
Fターム[4F211TD15]の内容
プラスチック等のライニング、接合 (31,000) | 結合構造 (1,495) | 内部構造 (126) | 相互移動を不可能にする結合構造 (86) | かみ合い (25)
Fターム[4F211TD15]に分類される特許
1 - 20 / 25
樹脂部品の製造方法及び樹脂部品同士の固定構造

【課題】光透明樹脂で形成された部品と光吸収樹脂で構成された部品の部品同士の固定部が見栄えを損なうことなく観視者に違和感を与えないような固定構造及びそのような部品の製造方法を提供することにある。
【解決手段】光吸収部材1と光透明部材11の夫々に、断面矩形の凹溝2、12と断面矩形の凸壁3、13を交互に1回以上繰り返し有する嵌合部を設けて嵌合部同士を嵌め合わせ、少なくとも光吸収部材1の各凹溝2の側面の底面側の領域を除いた領域と各凸壁3の上面全面とに金属蒸着膜が形成されると共に各凹溝2の側面の金属蒸着膜が形成されていない領域に光吸収部材1と光透明部材11との溶着接合部26a、26bを形成するようにした。
(もっと読む)
連結部材及びこれを用いた箱体並びにその製造方法

【課題】箱体の分解組立が可能であることは勿論のこと、連結部材の構造が簡単であって、しかも十分な連結強度を有する連結部材及びこれを用いた箱体等を提供する。
【解決手段】底壁と、その周囲に連設された複数の側壁9〜12とから所定の展開形状に形成されたシート片の各側壁の上端縁の角部にそれぞれ取り付けられ、隣接する側壁同士を互いに連結することにより、上端面が開口した箱体状に組み立てるための連結部材30において、連結部材は、隣接する側壁の一方に取り付けられる第1の連結部材31と、隣接する側壁の他方に取り付けられる第2の連結部材32とからなり、第1の連結部材は、第2の連結部材に向けて突出した係合用の凸部を備えているとともに、第2の連結部材は、第1の連結部材の係合用凸部と相対的に係合する凹部を備えるように構成した。
(もっと読む)
樹脂金属複合筐体およびその製造方法
【課題】
ケースに簡単に金属製の放熱部材を取り付けることができ、かつ効率的にケース内の熱の放出ができる樹脂金属複合筐体を提供することを目的とする。
【解決手段】
筐体1が樹脂製の接合部11を備え、接合部11には筐体1を貫通する貫通孔4を有している。また、金属製の放熱部材2が接合部11に接合する基部22と複数の放熱突起21とを備え、複数の放熱突起21が基部22から突出するように設けられている。これら筐体1と放熱部材2を作製した後、放熱部材2を加熱し、この加熱させた放熱部材2の熱により接合部11を溶融させることで筐体1と放熱部材2を一体に接合させる。この際、筐体1が予め製作されているため、貫通孔4内に放熱突起21を配することができ、複数の放熱突起の間には樹脂が存在しない状態で接合部11と基部22を接合することが可能となり、放熱突起21から効率よく熱が発散し筐体1内の温度上昇を抑制することができる。
(もっと読む)
樹脂部品の固定構造
【課題】発泡樹脂成形体をベースとしたトリム本体に樹脂部品をトリム本体側の溶着用ボスを介して溶着一体化する際、溶着強度を強化する。
【解決手段】発泡樹脂成形体からなるドアトリムロア20bにポケットバックカバー30を固定する際、ドアトリムロア20bに溶着用ボス26を立設するとともに、ポケットバックカバー30の取付片31には、取付孔32の近傍位置に車体パネル側に向いて突設し、溶着ホーン40による加工時に溶着ホーン40と干渉するエリアに延長リブ34、あるいは環状フランジ35等の突起部を形成し、溶着ホーン40による溶着加工時、ドアトリムロア20b側の溶着用ボス26と突起部34,35とを一体に溶着加工することで、突起部34,35を溶融させた樹脂が気泡内に入り込んで、カシメ加工部26aにおける樹脂の比率を高め、かつ容積を増大させることで溶着強度を高める。
(もっと読む)
固着具と成形品部材
【課題】合成樹脂の成形品部材に対して強固な固定強度を得ると共に供給する固着具の嵌め込み方向を一定にする必要のない固着具と成形品部材を提供する。
