
Fターム[4F211SA01]の内容
プラスチック等のライニング、接合 (31,000) | ライニングの区分 (611) | 折り畳み、曲げ (38)
Fターム[4F211SA01]の下位に属するFターム
真空吸引によるもの(圧空の併用も含む) (12)
ロール等押圧具を用いるもの(←プレス) (11)
Fターム[4F211SA01]に分類される特許
1 - 15 / 15
管壁穴部の被覆方法、加圧加熱治具、及び管体の接続方法
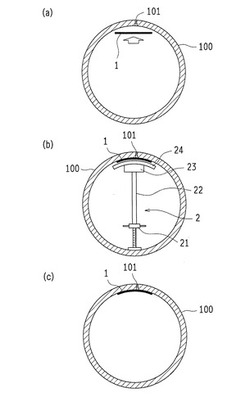
【課題】本発明は、簡単な作業にて、管体の管壁に生じた穴部を被覆することができる新規な管壁穴部の被覆方法及び、簡単な作業にて、管体間に生じた継ぎ目を被覆すると共に隣接する管体同士を接続することができる新規な管体の接続方法を提供することを目的とする。
【解決手段】管体100における穴部101が生じている部分に対し、熱可塑性樹脂からなる板状の被覆部材1の一面12を、前記管体100内壁面側からあてがうことによって、前記穴部101を覆い、前記被覆部材1を、前記管体100の内壁面に向かって他面13側から加圧すると共に前記被覆部材1の融点以上の温度で加熱することによって、前記被覆部材1を、前記穴部101を覆った状態で、前記管体100の内壁面に溶着する。
(もっと読む)
表皮付き部材

【課題】意匠性に優れる表皮付き部材を提供すること。
【解決手段】表皮付き部材99の基体1を、本体部2と、本体部2の側面から本体部2の外方に向けて突出する芯部3と、で構成し、表皮体5における第1表皮材6と第2表皮材7との綴じ代を、本体部2の側面2cのなかで芯部3よりも本体部2の裏面側2bに位置する裏側面部25に対面させ、第1表皮材6によって本体部2の表面2aと芯部3とを覆い、第2表皮材7によって本体部2の裏面2bを覆い、第1表皮材6のなかで本体部2を覆う部分と芯部3を覆う部分との境界部分に、飾りステッチ58を形成する。
(もっと読む)
車両用内装部品の製造装置
【課題】 本発明は、車両用内装部品の縁部において表皮の端末処理を行う装置であって、狭いスペースにおいても使用が可能で、樹脂芯材の変形を防止できる車両用内装部品の製造装置を提供する。
【解決手段】 中央部に開口が開設された樹脂芯材の表面に、表皮を貼着した車両用内装部品の製造装置であって、表皮を貼着した樹脂芯材を載置する受け台2と、 樹脂芯材を押圧して前記受け台に仮固定する押え冶具8と、開口の縁部に沿って樹脂芯材の端末を加熱して軟化させる熱風ノズル5と、熱風ノズルにより加熱軟化された樹脂芯材の端末と表皮材の端末を、樹脂芯材の裏面側に折り曲げて巻き込み固定する巻き込み冶具15と、を備え、押え冶具8は、樹脂芯材の形状に適合して押圧を加える押圧部8と、押圧部を回動自在に支持する支持部11と、を備えることを特徴とする。
(もっと読む)
合成樹脂成形品の表皮接合方法および表皮接合装置
【課題】芯材の開孔周縁部に表皮の折り返し端部を簡単に超音波融着することができる合成樹脂成形品の表皮接合方法および表皮接合装置の提供を図る。
【解決手段】芯材6の表皮7に設定された折り返し部7Aは、治具11上にセットされた該芯材6の他側面側で複数の可動分割コマ14を芯材6の開孔4Aの径外方向に移動させることにより、各押え片16により開孔4Aの径外方向に折り返されると共に、各押え片16と開孔4Aの周縁部とにより押圧されて折り返し方向に延伸して固定され、この状態で折り返し端部が芯材6の他側面に超音波融着される。
(もっと読む)
圧着装置
【課題】圧着成形時におけるトリム本体と表皮セットガイドとの干渉の回避を図る。
【解決手段】表皮セットガイド8は、トリム本体Tと表皮Sとの圧着貼合時に、下動手段13により上端縁がトリム本体Tと非接触となる位置にまで下動され、トリム本体Tの表面と表皮セットガイド8の上端縁との直接干渉が回避される。
(もっと読む)
ラッピング装置及びラッピング方法
【課題】基材の角部分であっても化粧シートを密着させることのできるラッピング装置及びラッピング方法を提供する。
