
Fターム[4F211AK03]の内容
プラスチック等のライニング、接合 (31,000) | 加熱冷却手段の具体的な特徴 (134) | エネルギー線の特徴 (54)
Fターム[4F211AK03]に分類される特許
1 - 20 / 54
レーザ接合方法
偏光板の製造方法
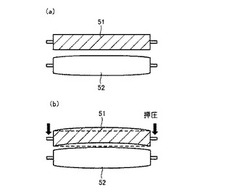
【課題】偏光板を構成する積層体(偏光フィルムおよび透明フィルム)を均一に加圧することのできる偏光板の製造方法および偏光板の製造装置を提供する。
【解決手段】偏光フィルムの片面または両面に透明フィルムが貼合されてなる偏光板の製造方法であって、活性エネルギー線硬化型の接着剤を塗布する接着剤塗工工程と、透明フィルムが偏光フィルムの片面または両面に接着剤を介して積層されてなる積層体を、搬送方向に回転する一対の貼合ロールの間に挟んだ状態で、少なくとも一方の貼合ロールを他方の貼合ロールの方向に押圧することで、透明フィルムと偏光フィルムとを貼合する貼合工程と、積層体に活性エネルギー線を照射して接着剤を硬化させる活性エネルギー線照射工程とを備え、一対の貼合ロール51,52の一方は、中央部から端部にかけて径が小さくなるテーパー状の外周形状を有するクラウンロール52である。
(もっと読む)
樹脂部品の製造方法及び樹脂部品同士の固定構造

【課題】光透明樹脂で形成された部品と光吸収樹脂で構成された部品の部品同士の固定部が見栄えを損なうことなく観視者に違和感を与えないような固定構造及びそのような部品の製造方法を提供することにある。
【解決手段】光吸収部材10の、切欠部を有しない第1立壁部12と切欠部18を有する第2立壁部13により形成された溝部16に光透明部材1の脚部3を挿入して嵌合部45を形成し、嵌合部45の光透明部材1側から、第2立壁部13の切欠部18に露出した光透明部材1の脚部3に向かって一回目のレーザ照射を行い第1立壁部12と脚部3との仮融着接合固定を行い、切欠部18に露出した脚部3の一回面のレーザ照射とは異なる位置に二回目のレーザ照射を行って本溶融接合固定とした。
(もっと読む)
積層体およびその製造方法
【課題】ポリエステル樹脂フィルムとポリオレフィン樹脂フィルムとを接着剤を使用せずに接着した積層体であって、異物や残留溶剤等が滲出することがなく、かつ、強度、ガスバリア性、ヒートシール性に優れた積層体を提供する。
【解決手段】前記ポリエステル樹脂フィルムおよび前記ポリオレフィン樹脂フィルムの少なくとも一部で、前記ポリエステル樹脂フィルム中の原子と、前記ポリオレフィン樹脂フィルム中の原子との間に結合が形成されており、前記ポリエステル樹脂フィルムおよび前記ポリオレフィン樹脂フィルムとが接着剤を介さずに接着されている。
(もっと読む)
相互摩擦溶着方法
【課題】溶着部位からの粉塵や剥離し易い糸バリ、その他の剥離し易い種々の形態のバリの発生を大幅に低減する。
【解決手段】先ず、両溶着部材を夫々振動或いは回転側治具と加圧側治具とに夫々保持する(ステップ1、2)。次に、両溶着部材の溶着部位に一定時間赤外線を照射して該溶着部位の活性を促す(ステップ3)。次に、溶着部材同士を接触させて加圧を開始する(ステップ4)。次に、所定の圧力の加圧状態において一方の溶着部材の振動或いは回転を開始する(ステップ5)。その後、相互摩擦により両溶着部材における溶着部位の温度が上昇し始める過程(ステップ6)、摩擦熱により両溶着部材における溶着部位が部分的に溶融を開始する過程(ステップ7)、継続的な摩擦熱の発生による摩擦時間と溶融量が比例する過程(ステップ8)、加圧状態維持のまま振動或いは回転を停止して冷却する過程(ステップ9)を経る。
(もっと読む)
溶着方法及び溶着装置
【課題】照射光により部材の溶着を行う溶着技術において、照射光の反射ロスを低減し、溶着効率の高い溶着を実現する。
