
Fターム[4F211TD14]の内容
プラスチック等のライニング、接合 (31,000) | 結合構造 (1,495) | 内部構造 (126) | 相互移動を不可能にする結合構造 (86)
Fターム[4F211TD14]の下位に属するFターム
かみ合い (25)
Fターム[4F211TD14]に分類される特許
1 - 20 / 61
熱かしめ装置
マイクロ波樹脂溶着体及びそれによる溶着方法
【課題】樹脂製の成型体の熱容量が均一でなくても、また、樹脂製の成型体相互間の溶着を均一に高精度で行うことができること。
【解決手段】 0.1〜500μmの粉体からなる鉄粉Fに0.01〜10μmのガラス膜によってガラスコーティングし、そして、前記ガラスコーティングされた鉄粉Fを総量に対して0.1〜50重量%の樹脂バインダーを入れて分散し、圧縮成形して抵抗値1〜103Ωcm、比重6〜8とし、それを複数の合成樹脂成型体相互間に配置し、マイクロ波による誘電加熱で前記複数の合成樹脂成型体相互間を溶融、溶着するものである。したがって、鉄粉Fがガラスコーティングされているから、鉄粉Fの発熱効率が向上し、鉄粉Fがガラスコーティングの絶縁のため、鉄粉F間の放電の発生条件が限定され、その放電頻度を低下させることができる。そして、ガラスコーティングすることで鉄粉Fの保温条件が良くなり、エネルギ損失の少ない溶着ができる。
(もっと読む)
自動車用内装部品とその製造方法

【課題】トランクフロアボード等として使用される自動車用内装部品において、その軽量化、コスト低減、及び、剛性向上を図るのに好適な自動車用内装部品とその製造方法を提供する。
【解決手段】自動車用内装部品は、熱硬化性の半硬質ウレタンコア層2と、熱可塑性樹脂シートまたは熱可塑性樹脂繊維からなる熱可塑性樹脂部材3とを接合してなる構造であり、半硬質ウレタンコア層2は、その層表面の気泡セルがその層内部の気泡セルと同等の大きさを有し、かつ、層表面の気泡セルが層内部の気泡セルを通じて外部に連通する形態になっており、熱可塑性樹脂部材3と半硬質ウレタンコア層2との接合部では、その熱可塑性樹脂部材3の一部が、半硬質ウレタンコア層2表面の気泡セルに入り込むことで、熱可塑性樹脂部材3と半硬質ウレタンコア層2とが結合している。
(もっと読む)
複合材料構造物及びその製造方法
【課題】各部材に形成された領域を高精度かつ簡便に位置決めして繋ぎ合わせることが可能な複合材料構造物の提供。
【解決手段】熱可塑性樹脂からなり、熱圧着により接合された二以上の基材11,12と、前記熱可塑性樹脂よりも熱変形温度が高い材料からなり、基材11,12の少なくとも一つに形成された空間内に挿入された一以上の部材2と、から構成され、前記空間内に挿入された部材2が、熱圧着により熱変形した基材11,12の前記空間を構成する壁面13によって固定保持されている複合材料構造物Aを提供する。
(もっと読む)
金属カラー及び金属カラーの取付方法
【課題】プレス機を使用しないで、簡単に樹脂部品に金属カラーを取付ける方法を提供する。
【解決手段】樹脂部品20の取付孔21に金属カラー10のスリーブを挿入し、治具の上面に金属カラーのフランジが当接するように、金属カラー10と樹脂部品20とをセットし、締結工具のスクリューマンドレルを金属カラーの貫通孔13に挿通し、スクリューマンドレルを正回転させ、スクリューマンドレルの雄ねじを治具の雌ねじ孔の雌ねじに係合させ、締結工具のノーズピースの下面を、金属カラー10の先端部の端面に当接させて、スクリューマンドレルの回転を止め、スクリューマンドレルを強く引き付け、ノーズピースの下面は、金属カラー10の先端部の端面を下方に押し、金属カラー10の先端部の外径を広げて拡径部を形成し、拡径部とフランジとの間に樹脂部品20をはさみ、スクリューマンドレルを逆回転させ、ねじの係合を解除する、ステップを備える。
(もっと読む)
樹脂成形品の組付け構造
【課題】断面略コ字状に形成された樹脂成形品を相手部材に組み付ける場合の組付け作業を容易にする。
【解決手段】センターロアパネル7の開放側幅方向両端部に、先端側から基端側に向かって車幅方向内側に傾斜する先端側ガイド面47aを有する位置決めピン45を突設する。両位置決めピン45を両貫通孔53に貫通させることにより、先端側ガイド面47aを貫通孔53の内周縁に車幅方向外側から摺接させて両位置決めピン45を車幅方向外側に移動させて両位置決めピン45形成箇所におけるセンターロアパネル7の開放幅を組付け状態における開放幅よりも広げるとともに、係合爪31を、その車幅方向内側への移動が係合孔51により規制される位置に誘導する。
