき、45°方向から臨むリップエッジ輝線幅Aの平均値が50μm以下であり、且つ30°、45°、60°の3方向から臨む輝線幅差がそれぞれTダイの幅方向において2μm/5mm以下として、押出成形により得られ、未延伸のフィルムであって、かつ非晶性熱可塑性樹脂からなり、平均厚みRが200μm以下であり且つ幅方向の厚みむらが2.5×10-3Rμm/5mm以下である、光学フィルム。
(もっと読む)
金属弾性ロール
【課題】極薄フィルムの押出成形において剛性の主ロールと対接させるタッチロールとして極めて高いフィルム品位を達成できるものを提供する。
【解決手段】ロール芯軸1の本体部10の外周面全体に、一端側から他端側へ連続する複数本の溝状流路5が形成され、ロール芯軸1の各隣接する溝状流路5,5間を区切る隔壁部13の頂端と、薄肉金属パイプ2の内周面との間隙の範囲で、薄肉金属パイプ2が撓んで弾性変形可能である。熱媒液供給手段4より導入口60に供給される熱媒液Lが、ロール芯軸1の一端側の導入流路6を通して溝状流路5に流入し、薄肉金属パイプ2の内周面と金属製ロール芯軸1の外周側との間の空間全体に充満した状態で、導出流路7を通して導出口70から排出される。
(もっと読む)
テンター装置及び延伸フィルムの製造方法
【課題】延伸に供するポリオレフィン樹脂フィルムから延伸時の加熱により揮発した成分が内部表面に付着して液状物を形成しても、この液状物が粘性の高い液状物に変質することを防止することのできるテンター装置を提供し、さらにこのテンター装置を用いて高い収率で延伸フィルムを製造する延伸フィルムの製造方法をも提供する。
【解決手段】ポリオレフィン樹脂フィルムの表面に熱風吹き出し口から熱風を吹き付けつつ前記ポリオレフィン樹脂フィルムを延伸するテンター装置において、前記ポリオレフィン樹脂フィルムの上方に位置する装置の内部表面の内の少なくとも前記熱風吹き出し口周辺の表面を亜鉛、銅のいずれをも含まない材料から構成する。
(もっと読む)
光学フィルム
【課題】 溶液流延製膜法において、フィルム表面を柔らかくすることで、フィルムの両端部に、高速でもホットエンボスで、必要な高さのエンボスを確保し、フィルムの巻き性を安定させる。ヒゲ状故障が無くかつフィルムの巻き性を確保する。高速製膜が可能で、生産性が向上する光学フィルムを提供する。
【解決手段】 溶液流延製膜法により金属支持体から剥離したウェブ(流延膜)を幅手方向に延伸し、乾燥後にロール状に巻き取る光学フィルムについて、フィルム最表面のビッカース硬度(HV1)と、フィルム膜厚の10%まで押し込んだときのビッカース硬度(HV2)との比:HV2/HV1を、1.0〜1.5とする。上記ウェブの延伸率が20〜60%であり、ロール状の巻きフィルムの下記式で定義される実効ナールが、2.5〜7.0μmであることが好ましい。
実効ナール=(エンボス部ロール断面積−コア断面積)/巻き長さ−平均膜厚
(もっと読む)
二軸延伸ポリアミドフィルムの製造方法。
【課題】ポリアミド溶融樹脂フィルムを冷却固化する回転式冷却ロールの汚れをコンパクトな装置で除去でき、かつ、安定した静電密着を実施できるため、傷が少なく、厚みの均一性に優れる二軸延伸ポリアミドフィルムを製造する方法を提供する。
【解決手段】ポリアミド溶融樹脂フィルムを回転式冷却ロール3上にキャストして、次いで表面が水分保持性材料からなるクリーニングロール6の表面に水分を補給しつつクリーニングロール6の表面を回転式冷却ロール3上にキャストされた冷却固化過程にあるポリアミドフィルムの少なくとも両端部に接触させ、次いでポリアミドフィルムを冷却固化した後、前記クリーニングロールが接触した部分にエアーを吹き付けることで付着した水分を除去して未延伸ポリアミドフィルムを得て、得た未延伸ポリアミドフィルムを二軸延伸する二軸延伸ポリアミドフィルムの製造方法である。