【解決手段】このラッピング装置には、四角柱状の基材を搬送する搬送部と、搬送部で搬送されている基材の外側面に対して化粧シートを押しつけ、密着させるシート密着部と、シート密着部によって、基材の外側面のうち、2つ以上の外側面に化粧シートが密着される前に、化粧シートに切り込みを入れる切り込み部とが備えられている。切り込み部は、化粧シートにおける基材に密着する面であって、基材の角部が接触する位置に切り込みを入れている。
(もっと読む)
曲面状部材、曲面状部材の製造方法および金型の製造方法
【課題】本発明は、多品種少量生産に適した曲面状部材および曲面状部材の製造方法と、この曲面状部材を用いた金型の製造方法を提供することを目的とする。
【解決手段】曲面状部材(レンズ4)の製造方法は、基板に凹凸パターンを形成して型を製造する型製造工程と、前記型の凹凸パターンを樹脂膜(熱可塑性樹脂膜22)に転写させる転写工程と、前記樹脂膜を加工対象物(レンズ本体40)の曲面41に貼り付ける貼着工程と、を備えたことを特徴とする。
(もっと読む)
管更生部材
【課題】 従来とは異なる形状の係合手段を備えることにより、形成するライニング管の多様性を高めることのできる管更生部材を提供する。
【解決手段】 基材10の係合部12は、一方の側縁部に係合凹部12aが形成され、他方の側縁部に係合片12bが設けられる。係合片12bは断面が略円弧状をなしリブ面101側に膨らんだ曲面形状に形成され、この断面形状に対応して係合凹部12aは断面が略円弧状の凹溝を有して基材10側縁部の斜め外方に開口して形成されている。隣接して配設される基材10、10同士は、一方の基材10の側縁部の係合凹部12aに対し、他方の基材10の側縁部の係合片12bが斜め方向からの嵌入角度をもって係合可能とされている。
(もっと読む)
加飾成形品、加飾成形品用の樹脂基材および加飾成形品の製造方法
【課題】シート状加飾材のトリミング作業を容易かつ迅速に行うことができるとともに、シート状加飾材の端部の剥がれが生じても、加飾状態に影響を及ぼさない加飾成形品、加飾成形品用の樹脂基材および加飾成形品の製造方法を提供する。
【解決手段】裏面側が凹面形状をした加飾成形品用の樹脂基材に、粘着剤付きのシート状加飾材を、粘着剤を介して樹脂基材の表面から裏面側の凹面の一部までを覆うように貼着するシート状加飾材貼着工程と、貼着された前記シート状加飾材の不要部分を凹面内で切断除去するトリミング工程とを経て、シート状加飾材が裏面側の凹面内でトリミングされている加飾成形品を得るようにした。
(もっと読む)
多孔質PTFE層の形成方法、ならびにこの形成方法により得られる多孔質PTFE層および成型品
【課題】表面にシワや変形を発生させることなく多孔質PTFE層を簡便に形成することができ、しかも気体透過量等の性状の調節を容易に行うことが可能となる、多孔質PTFE層の形成方法を提供する。
【解決手段】本発明の多孔質PTFE層の形成方法は、(1):1枚または2枚以上の未焼成多孔質PTFEフィルムと、下記工程(2)における加熱条件に耐えうる支持体(メッシュ等からなる棒状または板状の支持体が好ましい)とを、所定の手段を用いて下記工程(2)の加熱の際にスベリが生じないように組み合わせる工程、および(2):工程(1)の結果物を150℃以上、PTFEフィルムの融点未満の温度で5〜120分間(工程(1)で熱可塑性樹脂繊維等を用いられている場合は、好ましくはその融点〜320℃の温度で10〜60分間)加熱する工程を有することを特徴とする。
(もっと読む)
シートラッピング製品の製造方法及び装置
【課題】板状の基材の天面及び4側面を1枚のシートで、見栄えよく覆った構成のシートラッピング製品の製造方法及び装置を提供する。