【解決手段】第1の部材1に光透過性のある第2の部材2を密着させ、偏向制御されたレーザ光Lを第2の部材2側から照射して溶着面Rにおいて両部材を溶着する溶着技術であって、第2の部材2の光照射面側に配設した押え板14に設けた入射角調整ステップ141からなる反射率低減手段によって第1の部材1と第2の部材2の光照射面での光の入射角θ1,θ2を小さくし、光照射面でのレーザ光の反射ロスを低減して溶着効率を向上する。
(もっと読む)
積層体およびその製造方法
【課題】液晶ポリマー不織布とポリオレフィン樹脂フィルムとを接着剤を使用せずに接着した積層体であって、異物や残留溶剤等が滲出することがなく、優れた強度、耐熱性、誘電特性、電気絶縁性、ヒートシール性を有する積層体を提供する。
【解決手段】液晶ポリマー不織布とポリオレフィン樹脂フィルムとが積層した積層体であって、前記液晶ポリマー不織布および前記ポリオレフィン樹脂フィルムの少なくとも一部で、前記液晶ポリマー不織布中の原子と、前記ポリオレフィン樹脂フィルム中の原子との間に結合が形成されており、前記液晶ポリマー不織布および前記ポリオレフィン樹脂フィルムとが接着剤を介さずに接着されている。
(もっと読む)
レーザ接合方法
【課題】
レーザ接合方法において、熱可塑性樹脂と金属の界面の密着性を向上させることで、接合時の熱応力による剥離を抑止し、信頼性の高い熱可塑性樹脂と金属のレーザ接合方法を提供する。
【解決手段】
接合前に、少なくとも熱可塑性樹脂の接合界面側には、表面改質処理を施すことによりバルク熱可塑性樹脂に比べ酸素官能基を多く含有した酸化層を形成する工程を有し、酸化層を形成した熱可塑性樹脂の表面エネルギーに比べ、接合面の金属の表面エネルギーを大きくした状態で、加圧し、レーザ照射して熱可塑性樹脂と金属を接合する。
(もっと読む)
励起エネルギー特定方法、励起エネルギー特定装置、接合方法および接合装置
【課題】接合膜に発現する接着性を制御するために、接合膜に照射するエネルギー線の最適な励起エネルギーを容易に特定することができる励起エネルギー特定方法および励起エネルギー特定装置、および接合膜に照射するエネルギー線の最適な励起エネルギーを特定することにより、接合膜ごとの個体差を把握して、部材同士を最適な接着力で接合することができる接合方法および接合装置を提供すること。
【解決手段】励起エネルギー特定装置200は、脱離基303の脱離により接着性を発現する接合膜3において、目的とする量の脱離基303を脱離させるのに最適な励起エネルギーを特定する装置であり、試料載置部11と、接合膜3にエネルギー量の異なるエネルギー線を時間的に独立して照射する線源12と、脱離した脱離基303の量を測定する測定部13と、エネルギー量ごとに測定された脱離基の量から、最適な励起エネルギーを特定する解析部とを有する。
(もっと読む)
熱硬化性樹脂接合方法
【課題】 レーザ光の照射によって熱硬化性樹脂剤を良好に硬化させ得る熱硬化性樹脂接合方法を提供する。
【解決手段】 熱硬化性樹脂剤13には、その光吸収率が最高となる波長よりも長い波長を有するレーザ光Lが照射される。これにより、レーザ光Lが入射する表面部13sで吸収されるレーザ光Lの光量が減少し、内部13iに到達するレーザ光Lの光量が増加する。加えて、熱硬化性樹脂剤13でのレーザ光Lの散乱が抑制され、内部13iにレーザ光Lが進行し易くなる。従って、表面部13sだけでなく内部13iも十分に加熱されて、熱硬化性樹脂剤13の全体が硬化する。更に、レーザ光Lは、表面部13sから内部13iに収束するように表面部13sから内部13iに入射させられる。このことと、表面部13sで吸収されるレーザ光Lの光量が減少することが相俟って、表面部13sでの損傷の発生が防止される。
(もっと読む)
透明高分子材のレーザ溶接
