
Fターム[4F211TD13]の内容
プラスチック等のライニング、接合 (31,000) | 結合構造 (1,495) | 内部構造 (126)
Fターム[4F211TD13]の下位に属するFターム
相互移動を不可能にする結合構造 (86)
可動な結合構造 (2)
非耐久性又は嵌め外し可能な結合構造 (14)
Fターム[4F211TD13]に分類される特許
1 - 20 / 24
超音波溶着方法
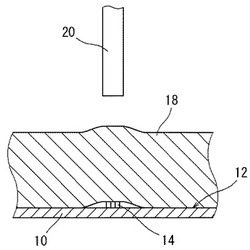
【課題】熱可塑性樹脂からなる樹脂基材と所定の吸音材とを超音波溶着によって結合する際に、相互の溶着面積をホーンの形状以上に増加させて結合強度を高める。
【解決手段】熱可塑性樹脂で成形された樹脂基材10の接合面12に所定の吸音材(不織布18)を超音波溶着によって結合する超音波溶着方法であって、樹脂基材10の接合面12に突起部14を予め成形しておき、この接合面に吸音材を重ねた状態で配置する。そして、超音波発振器のホーン20を吸音材の側から樹脂基材の突起部14に向けて押込むとともに、この突起部に対して加えられるホーンの超音波振動と加圧力とに基づく熱エネルギーにより、突起部14を溶融させて樹脂基材10と吸音材とを結合する。
(もっと読む)
繊維強化樹脂材の製造方法

【課題】熱可塑性樹脂からなる非連続繊維樹脂材の一部を熱可塑性樹脂からなる連続繊維補強材で補強してなる繊維強化樹脂材の製造に際し、安価な方法で、非連続繊維樹脂材と連続繊維補強材の間を高い強度で接続することのできる繊維強化樹脂材の製造方法を提供する。
【解決手段】成形型10のキャビティC内に予備加熱されて軟化した熱可塑性樹脂からなる連続繊維補強材J1’を収容し、キャビティC内にさらに溶融する熱可塑性樹脂からなる非連続繊維樹脂材J2’をチャージし、予備加熱され、かつ、軟化した連続繊維補強材J1’や溶融する非連続繊維樹脂材J2’よりも相対的に硬い押し込みピンPが成形型10の内部からキャビティC内に押出されて連続繊維補強材J1’と非連続繊維樹脂材J2’を跨ぐように押し込まれ、硬化した連続繊維補強材J1が非連続繊維樹脂材J2の一部を補強してなる繊維強化樹脂材Jを製造する方法である。
(もっと読む)
積層シートの製造方法および積層シート製造装置
【課題】積層シートを製造する際に当該積層シートを構成する基材と樹脂層との接合を確実に行なうことができる積層シート製造装置、かかる積層シート製造装置を用いて製造される積層シートを提供すること。
【解決手段】積層シート製造装置30は、第1の樹脂層3および第2の樹脂層4を繊維基材2の両面に接合して積層シート40を製造するものである。この積層シート製造装置30は、第1の樹脂層3と繊維基材2と第2の樹脂層4とをこの順に重ね合わせた積層体40'を挟むシート材91a、91bと、積層体40'がシート材91a、91b間に挟まれた状態でシート材91a、91b間の空間を減圧する減圧手段8とを備え、減圧手段8の作動により前記空間が減圧された際、積層体40'をシート材91a、91bごと押し潰して、第1の樹脂層3と繊維基材2と第2の樹脂層4とを圧着し、積層シート40を得る。
(もっと読む)
組立体の製造方法
【課題】部品同士が緩みの抑制された状態で組み付けられる組立体を製造する方法の提供。
【解決手段】
非締結部材20に設けられる係止穴21に、締結部材40に設けられる係止爪41を挿入し、係止穴21に係止させることにより、締結部材40を非締結部材20に組み付けて組立体100を製造する方法であって、係止穴21の内周壁面24a及び係止爪41の外周壁面44aを荷重たわみ温度の異なる材料によって形成し、荷重たわみ温度が高いPC樹脂によって形成される内周壁面24aに、荷重たわみ温度が低いABS樹脂によって形成される外周壁面44aに向かって突出する突起部25を設け、係止爪41を係止穴21に係止させて突起部25を外周壁面44aに接触させた状態で、外周壁面44aを昇温させることにより外周壁面44aに突起部25を補完する形状の補完凹部45を形成することを特徴とする。