(もっと読む)
自動車用外装品の仮固定構造
【課題】接着剤の硬化中であっても次工程への移行を可能にし、製造時間の短縮を図る。
【解決手段】第1仮固定部A1は、第2パネルP2に設けられた被係合部22と、第1パネルP1に設けられて被係合部22に係入される爪部24とを備え、その係入により、両封止板部17,18の間隔が変化する方向への両パネルP1,P2の変位を規制する。第2仮固定部A2は、両パネルP1,P2間に、第1パネルP1に一体に設けられた中間部材25を備え、第2パネルP2を第1パネルP1側へ引き寄せた状態で、中間部材25を第2パネルP2に係止させる。第3仮固定部は、両パネルP1,P2間で互いに接触している箇所同士を超音波溶着で直接結合することにより形成される。
(もっと読む)
内装材
【課題】発泡材を用いた積層型の内装基材を、別体の樹脂部品を用いて、端末処理と他部品への締結とを同時に、より簡便に行うことができる内装材を提供する。
【解決手段】内装基材10と、内装基材10に組み付けられた樹脂部品20と、を備えた内装材1であって、樹脂部品20は、樹脂部品20を他部品40に締結するための締結部21と、内装基材10の周縁部104の表面10aと裏面10bの両面を挟み込んで内装基材10の周縁部104を挟持する挟持部22と、を備えるとともに、内装基材10の周縁に沿って取り付けられている。
(もっと読む)
インストルメントパネルとエアバッグドアの接合方法
【課題】インストルメントパネルとエアバッグドアとをダイレクト射出成形法により接合する際に発生するゲートバリが、エアバッグの展開動作を妨げる抵抗部とならない接合構造体の接合方法を提供すること。
【解決手段】インストルメントパネル53R(53L)に貫通孔を含むエアバッグドア52Rを重ね、貫通孔にピンポイントゲート孔を対応させて、第1押え板をエアバッグドア52Rに重ねて、ピンポイントゲート孔を介して溶融樹脂を貫通孔に射出して、ゲートバリ56bを含む樹脂製リベット57でインストルメントパネル53R(53L)とエアバッグドア52R(52L)を接合して、予備接合構造体60Aを形成する。次に、予備接合構造体60Aに重ねた第2押え板5を用いて、ピンポイントゲート孔5Gを介して溶融樹脂をノズル1Nから射出して、予備接合構造体60Aの上面のゲートバリ56bを溶融樹脂で覆って形成した接合構造体を形成する。
(もっと読む)
繊維強化樹脂部材及び締結構造
【課題】一方向に引き揃えられた強化繊維にマトリクス樹脂が含浸された繊維強化樹脂部材であっても、締結部分の強度を高めると共に、軽量を維持することができる。
【解決手段】一方向に引き揃えられた強化繊維にマトリクス樹脂が含浸され、締結部材20を挿入するための締結用の貫通穴13が形成された繊維強化樹脂部材であって、前記締結部材20の座面20aと接触する貫通穴13周りの繊維強化樹脂部材10Aの表層には、強化繊維が交差して配列された強化繊維材12aに前記マトリクス樹脂が含浸された補強部12Aが形成されている。
(もっと読む)
回路基板およびその組付け方法
【課題】熱カシメしたボスの頭部にバリが形成され難い回路基板およびその組付け方法を実現する。
【解決手段】回路基板1には複数のボス挿通孔2が貫通形成されており、基板面1aにおける各ボス挿通孔2の周囲であってヒータチップ20の凹部21の周縁23が当接する領域3には銅により伝熱部6が形成されている。ボス挿通孔2に挿通されたボス10の頭部11にヒータチップ20の凹部21を被せ、頭部11を加熱溶融する際に、凹部21の周縁23が伝熱部6に当接するため、凹部21及び周縁23の熱が伝熱部6に伝熱する。これにより、凹部21の温度が速やかに低下するため、凹部21の内部で溶融した熱可塑性樹脂中に気泡が発生し難いため、凹部21内の圧力上昇が抑制される。また、凹部21内から浸出しようとしている溶融した熱可塑性樹脂の粘度が低下する。したがって、溶融した熱可塑性樹脂が浸出し難くなり、バリが形成され難い。
(もっと読む)
プラスチック材料からハウジングを製造する方法
【課題】本発明はワークピース、特に電気スイッチのハウジング(6)及びその製造方法を提供する。
