
Fターム[4F211AD23]の内容
プラスチック等のライニング、接合 (31,000) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (3,322) | 形状、構造 (1,825) | 部分に特徴がある部材 (507)
Fターム[4F211AD23]の下位に属するFターム
表面に凹凸、突起、溝、節等を有するもの(←孔) (290)
端部(←フランジ) (143)
溶接ビード部 (8)
Fターム[4F211AD23]に分類される特許
41 - 60 / 66
製管装置およびこの製管装置を用いた管状体の製管方法

【課題】 長尺の帯状部材を螺旋状に巻回させて既設管更生用の管状体を製管していく際、帯状部材に緩みを生じないようにし、形成する管状体の管径を一定寸法に維持する。
【解決手段】 既設管200の内周に設置される成形フレーム2は、回転自在に軸支された案内ローラ50と、帯状部材100を成形フレーム2の内側から強制的に送り込む供給ユニット60と、この供給ユニット60を経た帯状部材100を成形フレーム2の内側と外側から挟み込み、この帯状部材100を既に巻回された帯状部材100の接合部と接合させる接合ユニット40とを備える。供給ユニット60と接合ユニット40との間の帯状部材100には、張力を生じさせ、形成する管状体130の管径を一定寸法に維持している。
(もっと読む)
相互接続されたフォーム又は接着剤層
補強体(10)は、一体的に形成された支持機構(20)、例えば、リブ(22)、ホール(26)、ピン(28)、又はこれらの組み合わせを含むキャリア(12)に配置される材料層(18)、及び/又は、前記キャリア(12)に前記材料層を固定するために変形するコネクタピン(36)を含む。前記支持機構(20)は、前記材料層(18)及び前記キャリア(12)の間の弱いインターフェースを、前記キャリア(12)への前記材料層(18)の結合を改善することにより、減少させる。 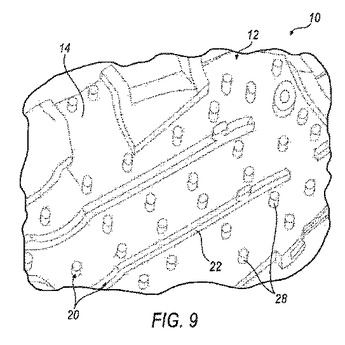 (もっと読む)
(もっと読む)
樹脂成形体の接合部構造

【課題】樹脂成形体同士を水密性を持たせて組み合わせるようなもので、接合部において厚みを必要とする場合に、ヒケや変形を防止する構造として使用することができる接合部構造を提供する。
【解決手段】樹脂成形体2は接合部5と接合部5以外の一般部とからなり、接合部5は一般部よりも大きな厚みを有しており、該接合部5の端縁には、肉抜き溝7を形成するとともに、該肉抜き溝7を形成した端縁よりも内方には中空部8を形成してなる。
(もっと読む)
断熱材
【課題】突出部がある場合であっても容易に設置することが可能な断熱材を提供する。
【解決手段】断熱材は、発熱体及びシリンダの外周面に接触する複数の断熱材小片4aを備え、各断熱材小片は面ファスナーを有し、面ファスナーにより隣接する断熱材小片と接合される。このような構成によれば、断熱材小片4a間の隙間から突出部8を突出させることができるので、突出部がある場合であっても容易に断熱材を設置することができる。
(もっと読む)
カード補強用プラスチック粘着板
【課題】本発明は、キャッシュカード等のプラスチック製、紙製またはそれらの複合体カードの、厚みの薄いカードの保管や使用時の利便性を向上させたカード補強用プラスチック粘着板を提供する。
【解決手段】カードと同じ大きさのプラスチック板の片面に粘着剤を塗布し、その塗布面に、はみ出し部分と切れ目を形成した剥離のできるフイルムを貼り合わせたことを特徴とするカード補強用プラスチック粘着板。
(もっと読む)
衛生用品等向けの伸縮性層材料およびその製造方法