(もっと読む)
定着ベルト用基体及びその製造方法、定着ベルト及びその製造方法、並びに、定着装置
【課題】経時における静電オフセットの発生を防止して耐久性をいっそう向上させた定着ベルト用基体を低コストで提供する提供する。
【解決手段】ポリイミドで構成されたシートαの両端部α11,α21の互いに異なる面に設けられた薄肉部α1,α2同士を接合して形成したポリイミド円筒体βを有する定着ベルト用基体10において、前記ポリイミド円筒体βの外表面に、3〜10μm厚の導電性塗膜εが設けられているものとする。
(もっと読む)
部材同士の固定方法
【課題】部材同士を破損してしまうことなく、容易かつ正確に位置決めして固定することが可能な部材同士の固定方法を提供する。
【解決手段】本部材同士の接合方法は、第一の部材1には第二の部材2と当接する当接面1aと反対側の面に向かって没する被嵌合部1bが少なくとも二つ形成されているものとし、また、第二の部材2は、熱可塑性樹脂からなるとともに、第一の部材1と当接する当接面2aと反対側の面に突出する凸部2dが第一の部材1の被嵌合部1bと対応して少なくとも二つ設けられているものとし、第一の部材1と第二の部材2との当接面同士を当接させ、被嵌合部1bと凸部2dとの位置合わせを行う第一の工程と、第二の部材2の凸部2dに超音波を伝達させる伝達部材10を押圧させることで、第二の部材2を超音波により軟化させて嵌合部2eとして第一の部材1の被嵌合部1bに突出させ嵌合させる第二の工程とを備える。
(もっと読む)
スイッチ及びその溶着方法
【課題】レーザー透過性材料及びレーザー非透過性材料を用いてレーザー光により熱熔着するものでありながら、有色により内部の汚れやスパークを見えにくくすることを可能とする。
【解決手段】ターミナル・ブロック11及びカバー13を結合したスイッチ・ハウジング3と、固定接点15に対応した可動接点35を備えてスイッチ・ハウジング3に対し回転可能なムービング・ブロック5とを備え、カバー13を有色のレーザー透過性材料で形成しターミナル・ブロック11をレーザー非透過性材料で形成し、スイッチ・ハウジング3の外周部側で有色のレーザー透過性材料で形成したカバー13に、他の箇所よりも薄くした薄肉部30を周回状に設け、薄肉部30に沿って、レーザー光による熱熔着部17を周回状に形成して結合を行ったことを特徴とする。
(もっと読む)
シート体の溶着方法およびそれを用いた光学シート積層体の製造方法
【課題】シート体を複数枚重ね合わせて溶着する際に、溶融したシート体が不所望に面方向外方へ広がることを防止し、シート材料を有効に利用することができるシート体の溶着方法およびそれを用いた光学シート積層体の製造方法を提供する。
【解決手段】積層体20には、最外層のシート体である最上層のシート体5と最下層のシート体1との間に、シート体が溶融される予め定める溶融領域11とその溶融領域11よりも面方向外方に広がった拡張領域とにわたって空間7が形成される。
(もっと読む)
樹脂成形品の振動溶着構造
【課題】2個の樹脂製パネルを振動溶着により強固に一体化するとともに軽量化した樹脂成形品を得る。
【解決手段】表側パネル17のパネル本体21表裏面に樹脂密度が高くて堅い薄肉のソリッド層25を形成するとともに、パネル本体21内部に、ソリッド層25に挟まれ内部に多数の空隙を有し、ソリッド層25よりも樹脂密度が低い発泡層27を形成する。また、裏側パネル19裏面に振動溶着時における振動方向に延びるようにソリッドからなる溶着リブ41を一体に突設する。溶着リブ41先端部を表側パネル17のパネル本体21裏面のソリッド層25を突き破って発泡層27に侵入させて発泡層27及び裏面側ソリッド層25と溶着一体化する。
(もっと読む)
樹脂成形品の振動溶着構造
【課題】補強部材のがたつきを防止するとともに、樹脂成形品全体の剛性確保及び軽量化を促進する。