透明高分子材層を、初めに、フェムト秒、ピコ秒またはナノ秒のファイバパルスレーザを用いて透明高分子材に高コントラストのマークを形成し、次いで高コントラストマークの領域に局所溶接部を形成することにより、レーザ溶着接合するための方法が開示される。そのような溶接部は複数の透明高分子材層に形成することができる。溶接部を作製するためのシステム及びこの方法にしたがって溶着接合されたパーツも開示される。  (もっと読む)
(もっと読む)
貼合成形方法、貼合成形用金型および貼合成形装置
【課題】安価な設備で短時間に熱可塑性樹脂が含浸された中間基材あるいは補強繊維織物強化プラスチックを得る貼合成形方法を提供する。
【解決手段】固定側金型(1)と、移動側金型(11)とにより構成されるキャビティ(K1、K2)に熱可塑性樹脂を射出充填して対になる第1、2のマトリックス樹脂(M1、M2)を成形する成形工程と、第1、2のマトリックス樹脂が所定間隔になるように対向させる位置合わせ工程と、対向したマトリックス樹脂間に補強炭素繊維織物(W)をインサートするインサート工程と、補強炭素繊維織物とマトリックス樹脂との間にハロゲンヒータまたはカーボンヒータ(H、H)を挿入して補強カーボン繊維織物とマトリックス樹脂の両方を加熱する加熱工程と、移動金型を固定金型に対して型締めして第1、2のマトリックス樹脂を補強炭素繊維織物に貼合あるいは含浸させる含浸工程とから構成する。
(もっと読む)
溶着装置、樹脂溶着方法及び溶着された樹脂部材
【課題】均一なエネルギー分布を有する範囲が広く、エネルギーロスとなる光を低減させたトップハット分布光による溶着装置と、前記トップハット分布光を利用した樹脂溶着方法と、溶着された樹脂部材の提供。
【解決手段】複数の光線入射部3,4と、前記各光線入射部3,4から溶着光B1〜B6を受けたそれぞれが大きさの異なる照射パターンを形成する複数の第一の光学部材5,6と、前記大きさの異なる複数の照射パターンP1、P2について、小さな照射パターンP1の周囲に、より大きな照射パターンP2を重ねて合成する第二の光学部材7と、前記合成された照射パターンを集光させる第三の光学部材8と、を有する溶着装置を形成する。
(もっと読む)
接合方法および接合体
【課題】2つの基材同士を、高い寸法精度で強固に、かつ低温下で効率よく接合し得る接合方法、および、かかる接合方法により接合された接合体を提供すること。
【解決手段】本発明の接合方法は、第1の基材21と第2の基材22とを用意し、第1の基材21および第2の基材22の少なくとも一方に、エポキシ変性シリコーン材料を含有する液状材料35を供給することにより液状被膜30を形成する工程と、液状被膜30を乾燥および/または硬化して、第1の基材21および第2の基材22の少なくとも一方に、接合膜3を得る工程と、接合膜3にエネルギーを付与することにより、接合膜3の表面32付近に接着性を発現させる工程と、当該接着性が発現した接合膜3を介して第1の基材21と第2の基材22とを接触させ、第1の基材21と第2の基材22とが接合膜3を介して接合された接合体1を得る工程とを有する。
(もっと読む)
樹脂の溶着方法およびこれを使用したタンク製造方法
【課題】溶着時間を短縮させ、尚かつ溶着品質をより安定化させる。
【解決手段】所定値よりも波長の長いレーザ光L2と、所定値よりも波長の短いレーザ光L1とを当該樹脂の溶着対象部分22に照射する。例えば、波長の短いレーザ光L1として半導体レーザ光を用い、波長の長いレーザ光L2としてYAGレーザ光またはCO2レーザ光を用いることができる。樹脂ライナ20を対象とする場合、波長の長いレーザ光L2を樹脂ライナ20の外側から、波長の短いレーザ光L1を樹脂ライナ20の内側からそれぞれ照射することが好ましい。また、レーザ光が照射される部分の温度ないしはレーザ光照射量を測定装置50により測定し、測定結果に基づいて当該レーザ光の照射量を調整。
