
Fターム[4F211TQ03]の内容
プラスチック等のライニング、接合 (31,000) | 接合のための付属装置 (1,912) | 押圧・加圧 (1,127) | ロール (337)
Fターム[4F211TQ03]に分類される特許
321 - 337 / 337
金属板ラミネート用ポリエステル系フィルム、フィルムラミネート金属板および金属容器
【課題】 耐熱性に優れ、製缶工程等における熱履歴を受けても金属板の表面を安定して被覆することができ、かつバリヤー性や耐食性にも優れ、食料品用の金属容器を形成する材料として好適に使用されるポリエステル系フィルム、製缶加工性に優れたフィルムラミネート金属板、ならびに耐食性や内容物となる食料品の保護性に優れた金属容器を提供すること。
【解決手段】 ティンフリースチールからなる金属板の片面にラミネートされてフィルムラミネート金属板を形成した場合、該フィルム表面における80℃での動摩擦係数が0.45以下であり、該フィルム中のエチレンテレフタレート環状三量体含有量が0.70重量%以下であり、および該フィルムラミネート金属板を210℃の雰囲気中で2分間の熱処理をしたときの寸法変化率が2.0%以下であることを特徴とするポリエステル系フィルム。
(もっと読む)
耐熱性フレキシブル積層板の製造方法
熱融着性を有する耐熱性フィルムに金属箔を連続的に貼り合わせてなる積層板の製造方法であって、貼り合わせ後の冷却過程において、積層板の端部の温度が中央部に比べて、同じ若しくはそれ以上の温度で冷却されることを特徴とする積層板の製造方法である。この方法により、ラミネートされた積層板に端部波うちが生じ、回路パターン形成工程で積層板を固定できないという問題を回避し、外観の良好な積層板を製造できる。  (もっと読む)
(もっと読む)
フレキシブル金属箔ポリイミド基板の製造方法
【解決手段】 ガラス転移点が350℃以上のポリイミドを中心として、その両側にそれぞれガラス転移点が300℃以下のポリイミドを組み合わせた複合フィルムの両側に、粗さがRa=0.08以上0.80以下である金属箔をそれぞれ重ね、真空もしくは窒素雰囲気中で連続的に加熱圧着させることを特徴とするフレキシブル金属箔ポリイミド基板の製造方法。
【効果】 本発明の方法によれば、ポリイミドの高い耐熱性を保ちながら、剥離強度、カール性に優れたオールポリイミドのフレキシブル金属箔ポリイミド基板を極めて簡単で安価な方法にて作ることができる。
(もっと読む)
熱可塑性樹脂貼合シートの製造方法

【課題】 加熱状態の熱可塑性樹脂シート(S)に、熱融着性の熱可塑性樹脂フィルム(F)を重ね合わせて一対の貼合ロール(21、22)間に挟み込み、押圧することにより熱融着させて、シート(S)とフィルムとが十分な密着力で貼合された貼合シート(A)を容易に製造し得る方法を提供する。
【解決手段】 本発明の製造方法は、シート(S)は、貼合面(Sa)の温度(Ts)を式(I)
Tgs+5℃≦Ts≦Tgs+40℃ (I)
〔式中、Tgsは熱可塑性樹脂シートの貼合面のガラス転移温度を示す。〕
で示される範囲とし、
フィルム(F)は、貼合面(Fa)の温度(Tf)を、式(II)
Tgf−15℃≦Tf≦Tgf+40℃ (II)
〔式中、Tgfは熱可塑性樹脂フィルムの貼合面のガラス転移温度を示す。〕
および式(III)
Tf≧Tgf+Tgs−Ts (III)
を満足する範囲として、貼合ロール間に挟み込むことを特徴とする。
(もっと読む)
複合多孔質体の製造方法

【課題】 多孔質体の有効面積を犠牲にせず、多孔質体の取り扱い性が向上された複合多孔質体を高精度かつ高効率に製造する。
【解決手段】 三次元網目構造を有するシート状の多孔質体22と、多孔質体22の外周縁を囲うように設けられた樹脂部とが一体に形成された複合多孔質体の製造方法であって、シート状の樹脂部材21に形成された孔21aに、樹脂部材21より厚さが薄くされた多孔質体22を装填した状態で、樹脂部材21のうち、その外周縁部21cの一部若しくは全部を除く、少なくとも孔21aに接する内周縁部21bを厚さ方向に加圧するとともに、樹脂部材21の荷重たわみ温度以上融点以下の温度で加熱し、この樹脂部材21を押し潰しながら、多孔質体22と樹脂部材21とを密着させる密着工程と、多孔質体22および樹脂部材21をこれらの厚さ方向に樹脂部材21の弾性限度以下の力で押圧しながら冷却する冷却工程とをこの順に経る。
(もっと読む)
フィルム貼付方法及び装置
【課題】
フィルム吸着部材を設けることなく、フィルムを一定の引張力で保持しながらラミネートを行い、しわや気泡の発生を防止することができるようにする必要がある。
【解決手段】