【解決手段】本発明の固着具は、短い円柱状の本体両端にそれぞれ突起部が設けられている。さらに本体の外側周面上に突出させてローレット(凹凸条)を有する3つの大径部が設けられている。この3つの大径部は、本体の中央部にそれぞれ小径部を挟んで形成されている。成形品部材11は、突出形成されたボス12に予め形成されている第1の孔13と第2の孔14とが設けられている。本願のボス12に設けられた孔は、第1の孔13が固着具の3つの大径部の外径より所定値小さい孔径、第2の孔14は第1の孔13よりさらに所定値小さい孔径の2段で形成されている。第1の孔13と第2の孔14とを合わせた深さは、固着具の全長とほぼ等しい深さに形成されている。
(もっと読む)
樹脂製プレート
【課題】極めて商品価値の高い画期的な樹脂製プレートを提供する。
【解決手段】外面1bに補強リブ3を突設した樹脂製の内板材1と、この内板材1の外面側に重合される樹脂製の外板材2とからなる中空構造の樹脂製プレートである。外板材と内板材とを重合させた際、側板材4の内面に重合する重合材5を内板材若しくは外板材に突設し、側板材、重合材の少なくとも一方が他方に対して離反方向に変形移動した後に復帰動する弾性作用を伴い、側板材に設けた係止部6が係止する被係止部7を重合材に設ける。
(もっと読む)
樹脂成形体の接合方法および樹脂接合体
【課題】熱可塑性樹脂成形体同士を、気密性、耐圧性、機械的強度、寸法精度、外観形状などの品質を確保しつつ接合する方法および該方法により得られた接合体を提供する。
【解決手段】熱可塑性樹脂成形体同士を超音波溶着により接合する方法であって、上記超音波溶着される接合部の断面は、一方が凸形状2aで、他方が上記凸形状2aの凸部に嵌合できる凹形状3aで、かつ上記凸形状2aの凸部先端幅が上記凹形状3aの凹部底面幅よりも大きい形状であり、上記凹形状3aの凹部内側面の少なくとも一方の側面に凹部底面幅を凹部上面幅よりも狭くする方向の傾斜面を有し、該凸部側面で超音波溶着されてなり、上記凸部先端面のエッジ部と、上記凹部内側面の傾斜面とが点接触で当接して、該当接部位より超音波溶着を開始する。
(もっと読む)
パイプの接合方法
【課題】低コスト及び短時間で接着面を溶融凝固でき、接着剤やシールテープを必要としない実用的なパイプの接合方法を提供すること。
【解決手段】第1及び第2のパイプ1,2の何れか一方を熱可塑性の材料から構成すると共に、前記第1のパイプの一端の外周面にレーザー光4に対して吸収性の色素3を塗布し、該一端と前記第2のパイプの一端とを嵌合して、前記第1のパイプの一端の外周面に前記第2のパイプの一端の内周面を当接させた状態とした後、当該第2のパイプの外側から前記嵌合部の全周に前記レーザー光を照射して、前記第1及び第2のパイプの当接面を熱融着させ接合する。
(もっと読む)
合成樹脂成形品の位置決め構造
【課題】外部品に内部品を確実に位置決めされた状態で溶着できるようにした合成樹脂成形品の位置決め構造を提供する。
【解決手段】合成樹脂成形のスカート(外部品…本体外周部分)1の内部にボウル(内部品)2を嵌め込み、スカート1にボウル2を位置決め状態で溶着するための位置決め構造であって、ボウル2の外面2aに、ボウル2をスカート1の内部に嵌め込む時に、潰れながらスカート1の内面1aに圧接可能な潰れ突起部2bが形成されている。ボウル2をスカート1の内部に嵌め込む時に、スカート1の内面1aとボウル2の外面2aとの間に隙間tがあっても、この隙間tを補填する潰れ突起部2bが潰れながらスカート1の内面1aに圧接するようになる。
(もっと読む)
熱可塑性樹脂から成る層を有する部材の溶着方法及び蓋付熱可塑性樹脂容器
【課題】溶着部分を予め外部押圧機構により固定しなくてもレーザ溶着することができ、比較的肉厚の部材でも高速且つ安定的に容器を密封することが可能な溶着方法を提供することである。
【解決手段】熱可塑性樹脂から成る層(a)を外側表面の少なくとも一部に露出する部材(A)と、熱可塑性樹脂から成る層(b)を内側表面に少なくとも露出する部材(B)とを溶着する方法において、