(もっと読む)
積層部材の接合方法、積層部材、キーシート、及び押釦用プランジャ構造体
【課題】互いに直接接合し難い材料からなる構造部間を、接着剤等の他の材料層を介在させることなく強固に接合し易い接合方法を提供する。
【解決手段】第1の構造部11と第2の構造部21とを積層して接合する接合方法であり、第1の構造部11及び/又は第2の構造部21は、紫外線が照射されることで表面を改質可能な材料からなり、第1の構造部11と第2の構造部21とを密着させると共に界面に紫外線を照射することで、第1の構造部11と第2の構造部21とを界面で直接接合する。
(もっと読む)
熱可塑性樹脂組成物からなる成形体と金属の複合体の製造方法
【課題】レーザ光を熱源として、金属と熱可塑性樹脂組成物からなる成形体の異種材同士を強固に接合し、熱可塑性樹脂組成物からなる成形体がレーザ光を透過しない場合であっても、形状の自由度が大きく、信頼性の高い複合体を提供する。
【解決手段】(A)熱可塑性樹脂組成物からなる成形体と12(B)金属11を重ね合わせ、前記(B)金属側からレーザ光9を照射し、熱可塑性樹脂組成物からなる成形体の少なくとも一部を軟化および/または溶融することによって接合することを特徴とする熱可塑性樹脂組成物からなる成形体と金属の複合体の製造方法。
(もっと読む)
異種熱可塑性樹脂成型体の製造方法および異種熱可塑性樹脂成型体
【課題】異種の熱可塑性樹脂からなる層の層間接合強度に優れた成形体の製造方法および該製造方法により得られた成形体を提供すること。
【解決手段】本発明の異種熱可塑性樹脂成型体の製造方法は、隣接した、熱可塑性樹脂(A)からなる層(A)および熱可塑性樹脂(B)(ただし、熱可塑性樹脂(A)と、熱可塑性樹脂(B)とは異種の熱可塑性樹脂である)からなる層(B)を有する積層体に、層(A)から層(B)に向かって、または層(B)から層(A)に向かって、加速電圧が50〜300keVの範囲で電子線照射を行う。
(もっと読む)
エッジバンドをプレート状ワークピースの狭い表面に貼り付ける方法及びその方法において得られるワークピース
【課題】 本願発明は、エッジバンドをワークピース、特にパネル状ワークピースに適用する方法を提供することを目的とするものであり、さらに、強化された品質、特により良い接着を有するエッジバンドが装着されたワークピース、及び本願発明の方法を実行するための装置を提供するものである。
【解決手段】 本願発明は、接合によって、パネル状ワークピース(材料部分)に、エッジバンド(エッジストリップ)を装着する方法であって、前記エッジバンドが、接合に先立って照射によって加熱される熱活性化接着層を有するワークピースに接続されるその側面(接触側)に設けられる方法において、前記熱活性化接着層は、プラズマ活性化の形であり、特に熱活性化接着層が少なくとも1つのエネルギー吸収及び/若しくは熱伝導性物質を有すること、且つ熱活性化接着層の加熱が、プラズマ照射によって実行されることにある。
(もっと読む)
樹脂溶着方法
【課題】 溶着予定領域において入熱過多による損傷の発生を確実に防止することができる樹脂溶着方法を提供する。
【解決手段】 光軸OAに対して垂直なレーザ光Lの断面形状が溶着予定領域Rのレーザ光入射側端部R1において円環形状であるため、溶着予定領域Rのレーザ光入射側端部R1及びその近傍におけるレーザ光Lの照射領域中心部に入熱過多による損傷(気泡、白濁、焼損等)が生じるのを防止することができる。しかも、レーザ光Lが溶着予定領域Rにおいて発散しているため、樹脂部材5,6が入熱過多の状態になるのを抑制して、溶着予定領域Rの全領域で樹脂部材5,6を適度に溶融させることができる。
(もっと読む)
1 - 20 / 54
[ Back to top ]