切断されたフィルムの先端及び後端を保持する手段と、保持したフィルムをラミネーションロールまで搬送する手段と、ラミネーションロールに搬送されたフィルムに静電気を帯電させる手段とを設け、フィルムを静電気によりラミネーションロールに吸着させた状態で基板に圧着する。
(もっと読む)
積層体製造方法、電子情報記録カードの製造方法及び積層体製造装置
【課題】シート材の連続貼り合わせ時にシート材が幅方向にツレる事を防止し、貼り合わせシートの密着不良や、反り、歪み等を防止する。
【解決手段】第1のシートと第2のシートを搬送して一方のシート材上に、接着剤を塗布しながら前記第1のシート材と前記第2のシート材を連続して貼り合わせるシート積層体製造方法に於いて、シート材を搬送する際に搬送張力を特定値とする、又は、ラミネートローラを含めたニップローラ間隔を、シート材幅以下、あるいは枚葉のシート材の搬送方向の長さ以下とする、又は、熱可塑性接着剤を70℃以上になるまで前記第1シートと前記第2シート材をラミネートローラで貼り合せる時、前記シート又は前記接着剤のどちらかを保温し、ニップローラを通過する間に貼り合されたシート材を25℃以下になるまで冷却する事を特徴とする積層体製造方法。
(もっと読む)
接合装置及び接合方法
【課題】往復運動可能な1対のローラを備えることにより、設備費用を削減し、稼働時間を減少させる接合装置及び接合方法を提供する。
【解決手段】接合装置は、平行に並べられた帯状ゴム材料Wの隣り合う端部に沿って、一対の円錐台形状のローラ1a、1bを移動させることにより、圧着接合を行う。支持部材6に接合された第1の歯車7が回転することにより、1対のローラ1a、1bを水平方向に180°回転させる。そして、1対のローラ1a、1bは、当初の移動方向とは正反対の方向へ移動することが可能となる。
(もっと読む)
粘着フィルム貼着装置
【課題】 ベーステープに所定間隔で貼着された粘着フィルムが無色の光透過性のフィルムであっても確実に粘着フィルムの端面を検出して所定の貼付位置にセットすることが可能であるとともに、各種サイズの粘着フィルムに対してもフレキシブルに対応して各サイズの粘着フィルムを所定の貼付位置にセットすることが可能な粘着フィルム貼付装置を提供する。
【解決手段】 フィルム供給テープ12のベーステープ12A上に貼着された粘着フィルム12Bを検出するについて、粘着フィルム12Bの厚さ方向に変位可能な検出センサ22のローラ接触子23を介して所定量の変位が検出されたことに基づき粘着フィルム12Bの前端部を検出するとともに、検出センサ22から出力される検出信号に基づき、粘着フィルム12Bの前端部がガイド部材41による折り返し端の近傍位置に配置されるまでフィルム供給テープ12が所定移送量移送されるよう繰出ローラ15等を制御するように構成する。
(もっと読む)
粘着フィルム貼付け装置
【課題】 粘着フィルムを確実に位置決めし、繰り出した粘着フィルムを安定に保つことを可能にする。
【解決手段】 粘着フィルム貼付け装置が、多数の粘着フィルム(14)を所定の間隔で着脱可能に設けた台紙テープ(16)を送り出すための送り出し部(18)と、粘着フィルム(14)を台紙テープ(16)から1枚ずつ剥がすための引き剥がし部(19)と、各粘着フィルム(14)を印刷物(P)の見開き部に貼り付けるための貼付け部(22)と、粘着フィルム(14)が剥がされた後の台紙テープ(16)を巻き取るための巻き取り部(24)を有する。引き剥がし部(20)が、ブレード(20)を備えていて、そのブレード(20)の表面にフィルム剛性増加用の曲面(20a)が設けられている。各粘着フィルム(14)をフィルム剛性増加用の曲面(20a)に沿って曲げた状態で引き剥がす。
(もっと読む)
加飾シートの製造方法
【課題】 鏡面調の加飾シートを製造する際に使用されるような、鏡面からなる押圧面を備えたプレス装置を使用した場合であっても、表面の艶消し感を損なうことなく、艶消し調の加飾シートを連続的、効率的に製造する方法を提供する。
【解決手段】 基材シート11の少なくとも片面に艶消し調樹脂シート13を配し、これらを一対の押圧面33a,33bを備えた熱圧着手段30の該押圧面33a,33b間で挟持して熱圧着する工程を有する加飾シートの製造方法であって、前記工程は、前記艶消し調樹脂シート13の外面側に、該艶消し調樹脂シート13と接する面が、該艶消し調樹脂シート13の前記外面よりもビカット軟化点が小さな材料からなるカバーシート14を配して行う。
(もっと読む)
生産性に優れたフレキシブル金属張積層板の製造方法
【課題】 本発明は、高温かつ長時間でフレキシブル金属張積層板を安定してラミネートする製造方法を提供することにある。