【解決手段】表側パネル17のパネル本体21表裏面に樹脂密度が高くて堅い薄肉のソリッド層25を形成するとともに、パネル本体21内部に、ソリッド層25に挟まれ内部に多数の空隙を有する発泡層27を形成する。表側パネル17と裏側パネル19との間に、長尺状の樹脂製補強部材20を振動溶着時における振動方向Xに延びるように挟持させる。補強部材20の表側パネル17側の上面部20aに、ソリッドからなる長尺状の第1溶着リブ47を補強部材20に沿うように一体に突設する。第1溶着リブ47先端部を、振動溶着時に表側パネル17のパネル本体21裏面側ソリッド層25を突き破って発泡層27に侵入させて発泡層27及びソリッド層25と溶着一体化する。
(もっと読む)
熱可塑性樹脂の加工方法およびそれを利用した部品結合方法および装置
【課題】小型軽量な製品の製作に必要となる樹脂部品の製作において、加熱することなく、かつ破断のない強固な接合部を得ることができる方法を提供する。
【解決手段】熱可塑性樹脂を全方位方向から3次元的に拘束して分子鎖間の間隙の空きにくい状態とした状態で外力を加えることによって、常温で熱を加えなくても熱可塑性樹脂の二次結合を破壊せずに塑性変形を生じさせ、劣化を生じさせることなく、強固な部品の結合部を得ることができる。
(もっと読む)
両面単針アンダースティッチ縫製法
本発明は、強化装置を用いてサンドイッチ構造を強化するための強化プロセスに関する。カバー層は、繊維・プラスチック複合体より成っていて、心材は硬質ポリマーフォーム材より成っている。コア材に貫通孔を形成する作業は、強化構造部を設ける作業から時間的にずらして実施される。フック、グリッパ又は針によって貫通孔が設けられた後で、強化構造部が上方運動によってサンドイッチ構造内にもたらされる。次いで、針、グリッパ又はフックが縫い方向で次の刺入孔内にガイドされ、この際に、上側に位置する強化構造部と下側に位置する強化構造部との間で強化材を絡ませるようにした。 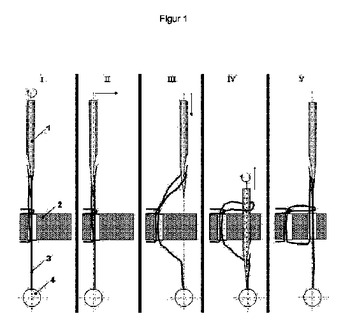 (もっと読む)
(もっと読む)
繊維強化樹脂パネルとその製造方法
【課題】曲げや圧縮に強く、かつ安価で軽い繊維強化樹脂パネルとその製造方法置を提供する。
【解決手段】繊維強化樹脂製パネル1は、熱硬化性樹脂5が含浸された繊維シート4によって波形状に形成された繊維強化樹脂層2aの両面に発泡樹脂層3が接合され、この発泡樹脂層3の外面3aに熱硬化性樹脂5が含浸された繊維シート4からなる繊維強化樹脂層2bが接合されるとともに、発泡樹脂層3が繊維強化樹脂層2aに接する波形面3bの凹部6と外面3aに挟まれる部分に浸透して硬化した熱硬化性樹脂5によって繊維強化樹脂層2a,2bが互いに接合された構造となっている。
(もっと読む)
サンドイッチパネル用の締め具の要らない主要構造ジョイント
サンドイッチパネル用の締め具の要らない主要構造ジョイントを提供する技術が開示されている。一実施形態においては、本技術は、第1端部を有する第1パネルを、第2端部を有する第2パネルの近傍に位置づけして、第1及び第2端部が第1及び第2パネルの内側に内側凹部を協働的に形成し、パネルアセンブリのへこんだ内側と、内側凹部にはまるプラグの少なくとも一つに接着剤を塗布し、内側凹部にプラグを挿入し、当該プラグが、内側凹部を越えて延び且つ第1及び第2パネルの隣接する部分と重なるキャップを含み、スプライスと内側の反対側である外側のうちの少なくとも一方に接着剤を塗布し、外側にスプライスを取り付けるステップを含む。  (もっと読む)
(もっと読む)
接着接合部材及び該部材の製造方法
【課題】第1及び第2の被着部材を連鎖硬化接着剤により互いに接合する場合に、その連鎖硬化接着剤の連鎖硬化反応が途中で止まらないようにして、連鎖硬化接着剤全体を確実に硬化させる。
【解決手段】両被着部材2,3のうちの少なくとも一方の被着部材における被着接合部の近傍部に、被着接合部延設方向に沿って連続して延びる凹状部5を形成し、両被着部材2,3の被着接合部6,7間には、第1の連鎖硬化接着剤8を被着接合部延設方向に沿って連続して設け、上記凹状部5には、第2の連鎖硬化接着剤9を、第1の連鎖硬化接着剤8の被着接合部延設方向全体に接触しかつ第2の連鎖硬化接着剤9の被着接合部延設方向の単位長さ当たりの容量が第1の連鎖硬化接着剤8の被着接合部延設方向の単位長さ当たりの容量よりも多くなるように、被着接合部延設方向に沿って連続して設ける。