(もっと読む)
ローラおよびそれを用いたプラスチックフィルムの製造方法
【課題】十分な表面冷却効果を備え、厚みムラやバンクを発生させることなく、また、ネックインによって端部の厚みが増大している場合でも十分に中央部を挟圧することができ、しかも長期間の使用に耐えうるシート成形用タッチローラおよびそれを用いたプラスチックフィルムの製造方法を提供すること。
【解決手段】軸芯と、外周に被覆された弾性体層と、弾性体層の外周に設けられた金属層とを備えたローラであって、弾性体層に流体を流通させるための流路が設けられ、流路間の距離が前記金属層の厚みの2倍よりも短いことを特徴とするローラとする。
(もっと読む)
シワ伸ばし装置用ロール
【課題】
熱可塑性樹脂フィルムのシワ延ばし装置において、ロールへの摩耗粉やオリゴマーの付着を低減するロールを提供する。
【解決手段】
ロール表面層がフッ素含有ポリマー微細粒子を含有する金属で被覆されていることを特徴とする熱可塑性樹脂フィルムのシワ伸ばし装置用ロール
(もっと読む)
ポリマーフィルムおよび位相差フィルムならびにこれらの製造方法
【課題】 高度な膜厚の均一性および優れた光学的特性を備えた位相差フィルムを提供すること。
【解決手段】 第1の溶剤に第2の溶剤を混合して混合溶剤を得る工程;該混合溶剤にセルロースアシレートを混合してセルロースアシレート溶液を得る工程;および該セルロースアシレート溶液をキャストする工程、を包含するセルロースアシレートフィルムの製造方法を提供する。このセルロースアシレートフィルムの製造方法において、第1の溶剤はセルロースアシレートに対して良溶剤でありかつ該混合溶剤全体の85〜98重量%であり、第2の溶剤はアルコールでありかつ該混合溶剤全体の2〜15重量%であることが好ましい。
(もっと読む)
セルロースエステルフィルムの製造方法、該フィルムを用いた偏光板、液晶表示装置及び光学補償フィルム
【課題】ウェブを流延用支持体から容易に剥離出来、横段等の欠陥の発生がない、品質の良好な、光学補償フィルム用セルロースエステルフィルムを塩素系溶媒を使用することなく製造する方法を提供する。
【解決手段】実質的に非塩素系有機溶媒のみを用いた溶液流延法により、乾燥後のフィルム厚みが30μm以上70μm以下となるように製膜するセルロースエステルフィルムの製造方法。
(もっと読む)
熱可塑性樹脂シートの製造方法
【課題】 押し出し速度が60m/min以上の高速において、タッチロールとの巻き付きを防止し、製造した無延伸樹脂シートを横延伸時にクリップ際での破れを防止すると共にメンテナンス性に優れる高速無延伸シート製造装置を提供する。
【解決手段】 冷却ロールとタッチロールとの間に熱可塑性樹脂の溶融物を押出して無延伸樹脂シートを製造するにあたり、前記タッチロールの表面が熱可塑性樹脂層で被覆されており、前記タッチロールと補助冷却ロールが熱可塑性樹脂層で表面が被覆された金属ベルトで結ばれており、前記設備により製造した無延伸樹脂シートを二軸延伸する為に用いることを特徴とする無延伸樹脂シートの製造方法。
(もっと読む)
光学フィルムの製造方法
【課題】溶融押出法によってフィルムを製造する場合において、フィルム表面に発生する凹凸欠陥を解消することが可能で、このフィルムを延伸して得られる位相差ムラ欠陥の少ない光学フィルムの製造方法を提供する。