【解決手段】ワークピースは少なくとも二つの部分(7、8)からなり、おそらく熱可塑材から形成され、レーザービーム(11)によって接合部分(10)で互いに溶接される。二つの部分(7、8)は少なくとも部分的にレーザービーム(11)のスペクトルに対して互いに異なる透過及び吸収係数を有している。第一部分(8)は、レーザービーム(11)が第一部分(8)に接触する第一結合部分(12)から接合部分(10)までレーザービーム(11)を少なくとも部分的に透過するようになされ、それによりレーザービーム(11)の一部は第一部分(8)を貫通し、第二部分(7)の第二結合部分(13)に侵入可能である。接合部分(10)の第二結合部分(13)の領域において第二部分(7)は少なくとも部分的にレーザービーム(11)を吸収する。
(もっと読む)
グレージングまたはモールディングに取り付け構成部品を固定する方法、取り付け構成部品を固定する固定デバイス、およびこの方法を使用して得られるグレージング
本発明は、トリムなどのプラスチック製の取り付け構成部品(2)をグレージング(1)の周辺部に、特にグレージング(1)の周辺部に固定されたモールディング(3)の一部位に固定する方法にして、前記取り付け構成部品(2)は、それを前記グレージング(1)または前記モールディング(3)に固定する固定手段を備える後面(21)を有する固定方法であって、前記後面(21)は、前記モールディング(3)内または前記グレージング(1)内に作り出された、前記モールディング(3)または前記グレージング(1)の両面へと両端部で開口する穴(10、10’)にそれぞれ進入するいくつかの付属体(22、22’)を備え、各付属体の遠位端部(23、23’)は、穴(10、10’)の境界を画する前記モールディングまたは前記グレージングそれぞれの後面(31)を超えて突き出ることと、各付属体の前記遠位端部(23、23’)は一時的な軟化によって、好ましくは超音波を加えることによって変形されて、穴(10、10’)の周辺部で、好ましくは穴(10、10’)の周辺部全体のまわりで前記モールディングまたは前記グレージングの前記後面(31)と接触することとを特徴とする、固定方法に関する。 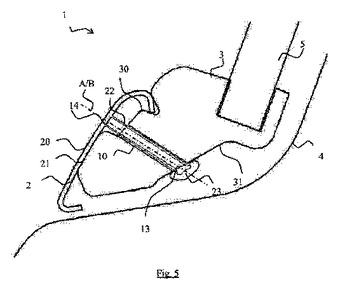 (もっと読む)
(もっと読む)
樹脂製保持部材とチューブとの接合方法及び該接合方法により製作された処置具
【課題】樹脂製保持部材とチューブとを簡便にかつ短時間で接合する方法及びその接合方法により製作された処置具を提供する。
【解決手段】本発明は、小径部7を内部に有する樹脂製の保持部材2とチューブ1との接合方法であって、チューブ1の外周に金属片3を固定しておき、チューブ1を小径部7に挿入して金属片3を小径部7の壁部8に係合させる工程と、係合している壁部8を軟化させる工程と、壁部8を軟化させた状態で保持部材2と金属片3との相対位置を変化させて、金属片3を壁部8内に埋設する工程と、壁部8を固化させる工程とを有することを特徴とする。
(もっと読む)
インサート金具の圧入方法
【課題】本発明の目的は、結晶性の熱可塑性樹脂製品の穴に加熱されたインサート金具を圧入する際、樹脂を不必要に溶融することなく圧入して十分な固定力が得られるインサート金具の圧入方法を提供することにある。
【解決手段】ナット1を樹脂の溶融温度以上に加熱し、ナット1の一部を穴6に圧入した状態で、ナット1の表面温度が溶融温度よりも低くなるまで圧入を一時停止し、その後に穴6に対するナット1の圧入を再開して、圧入を完了させるようにした。このため、ナット1は、穴6の表面側の溶融部8で樹脂を溶融して、その一部が傾くことなく穴6に圧入され、一時停止される。そして、温度が下がったナット1を樹脂製品5の穴6に更に圧入することにより、ナット1は、穴6の内壁面の樹脂を溶融することなく、内壁面が軟化した穴6に圧入されて圧入が完了する。
(もっと読む)
トルクロータ及びその製作方法
【課題】トルクロータの製作において、締結構造の具備のためのプラスチック射出成形工程によって、プラスチックがヨークとマグネットとの間に流入してマグネットの真円を悪化させ、温度膨張係数の差によりマグネットが破損し、ヨークとマグネットとが互いに空回りすることを防止する。