伸縮性層材料100は、層102,104のうち少なくとも1つに連結された伸縮性層106を含む。伸張していない状態から始まる伸縮性層106の伸張は、層102、104の伸張を生じさせ、伸縮性層106の戻りが伸張していない状態に戻ることにより、層102、104が引っ張られた状態から皴のある状態となる。伸縮性層106と層102、104のうち少なくとも1つとは、剥離しないように溶接により接続される。伸縮性層106は、拡散接着剤の線108、108'により、層102、104のうち少なくとも1つに固定される。溶接による接続は、拡散接着剤の線108、108'を避けて設けられる。好適には、材料は縦伸張方向を横切る方向に伸張するウェブ100の形状であり、拡散接着剤の線108、108'は、ウェブの側面に沿って伸張する。 (もっと読む)
レーザー溶着方法
【課題】レーザー光に対して透過性のある熱可塑性樹脂材を透過したレーザー光がレーザー光に対して透過性のない熱可塑性樹脂材の溶着を避けたい部分に到達しないようにすると共に、レーザー光に対して透過性のある熱可塑性樹脂材内に入射し、屈折したレーザー光と直進したレーザー光とを集合させ、溶着部分に高エネルギーを吸収させる。
【解決手段】レーザー光に対して透過性のある熱可塑性樹脂材4の入射側の表面に、断面三角形状の突起4Aによってレーザー光2を入射させると共に入射したレーザー光2を所望の方向に屈折させる傾斜面6、6を形成する。該傾斜面6、6によって前記レーザー光に対して透過性のある熱可塑性樹脂材4内に入射し、これを透過する前記レーザー光2を屈折させ、溶着部分Mのみに向かわせるようにする。
(もっと読む)
固着具と成形品部材
【課題】合成樹脂の成形品部材に対して強固な固定強度を得ると共に供給する固着具の嵌め込み方向を一定にする必要のない固着具と成形品部材を提供する。
【解決手段】本発明の固着具は、短い円柱状の本体両端にそれぞれ突起部が設けられている。さらに本体の外側周面上に突出させてローレット(凹凸条)を有する3つの大径部が設けられている。この3つの大径部は、本体の中央部にそれぞれ小径部を挟んで形成されている。成形品部材11は、突出形成されたボス12に予め形成されている第1の孔13と第2の孔14とが設けられている。本願のボス12に設けられた孔は、第1の孔13が固着具の3つの大径部の外径より所定値小さい孔径、第2の孔14は第1の孔13よりさらに所定値小さい孔径の2段で形成されている。第1の孔13と第2の孔14とを合わせた深さは、固着具の全長とほぼ等しい深さに形成されている。
(もっと読む)
チタン製部材と定形樹脂材の接続方法および燃料電池用セパレータの製造方法
【課題】チタンまたはチタン合金からなるチタン製部材と樹脂層とが接着されたユニットの製造方法に関し、双方の剥離を効果的に抑止することのできる、チタン製部材と定形樹脂材の接続方法および燃料電池用セパレータの製造方法を提供する。
【解決手段】2枚の面材71,73を間隔を置いて対向させ、該間隔に冷却水用の流路が形成されてなる燃料電池用のセパレータの製造方法であり、面材71,73をチタンまたはチタン合金から製造する過程で該面材表面に形成される炭化チタン層もしくは窒化チタン層を少なくとも除去する第1の工程と、炭化チタン層もしくは窒化チタン層が除去された2つの面材71,73の対向面に、冷却水および/またはガスをシールするための樹脂層72を形成する第2の工程と、からなるものである。
(もっと読む)
便器
【課題】合成樹脂製の便器を簡単強固に且つ正確に組み立て固着できる便器を提供する。
【解決手段】本願発明の便器は、スカート部2とボウル部3とリム部4とからなる合成樹脂製の便器1において、スカート部2の上端部21の内周縁部に上側段部221と下側段部222とからなる接合段部22を階段状に形成し、ボウル部3の上端縁部に上方に突出する支持突片31と該支持突片31の頂面からやや下方に位置する外周面から外方に突出する接合突片32とを形成し、リム部4の下面に下方に突出する溶着突片41を形成し、スカート部2の下側段部222にボウル部3の接合突片32を載置固着すると共に、スカート部2の上端部21とボウル部3の支持突片31と間に有底溝部5を形成し、更に、リム部4の溶着突片41を有底溝部5に振動溶着してなることを特徴とする。