【解決手段】 接着性フィルムの少なくとも片面に金属箔を配し、一対以上の金属ロールを有する熱ラミネート装置により貼り合わせてなるフレキシブル金属張積層板の製造方法であって、該装置の加熱ロールと金属箔との間に、プラスチックからなる保護フィルムを配して3000時間以上ラミネートを行い、冷却後に、接着性フィルムと金属箔とが貼り合わされてなる積層板から保護フィルムを剥離することを特徴とする、フレキシブル金属張積層板の製造方法によって上記課題を解決しうる。
(もっと読む)
フレキシブル積層板の製造方法
外観および金属箔除去後の寸法安定性を向上させたフレキシブル積層板の製造方法を提供する。耐熱性接着フィルム3の少なくとも一面に金属箔2を貼り合わせてなるフレキシブル積層板5の製造方法であって、耐熱性接着フィルム3と金属箔2とを一対の金属ロール4の間において保護フィルム1を介して熱ラミネートすることによって耐熱性接着フィルム3と金属箔2と保護フィルム1とを貼り合わせた積層体7を作製する工程と、保護フィルム1を剥離する工程とを含み、保護フィルム1の剥離時における積層体7の張力が保護フィルム1の剥離前における積層体7の張力よりも高いフレキシブル積層板5の製造方法である。 (もっと読む)
フレキシブル積層板の製造方法
本発明の目的は、外観および金属箔除去後の寸法安定性を向上させたフレキシブル積層板の製造方法を提供することである。本発明は、耐熱性接着フィルム3の少なくとも一面に金属箔2を貼り合わせてなるフレキシブル積層板5の製造方法であって、耐熱性接着フィルム3と金属箔2とを一対の金属ロール4の間において保護フィルム1を介して熱ラミネートする工程と、保護フィルム1を分離する工程とを含み、上記保護フィルム1の分子配向比が、1.0〜1.7であることを特徴とするフレキシブル積層板の製造方法である。 (もっと読む)
フレキシブル積層板の製造方法
シワや波打ち等の外観不良を防止するとともに寸法安定性を向上させることが可能な、耐熱性フレキシブル積層板の製造方法を提供する。耐熱性接着フィルム(A)の少なくとも一面に金属箔(B)を貼り合わせてなるフレキシブル積層板の製造方法であって、該耐熱性接着フィルム(A)と該金属箔(B)とを一対以上の金属ロールの間において保護フィルムを介して熱ラミネートする工程と、該耐熱性接着フィルム(A)と、該金属箔(B)と、該保護フィルムとからなる積層体を徐冷する徐冷工程と、保護フィルムを分離する工程と、を含むことを特徴とするフレキシブル積層板の製造方法である。徐冷工程は、金属ロールの表面温度よりも低い温度に設定された加熱機構、特に徐冷ロールを設けることにより行なわれることが好ましい。徐冷ロールの表面温度は、好ましくは金属ロールの表面温度よりも50℃〜250℃低く設定される。 (もっと読む)
通気性のある弾性ポリオレフィンフィルムを作るプロセスおよび工場
本発明は、通気性のある弾性ポリオレフィンフィルムを準備するためのプロセスに関し、プロセスは、延伸による多孔性の生成を容易にするために、オレフィン、スチレン系熱可塑性エラストマおよび充填材の混合物をブロー成形するステップと、フラットフィルムを得るためにチューブ状のものを圧搾するステップと、フラットフィルムを軟化点まで加熱するステップと、フラットフィルムをプレスするステップと、フラットフィルムを8度から30度に冷却するステップと、通気性をもたせるためにフィルムを横および/または縦方向に延伸するステップとを含む。さらに本発明は、通気性のある弾性ポリオレフィンフィルムを生産するための工場と、通気性のある弾性ポリオレフィンフィルムを生産するためのオレフィン、スチレン系熱可塑性エラストマおよび充填材の混合物の使用とを示す。 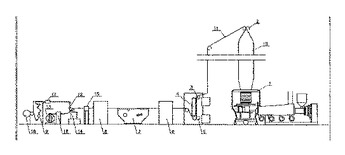 (もっと読む)
(もっと読む)
エアフィルタ濾材の製造方法
【課題】 濾材の表面状態を改善することにより、プリーツ加工によりひだ折りしてもポリテトラフルオロエチレン(PTFE)多孔質膜がダメージを受けず、毛羽などの発生のない、クリーンルームに要求される清浄空間の提供に適したエアフィルタ濾材を長期にわたって安定して製造する方法を提供する。
【解決手段】 PTFE多孔質膜2と通気性支持材1を積層し、その積層体の通気性支持材1の表面にカバーフィルム6を接触させた状態で加熱することで、通気性支持材1の表面を平滑にし、積層体の摩擦抵抗を小さくする。その後、カバーフィルム6のみを分離し、目的のエアフィルタ濾材を得ることができる。
(もっと読む)
321 - 337 / 337
[ Back to top ]