【解決手段】基材2の天面にシート3を貼り付け、コーナー部に切り欠き4を形成してシートの4辺に、切り欠きで互いに切り離された第一側面貼付片3bと第二側面貼付片3cを形成し、その基材2を第一側面貼付片3bに平行なY方向に搬送しながら、両側に位置する第一側面貼付片3bを基材側面2bに巻き込んで貼り付け、次いで、基材を第一側面貼付片3bに直角なX方向に搬送しながら前側の第一側面貼付片両端の突出部3bcをコロ46で基材側面2cに貼り付け、その後、基材2を反対方向に搬送しながら、進行方向に関して前側の第一側面貼付片両端の突出部3bcと両側の第二側面貼付片3cを基材側面2cに巻き込んで貼り付け、基材2の天面及び4側面をシート3で覆ったシートラッピング製品を製造する。
(もっと読む)
補修用シート及び補修方法
【解決手段】少なくとも不透水性シートを有する防水シートの、該不透水性シートの損傷部位を補修する補修用シートであって、該補修用シートが該不透水性シートと熱融着可能な熱可塑性樹脂層と、これより高融点の耐熱層の少なくとも2層構成からなることを特徴とする補修用シート、及び前記補修用シートを用いて、防水シートの損傷部位に該補修用シートの熱可塑性樹脂層側を対向させて重ね、該補修用シートの耐熱層側から加熱加圧し、防水シート損傷部位に該補修用シートを熱融着することによって補修することを特徴とする補修方法。
【効果】本発明によれば、トンネル等の施工に用いる防水シートに生じた損傷部位を簡便に作業性良く、かつ安定した品質に補修する補修用シート及び補修方法を提供することができる。
(もっと読む)
枝管ライニング材及びこれを用いた枝管ライニング工法
【課題】管内作業用ロボットを用いることなく、枝管を低コストでライニングして補修することができる枝管ライニング工法を提供すること。
【解決手段】硬化した円弧状の鍔2を一端に形成して成る管状樹脂吸収材3に未硬化の硬化性樹脂を含浸せしめ、該管状樹脂吸収材3を幅方向中間部を起点として全長に亘って2つに折り畳んで構成される枝管ライニング材1を用いて施工される枝管ライニング工法として、前記枝管ライニング材1をその折り目が横方向となるようにして本管11内に導入し、該枝管ライニング材1を鍔2が後方となるように地上に向かって牽引して本管11から枝管13内に挿入し、該枝管ライニング材1の鍔2を本管11の枝管開口部周縁に張り付けた状態を保ったまま、枝管ライニング材1を流体圧によって枝管13の内壁に押圧し、その状態を維持しながら枝管ライニング材1に含浸された硬化性樹脂を硬化させる。
(もっと読む)
取付管の引込補修工法
【課題】補修すべき取付管の数が増大した場合においても補修が完了するまでの工数が低減できる管路の補修工法を提供すること。
【解決手段】硬化性の樹脂が含浸された筒状の本体部3の一端に固定された鍔部5を備えた鍔付補修材1を用いて、取付管110内に本体部3を挿嵌させた状態で鍔部5を本管100に向けて露出させ、鍔部5が本管100と取付管110との分岐部120を覆うように引き込む引込工程を経て本管100から分岐した複数の取付管110(111,112)を分岐部120とともに補修する補修工法である。鍔付補修材1として、接着層6を備えた鍔付補修材1及び複数の鍔部5を本管内壁100aに向けて同時に押圧しつつ硬化させる押圧硬化手段25を用い、複数の鍔部5に対して同時並行的に押圧しつつ硬化させる。
(もっと読む)
静電保持装置及びそれを利用した移載方法及び塗膜の付与方法並びに成形型
【課題】凹凸や湾曲部を備えた立体形状を有する被塗物へも転写が行える塗膜の付与方法を提供すること。
【解決手段】ハンドリング対象物102の立体的な一表面形状102aに合致した立体的な静電保持面501を備えた静電保持装置500を用いる。被塗物1の立体的な一表面1aの形状に合致させて立体的に成形された立体塗膜形成用フィルム102を静電保持装置500の静電保持面501に保持させて被塗物1の表面へ移載する塗膜移載工程と、被塗物1の表面1aに立体塗膜形成用フィルム102が移載された状態で立体塗膜形成用フィルム102に物理的及び/又は化学的な作用をさせて立体塗膜形成用フィルム102を被塗物1に固着させる塗膜硬化工程とを含む。家電製品や車両等の塗装に用いることができる。
(もっと読む)
1 - 15 / 15
[ Back to top ]