(もっと読む)
ファンの製造およびアセンブリ
ファン(20)を作製する方法は、バックプレート(22)およびバックプレート(22)から延在する複数のブレード(24)を備える、サブアセンブリ(48)を作製するステップと、ファンシュラウド(26)を作製するステップと、ファンシュラウド(26)をサブアセンブリ(48)のブレード(24)に隣接して位置付けるステップと、第1の溶接位置で強磁性粒子を提供するステップと、ならびに電磁エネルギーを第1の溶接位置で強磁性粒子に向けて、周辺材料を溶融し、かつファンシュラウド(26)とブレード(24)のうちの少なくとも1つとを構造的に接合するステップとを含む。  (もっと読む)
(もっと読む)
ベルトの継手加工方法
【課題】ベルト両端部の突き合わせ部から発生する割れを防止するためのベルトの継手加工方法を提供する。
【解決手段】ベルトの一方の端部21を、複数の凸部23を形成してフィンガー状にする。隣接する凸部23の間には凹部24’が形成される。ベルトの他方の端部22を、複数の凹部24を形成して端部21に相補的な形状にする。隣接する凹部24の間には凸部23’が形成される。両端部21、22のいずれか一方の端面に接着剤を塗布して、両端面を突き合わせこれらを接合する。次いで、突き合わせ部分Bのうち、凸部23、23’の先端部23T、23T’と凹部24、24’の底部24B、24B’との突き合わせ箇所P、P’に超音波振動を与える。その超音波振動により、先端部23T、23T’と底部24B、24B’とが熱融着する。
(もっと読む)
電子機器の筐体構造および電子機器
【課題】薄型化および軽量化が可能な電子機器用の筐体構造を提供する。
【解決手段】ディスプレイ筐体13は、GFRP領域101とCFRP領域103で形成されている。GFRPのアンテナ領域101a、101bとインジケータ領域101cは、波形の接合部201a〜201cでCFRP領域と突き合わせ接合されている。アンテナは、GFRPのアンテナ領域の上に配置される。GFRPは非導電性の材料であるため、アンテナの特性を良好に保つことができる。接合部がLCDモジュールの投影の下に入っても突き合わせ接合しているため筐体構造は厚くならない。
(もっと読む)
圧縮ガス用容器及びその生産方法
本発明は圧縮燃料ガス用容器に関する。容器は非円筒形状を有し、その容器内にバルクヘッドを備える。容器は、その周囲に巻回される繊維強化材を含む混合物によって包囲される。容器は、所望の容器形状とほぼ同一の形状のライナを具備する。ライナは、ライナの周囲に延在しかつ通路により相互に接続された切片にライナを分割する少なくとも一つの凹部を備える。繊維強化材はライナの周囲に様々な方向に連続的に巻回されて十分な容器強度を確保し、凹部は繊維で埋め尽くされて、凹部内の繊維はバルクヘッドを構成する。本発明はさらに本願請求項記載の容器の生産方法に関する。 (もっと読む)
ポリアミド樹脂組成物
【課題】高い振動溶着強度を有するポリアミド樹脂組成物を提供する。
【解決手段】融点が275℃以下のポリアミド100重量部に対して、無機充填材を20〜70重量部、リンの酸化数が4以下のリン含有化合物を0.02〜0.3重量部を配合してなることを特徴とするポリアミド樹脂組成物であり、リン含有化合物としては特に次亜リン酸ナトリウムが好ましい。これにより得られたポリアミド樹脂組成物は振動溶着、スピン溶着、超音波溶着用に適したポリアミド樹脂組成物である。