前記層(a)と層(b)とが溶着されるべき部分に、部材(A)及び部材(B)とを互いに押圧し且つ押圧状態を保持可能な自己押圧保持機構が形成され、該層(a)と該層(b)とが互いに圧着された状態で、該圧着部分にレーザビームを照射することにより溶着することを特徴とする溶着方法。
(もっと読む)
ターボファン及びこれを備えた空気調和機
【課題】 シュラウドとブレードを超音波溶着により接合する際に位置決め精度を向上できるようにすること。
【解決手段】 ターボファン23は、略円盤状のハブ24と、このハブ24に対向配置され、中央部に円形の開口25aを有しハブ24に向かって拡開する円環状のシュラウド25と、中央部に円形の開口26aを有しハブ24とシュラウド25の間の流路を上下方向に仕切る仕切板26bに、複数の上部ブレード26cと下部ブレード26dを一体化した円環状のブレード仕切板26とを備えている。ブレード仕切板26の上部ブレード26cの上端に段部26eを設けるとともに、シュラウド25の拡開部分に上部ブレード26cの段部26eに対応する段部25bを設けて位置決めガイドとし、上部ブレード26cの段部26eの平坦面26fに孔を設けるとともに、シュラウド25の段部25bの平坦面25cに孔に対応するボスを設けるようにした。
(もっと読む)
オートクレーブ工法による材料の結合方法及び結合構造
【課題】異種材料であっても接着剤やビスや釘等の留具を使用せずとも二つの部材同士を良好な見栄えで結合して一体化でき、一定厚の製品を製作可能で、不良品率を効果的に低下させ得るオートクレーブ工法による材料の結合方法及び結合構造を提供する。
【解決手段】被結合部材6,7,8同士をバギングフィルム2で被覆して気密シールする工程と、被結合部材を封入したバギングフィルム2内を減圧脱気する工程と、脱気したバギングフィルム内に収容された被結合部材をオートクレーブの加工槽4内において加熱すると共に加圧して被結合部材の接合部同士を密接させて互い結合させる工程を経る。
(もっと読む)
樹脂成形複合体及び該樹脂成形複合体の製造方法、並びにカートリッジ及び該カートリッジの製造方法
【課題】2つの樹脂成形体を分離可能に係合する際に、製品設計の制約、金型の制約、及び製造設備(成形機)の制約少なくし、また製造コストを下げ、更には得られた樹脂成形複合体の外観を損なわないこと。
【解決手段】第一の樹脂成形体と第二の樹脂成形体とが分離可能に係合されている樹脂成形複合体において、前記第一の樹脂成形体が、レーザー光に対して透過性のある第一の樹脂を成形したものであり、前記第二の樹脂成形体が、レーザー光に対して吸収性のある第二の樹脂を成形したものであり、前記第一の樹脂成形体と前記第二の樹脂成形体とを近接又は当接した状態で配置して前記第一の樹脂成形体側からレーザー光を照射する方法により形成された、前記第二の樹脂成形体の突部によって前記第一の樹脂成形体と前記第二の樹脂成形体とが分離可能に係合されている。
(もっと読む)
密封容器
【課題】
本発明の目的は、レーザー溶接をはじめ、熱溶融によって密封をする飲料・食品用容器等の密封型容器について、口部と蓋の構造を工夫することにより、高い夾雑物適性を付与することである。そして密封性を高く、また容器胴体と蓋との接合強度を高くすることを目的とする。
【解決手段】
本発明に係る密封容器は、口部を有する容器胴体と、前記口部を閉じたときに自己にひずみを生じさせ、該ひずみを緩和する応力によって前記容器胴体に対して加圧状態の密着部分を生じさせ、且つ、該密着部分が封じ目となる可塑性材料で形成された蓋とを有し、前記密着部分が熱融着されていることを特徴とする。
(もっと読む)
樹脂部品の固定構造及び樹脂製ケース
【課題】シール性を確保しながら強い固定強度を得ることができる樹脂部品の固定構造を提供する。
【解決手段】樹脂部品の固定構造では、共に樹脂製のモータ側ケース1とモータ側カバー2とが固定される。モータ側ケース1は、筒状の円筒部1aを有する。円筒部1aには、第1溶着面31と、被圧入部32とが軸方向に離間して形成される。モータ側カバー2には、第1溶着面31と溶着される第2溶着面41と、被圧入部32に圧入される圧入部42とが形成される。モータ側ケース1(円筒部1a)における第1溶着面31と被圧入部32との軸方向の間には、他の部分に比べて柔軟なフレキシブル部33が形成される。