(もっと読む)
容器の製造方法
【課題】
本発明の目的は、ハウジングとヘッダーとを超音波溶着法により接合させる容器の製造方法であって、従来にはない簡便な方法により、ハウジングとヘッダーとの容器表面における間隙部から溶融樹脂が漏出することがなく、外観や2次加工性に優れた容器の製造方法を提供することにある。
【解決手段】
少なくとも一端が解放されている筒状のハウジングに液体が流出入可能なノズルを有するヘッダーを超音波振動によって溶着する容器の製造方法であって、前記容器表面における前記ハウジングとヘッダーとの間隙部を塞ぐように超音波振動の発振用ホーンを当接させて超音波溶着を行うことを特徴とする容器の製造方法。
(もっと読む)
樹脂部品取付け爪構造
【課題】係止爪片の長さ寸法をできる限り小さくして取付けスペースを余り取らないようにし、且つ、スライド型を使用せずに樹脂部品の成形を可能とすると共に、樹脂部品の見栄えを向上させた。
【解決手段】車両の内装部品等の樹脂部品11を被取付け部材16側に取付ける場合、樹脂部品11に、被取付け部材16側に形成した係合孔16aに係合する係合爪片12を弾性揺動可能に設けて構成する場合、樹脂部品11における係合爪片12の係止片基部15の根本部周囲を囲繞するように、有底の凹溝部15を形成し、係合爪片12を弾性揺動可能に構成した。
(もっと読む)
金属ボルトをプラスチックワークピースに連結する方法
【課題】一方の金属ワークピースと他方のプラスチックワークピースとの間に信頼できる連結を可能にする方法を提供する。
【解決手段】金属性のボルトをプラスチックワークピースに連結するための方法は、第1のプラスチックワークピース及び金属性のボルトを設け、ボルトを第1のプラスチックワークピースの表面に圧入させることで実現される。ボルトは、圧入される際に回転し、ボルトの回転速度は、第1のプラスチックワークピースが可塑化するように選択されるので、ボルトは、回転が停止した後で、第1のプラスチックワークピースにポジティブロックで固定される。
(もっと読む)
ストレーナ及びストレーナ用スクリーンの製造方法
【課題】スクリーンの振動を抑制して、スクリーンやストレーナ本体、キャップの損傷を確実に防止すると共に、組立性やメンテナンス性が良好であり、経済性にも優れたストレーナ及びストレーナ用スクリーンの製造方法を提供する。
【解決手段】筒状のスクリーン3をストレーナ本体1に着脱自在に収納するストレーナ1である。前記ストレーナ本体1に収納するスクリーン3の端部の双方若しくは何れか一方に、ゴムや樹脂などの弾性材料から成るディッピング層10を設けている。前記スクリーン3は、肉厚方向に多数の貫通孔7aを形成した筒状体7から成り、当該スクリーン3の端部内外面を被覆するディッピング層10は、前記貫通孔7aを介して一体的に形成される。
(もっと読む)
車両用の窓縁モール組立体及びその製造方法
【課題】 モールディング材の溶着接合部から芯材が露出することを防止する。
【解決手段】 接合する2本の熱可塑性ポリマー材料製のモールディング材13の接合側の端末に傾斜端面を形成した後、加熱工程で、保持型にセットした各モールディング材13の傾斜端面及びその近傍を溶着可能な温度まで加熱して軟化させる。この後、接合工程で、保持型を閉じて各モールディング材13の傾斜端面同士を圧接させて溶着すると共に、その際に溶着面からはみ出た余剰のポリマー材料を保持型に形成した芯材被覆部成形キャビティ内に流動させて充填することで、モールディング材13の溶着接合部の外周側に芯材被覆部20を成形する。これにより、2本のモールディング材13の傾斜端面同士を圧接させて溶着する際に芯材19の端部同士が突き当って接合部の外周側に変形した場合でも、その芯材19の端部を芯材被覆部20で覆うようにする。
(もっと読む)
1 - 20 / 24
[ Back to top ]