【解決手段】N極とS極が交互に反復され、磁力を形成するマグネット320と、前記マグネットの内周面に挿入されるヨーク310、及び前記ヨークの内周面に挿入されるチューブ330を含んで構成され、かつ前記マグネットとヨークは回転時に空回りすることを防止する固定部が備えられている。
(もっと読む)
樹脂材のレーザー溶着方法
【課題】溶融された樹脂材が樹脂材本体からはみ出さず、樹脂材本体の寸法を薄くすることができる樹脂材のレーザー溶着方法を提供する。
【解決手段】透過性樹脂材101に設けた突起101aで、一対の突起を形成し、加圧方向で互いに対向する両樹脂材の各面が当接することで形成される嵌合面105aと、透過性樹脂材101に設けた突起101aの内側面と吸収性樹脂材102の外側面とが当接することで形成される嵌合面105bとで嵌合面105を構成して、突起101aの下端面は露出しており、両樹脂材が互いに加圧嵌合された状態で、レーザー光103を嵌合面105aの中央に照射して走査する。
(もっと読む)
溶着方法、溶着機、溶着した樹脂成形品付きシート状部材
【課題】フィルタにダメージを与えたり、大型の樹脂成形品のひけに起因する溶着強度不足を引き起こしたりすることのない、溶着強度を飛躍的に高めた溶着方法、溶着機、溶着した樹脂成形品付きフィルタを提供する。
【解決手段】段差部を有する樹脂成形品2と樹脂成形品の段差部の下段面3で支持したフィルタ1を超音波で振動する工具ホーン8で超音波溶着するときに、樹脂成形品2の段差部の下段面3でフィルタ1を支持した状態で、樹脂成形品の段差部の上段面4を前記工具ホーン8で溶融して、樹脂成形品2の溶融部分9でフィルタ1上を覆い、フィルタ1を樹脂成形品2の溶融部分9と樹脂成形品の段差部の下段面で挟んだ状態となし、その状態でさらに工具ホーンで樹脂成形品の溶融部分9とフィルタとの間と、フィルタと前記樹脂成形品の段差部の下段面との間をそれぞれ溶着する。
(もっと読む)
樹脂成形体の製造方法及び樹脂成形体
【課題】樹脂成形体におけるクリープの抑制を目的とする。
【解決手段】樹脂成形体1は、熱硬化性樹脂であるエポキシ樹脂をマトリックスにし、炭素繊維からなる強化繊維を含有した繊維強化複合材で成形されている。容器2内部は、加熱装置により所定温度に加熱されている。樹脂成形体1は、容器2内に備えられた支持台3の上に固定される。支持台3上の樹脂成形体1に対して、加圧装置4が下降し、樹脂成形体1を圧縮することで、樹脂成形体1に圧力が加えられる。加圧状態が所定時間保持された後、加圧装置4が樹脂成形体1から離れ、加圧が終了する。加圧された樹脂成形体1は加圧により形成された変形部5を有する。加圧後の樹脂成形体1の変形部5は、変形しており、締結後のクリープを抑制する。
(もっと読む)
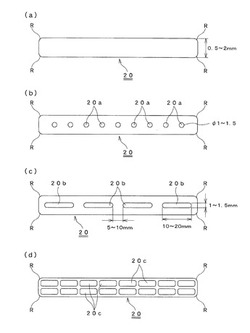
コネクタを固定する方法およびコネクタ
この発明のある局面によれば、軽量の建築要素にコネクタを固定する方法が提供される。コネクタは、スリーブ要素と、シャフト部を有するピストン要素とを備え、シャフト部はスリーブ要素によって案内される。ピストン要素および/またはスリーブ要素は、少なくともヘッド部とスリーブ部との間の境界面部に熱可塑性材料を備える。上記方法は、コネクタを設けるステップと、軽量の建築要素の第1の建築層に貫通穴を設けるステップと、遠位部が第2の建築層にもたれかかるまで貫通穴を通してコネクタを挿入するステップとを備える。本明細書において、第2の建築層にもたれかかるのは、スリーブ要素もしくはピストン要素またはスリーブ要素およびピストン要素の両方の要素であってもよい。上記方法は、遠位側のほうにピストン要素を押しながら機械的振動をピストン要素に結合し、それによって、その周辺部が周方向壁に隣接する(または、周方向壁に対してわずかに遠位である)、スリーブ要素とピストン要素との間の境界面部において熱可塑性材料の部分を液化し、熱可塑性材料の部分が周辺部から径方向外向きに第1の建築層の構造に流入するようにする、および/または、第1の建築層の内面(すなわち、第2の建築層のほうに向いている面)に沿って流れるようにするさらなるステップを備える。再固化後、熱可塑性材料部は第1の建築層とのポジティブ嵌合接続を形成する。 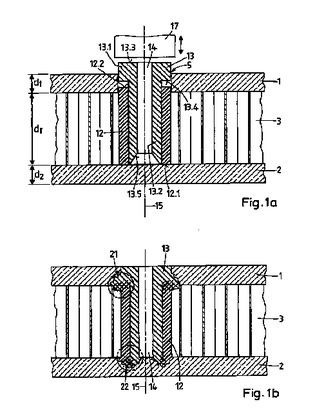 (もっと読む)
(もっと読む)
1 - 20 / 61
[ Back to top ]