(もっと読む)
補強材付き帯状部材の巻き癖形成装置および螺旋管の製管方法ならびにその製管装置
【課題】剛性の大きな補強材が帯状部材に装着された補強材付き帯状部材を用いて螺旋管を製管する際、目標とする管径と距離の螺旋管を確実に製管する。
【解決手段】両側縁部に接合部が形成され、長手方向に連続する補強材が装着された長尺な補強材付き帯状部材100を供給し、互いに隣接する接合部同士を接合して螺旋管Sを製管する際、隣接する補強材付き帯状部材100の接合部同士を接合機構4を介して接合するのに先立って、補強材付き帯状部材100を送りローラ32,33および巻き癖ガイド31からなる巻き癖形成装置3により、螺旋管Sの曲率半径と略同等の、または、同等以下の曲率半径の円弧状の巻き癖を形成し、螺旋状に塑性変形させる。これにより、補強材付き帯状部材100にドラムに巻き重ねられた元の曲率半径に復元しようとする復元力は作用せず、螺旋管Sを製管することができる。
(もっと読む)
樹脂部材の接合方法及びその接合構造
【課題】 第1樹脂部材と第2樹脂部材との間の相対位置を適切に保持することができ、接合品質を向上させることができる樹脂部材の接合方法とその接合構造を提供する。
【解決手段】 樹脂部材の接合方法は、バンパーフェース1に当接部1cと受止め部1d,1eとを予め形成すると共に、オーバーフェンダー20の接合片21に係合部21cと受止め部21d,21eとを予め形成し、バンパーフェース1のスリット孔12にオーバーフェンダー20の接合片21を挿入して、バンパーフェース1の受止め部1d,1eと接合片21の受止め部21d,21eを当接させ且つ接合片21の係合部21cをバンパーフェース1の当接部1cに係合させた状態で、スリット孔12から突出する接合片21をバンパーフェース1の接合部へ折り曲げて、接合片21の折り曲げ部21bをバンパーフェース1の接合部に超音波溶着器で溶着する。
(もっと読む)
オートクレーブ工法による材料の結合方法及び結合構造
【課題】異種材料であっても接着剤やビスや釘等の留具を使用せずとも二つの部材同士を良好な見栄えで結合して一体化でき、一定厚の製品を製作可能で、不良品率を効果的に低下させ得るオートクレーブ工法による材料の結合方法及び結合構造を提供する。
【解決手段】被結合部材6,7,8同士をバギングフィルム2で被覆して気密シールする工程と、被結合部材を封入したバギングフィルム2内を減圧脱気する工程と、脱気したバギングフィルム内に収容された被結合部材をオートクレーブの加工槽4内において加熱すると共に加圧して被結合部材の接合部同士を密接させて互い結合させる工程を経る。
(もっと読む)
層間剥離を阻止するための装置及び方法
積層要素(2)の湾曲領域を圧縮するための圧縮装置であって、積層要素が、第1の湾曲経路を辿る第1の表面領域と、第1の表面領域とは反対側の、第2の湾曲経路を辿る第2の表面領域とを有しており、第1の圧縮部材(40)が、第1の表面領域に接して配置されると共に、第2の表面領域に接して配置された第2の圧縮部材(50)に向かわされる、圧縮装置。  (もっと読む)
(もっと読む)
洗面カウンター及びその製造方法
【課題】 製造工数を削減し、洗浄剤を用いないといった環境面に配慮した洗面カウンターの製造方法を提供する。
【解決手段】 下記(A)〜(D)のステップに基づいて洗面カウンター10を製造する。(A)前方は下向きに折曲され、後方は上向きに折曲されたカウンター基材2を準備するステップ、(B)立ち上がり部と平坦部との角に不活性ガスを混入させたホットメルト6を吐出するステップ、(C)前垂れ部、平坦部、立ち上がり部をポストフォーム加工にて熱硬化性樹脂化粧板8を接着するステップ、(D)冷却するステップ。
(もっと読む)
41 - 60 / 66
[ Back to top ]