【解決手段】Tダイから押し出された非晶性熱可塑性樹脂フィルムを冷却ロールに接触させた後、延伸することにより光学フィルムを製造する方法において、Tダイから押し出された非晶性熱可塑性樹脂フィルムが最初に接触する冷却ロールの温度をT1(℃)、フィルムの延伸前の予熱温度をT2(℃)、フィルムの延伸時の温度をT3(℃)、非晶性熱可塑性樹脂フィルムのガラス転移温度をTg(℃)とするとき、T2が、T1よりも少なくとも10℃以上高く、かつ、Tgよりも少なくとも10℃以上高く、さらにT3よりも高い温度に設定されている。
(もっと読む)
溶液製膜方法
【課題】 厚みムラが抑制され、耐湿熱性に優れるフィルムを得る。
【解決手段】 セルロースアセテートプロピオネート(CAP)を原料としてドープを調製する。フィードブロックが取り付けられている流延ダイ70からドープを流延する。ドープは流延ビード80aを形成して流延バンド72上に流延されて流延膜80を形成する。流延ダイ吐出口70aと流延ビード接地位置Aとを結ぶ直線L1と、吐出口配置位置方向である直線L2とがなす角度θを0°≦θ≦70°とする。流延膜80を形成した後に1分以内に5m/s以上30m/s以下の乾燥風を送風する。流延膜の幅方向よりも幅広に乾燥風を送風する。以上の方法により流延膜80にはレベリング効果が発現して、厚みムラが抑制されているフィルムが製造される。
(もっと読む)
チューブラフィルムを製造するためのフィルムブロー成形型
本発明は、熱可塑性プラスチック製のフィルムブロー成形チューブを製造するためのフィルムブロー成形型に関する。従来のフィルムブロー成形型ではフィルム上に不透明な縞、波状領域又は螺旋状縞が生じる。この不利なフィルム特性を回避するために、フィルムブロー成形型の中心軸の周りに同心に配置された複数の環状スリット状の溶融体通路(9,10,11)と、フィルムブロー成形型の中心軸を基準にして内側の境界壁面に設けられた内側溶融体通路の螺旋分配器(8)と、フィルムブロー成形型の中心軸を基準にして外側の境界壁面に設けられた外側溶融体通路の螺旋分配器(6)とを有している。  (もっと読む)
(もっと読む)
延伸セルロースアシレートフィルムの製造方法および延伸セルロースアシレートフィルム
【課題】 セルロースアシレートフィルムの製造方法において、優れた光学特性を有するセルロースアシレートフィルムの製造方法を提供する。
【解決手段】 支持体から剥離したセルロースアシレートフィルムの幅手の端部を把持し、幅手方向に延伸する工程において、セルロースアシレートフィルム中の溶媒残存量の差に応じて延伸比率(延伸率×100/最大延伸率)を調整する。
(もっと読む)
フィルムウェブを長手方向に引き抜く方法及び装置
【課題】
【解決手段】本発明は、速度V1にて駆動される少なくとも1つの被駆動ローラ2と、V1<V2である、速度V2にて駆動される少なくとも1つの第二の被駆動ローラ3とを備える、熱可塑性プラスチックで出来たフィルムウェブを引き抜く装置に関する。ローラ2、3は、2つのローラ2、3の間に引き抜き空隙4が具体化されるよう順次に、配置されている。引き抜き空隙4内にて長手方向に引き抜く間、フィルムウェブの幅が実質的に維持されるようフィルムウェブの両端縁を機械的に把持する幅維持装置が引き抜き空隙4内に配置されている。本発明は、上記装置によって引き抜いたフィルムを長手方向に引き抜く方法に更に関する。 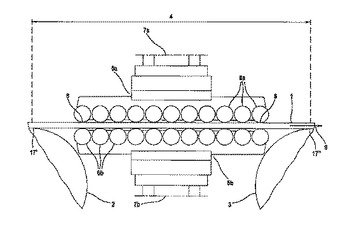 (もっと読む)
(もっと読む)
1 - 17 / 17
[ Back to top ]