(もっと読む)
接着した混成構造物
本発明は、輸送車両、好ましくは自動車車両の構造構成部品を形成する装置および方法に関する。本発明は、混成構造物を含み、好ましくは金属から形成された従来の構成部品よりも重量が軽い構造構成部品を形成するために、接着剤で一体に接着された2またはそれ以上の構成部品で形成された混成構造物を含む。その混成構成部品はまた実質的に過成形工程がない。好都合なことに、組み立てならびに接着剤の圧縮および硬化の間、2つ以上の構成部品の空間的関係を位置決めしかつ維持するために、1つまたは2つ以上のスナップ・フィットなどを用いることができる。 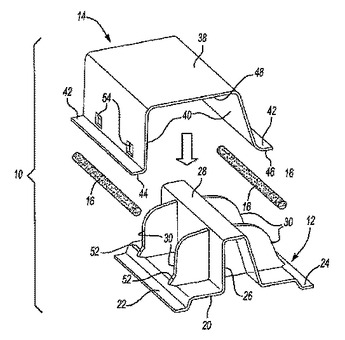 (もっと読む)
(もっと読む)
複合ギヤおよびその製造方法、並びに複合ギヤを含む電動パワーステアリング装置
【課題】金属および樹脂で形成された耐久性に優れた複合ギヤを提供すること。
【解決手段】ウォームホイール19は、環状の金属製のコア部40とコア部40の外周に嵌合されたリム部50とを備える。リム部50は、ポリフェニレンスルフィドをベースレジンとする材料の押出成形品からなる。リム部50の内周52に、コア部40の外周42のローレット43の凹部43aに嵌合する凸部53を設ける。リム部50のための製造用中間体の内周にコア部40を圧入した後に、コア部40を加熱して製造用中間体の内周の一部を溶融させ、コア部40の凹部43a内に入り込んだ凸部53を形成する。
(もっと読む)
吸気装置および吸気装置の製造方法
【課題】 成形型の数が低減され、組み付けが容易な吸気装置および吸気装置の製造方法を提供する。
【解決手段】 二つのサブアセンブリ20は、同一の形状に形成されている。サブアセンブリ20のうち一方は、弁軸部材22の軸方向の両端部が入れ替わるように上下に180°反転される。これにより、二つのサブアセンブリ20は、第一端部31同士が対向し、一方のサブアセンブリ20の凸部41は他方のサブアセンブリ20の凹部42に嵌合する。そのため、同一の形状のサブアセンブリ20の成形、一方のサブアセンブリ20の反転および二つのサブアセンブリ20の接続という簡単な工程で吸気装置が製造される。したがって、単一の成形型によりサブアセンブリ20を形成することができ、かつサブアセンブリ20の組み付けを容易にすることができる。
(もっと読む)
フッ素樹脂成形体の接合方法およびフッ素樹脂接合体
【課題】 フッ素樹脂成形体同士を耐圧強度、気密性、機械的強度、寸法精度、外観形状などの品質を確保しつつ接合する方法および該方法により得られた接合体を提供する。
【解決手段】 フッ素樹脂成形体同士を超音波溶着により接合する方法であって、上記超音波溶着される接合部の断面は、一方が凸形状で、他方が上記凸形状の凸部に嵌合できる凹形状で、かつ上記凸形状の凸部先端幅が上記凹形状の凹部底面幅よりも大きい形状で嵌合されつつ該凸部の側面で超音波溶着されてなる。また、上記凹形状の凹部内側面の少なくとも一方の側面に凹部底面幅を凹部上面幅よりも狭くする方向の傾斜面を有する。
(もっと読む)
熱溶着方法、熱溶着装置、溶着用発熱体、ケース体、現像装置および画像形成装置
【課題】 2つの熱可塑性樹脂成形品を熱溶着によって接合するのに際し、溶融状態に偏差が生じて位置精度が悪くなったり、樹脂の温度が上がり過ぎて変質して溶着強度が低くなるなどの不具合の発生を防止する。
【解決手段】 一方の熱可塑性樹脂成形品2の溶着リブと他方の熱可塑性樹脂成形品1のループ状の溝部4とによって発熱体6を挟み込んで発熱させることにより2つの熱可塑性樹脂成形体を熱溶着する。周長が異なり且つ電気抵抗が略等しい2本の線材をループ状とすることにより上記発熱体5を形成し、2本の線材の接触部に電圧を印加する。
(もっと読む)
1 - 20 / 25
[ Back to top ]