
Fターム[4F212AD05]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (158) | 材料 (39) | プラスチック、ゴム (14)
Fターム[4F212AD05]に分類される特許
1 - 14 / 14
炭素繊維強化熱可塑性樹脂サンドイッチ成形体、およびその製造方法
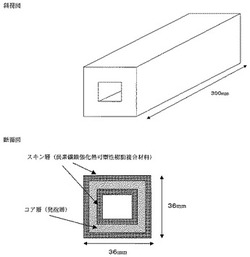
【課題】リサイクル性の優れた熱可塑性樹脂をマトリクスとした軽量で、且つ、高剛性の炭素繊維強化サンドイッチ成形体を提供する。
【解決手段】炭素繊維強化熱可塑性樹脂複合材料をスキン層とし、密度が0.1〜0.8g/cm3の熱可塑性発泡樹脂層をコア層とする炭素繊維強化熱可塑性樹脂サンドイッチ成形体であって、コア層が未発泡状態の発泡粒子を含んだ熱可塑性樹脂層を得た後、熱可塑性樹脂層中の発泡粒子を膨張させて得られる。
(もっと読む)
フォーム製ノイズダンパーを有する空気入りタイヤの製造法

【課題】フォーム製ノイズダンパーを有する空気入りタイヤの製造法と空気入りタイヤを提供する。
【解決手段】二つの相隔たる伸長不能なビードと接地するトレッド部13とトレッド部の軸方向外端から半径方向内向きに伸びて各ビードに接合する一対の個別サイドウォール11(トレッド部の軸方向外端はトレッド幅を定義する)及びトレッド部及びサイドウォールのための支持カーカス12を有し、カーカスの半径方向内向きに配置された少なくとも一つの発泡構造18を形成し、発泡構造は0.1〜1g/cm3の範囲の密度を有する同時加硫発泡ゴム組成物を含み、少なくとも一つの発泡構造を少なくとも部分的に摩耗して摩耗された表面19を形成し、フォーム製ノイズダンパー22を前記摩耗された表面上に配置する空気入りタイヤの製造法と空気入りタイヤ。
(もっと読む)
合成木材の製造方法
【課題】製造コストを低減するとともに、樹脂含浸ムラを生じさせない合成木材の製造法を提供する。
【解決手段】上記合成木材の製造方法を、発泡硬化性フラン樹脂組成物と、長繊維強化フラン樹脂ロッドを交互に成形型に投入し、その際、各ロッドを平行に揃え、成形型を加熱し、前記樹脂組成物を発泡硬化させて成形するものとする。
(もっと読む)
空気入りタイヤの製造方法および空気入りタイヤ
【課題】インナーライナゴム部材を有し、ゴムの酸化劣化に起因する耐久性の低下を抑制した空気入りタイヤを効率よく作製する。
【解決手段】空気入りタイヤの作製方法は、ブチルゴムを用いてインナーライナゴム部材を作製する第1工程と、前記インナーライナゴム部材を用いて、未加硫タイヤを成形する第2工程と、前記未加硫タイヤを加硫する第3工程と、前記第2工程前の前記インナーライナゴム部材あるいは、前記第3工程後の加硫済みタイヤのインナーライナゴム部材に含まれるオイルを除去する第4工程を有する。これにより、空気入りタイヤのインナーライナゴム部材におけるJIS K6229におけるアセトン抽出量が、10重量%未満に調整される。
(もっと読む)
弾性樹脂組成物が注入されたチューブ入りタイヤの製造装置及び製造方法
【課題】簡易かつ低コストで弾性樹脂組成物が注入されたチューブ入りタイヤを製造することのできる弾性樹脂組成物が注入されたチューブ入りタイヤの製造装置及び製造方法を提供すること。
【解決手段】チューブ入りタイヤT’を外嵌状態で保持し、二つの環状部材1A,1Bに分割可能な保持具と、二つの環状部材を突き合わせた状態で固定して保持具2となすための固定具とを備え、固定具は、突き合わせた状態の二つの環状部材を内周側から挟持する挟持部材8と、挟持部材に設けられた貫通孔9に二つの環状部材の外周側から差し込まれるボルト部材10と、このボルト部材に螺着するナット部材11とを有し、保持具には、ボルト部材が挿通する挿通孔12と、チューブ13に固定され弾性樹脂組成物Pの注入に用いられる導入管14が挿通する導入管用孔15とが設けられている。
(もっと読む)
自己接着性複合補強材
下記を含むことを特徴とする、ジエンゴムマトリックスに硬化させることによって自己接着性であり、タイヤ用の補強要素として使用することのできる複合補強材(R‐2):
・少なくとも1本の補強用スレッド(20)、例えば、炭素鋼コード;
・上記スレッドを被覆する、ガラス転移温度がプラスである熱可塑性ポリマー、例えば、6,6 ポリアミドの第1層(21);および、
・上記第1層(21)を被覆する、ガラス転移温度がマイナスである不飽和熱可塑性スチレンエラストマー、例えば、SBS (スチレン/ブタジエン/スチレン)コポリマーを含む第2層(22)。
そのような複合補強材の製造方法、およびそのような複合補強材を組込んでいるゴム物品または半製品、特に、タイヤ。 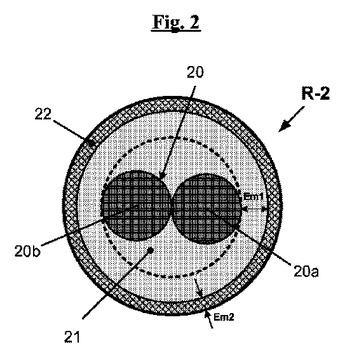 (もっと読む)
(もっと読む)
断熱性紙容器の製造方法
【課題】
ガスバリア性を有する断熱性紙容器を製造する方法を提供する。
【解決手段】
紙容器2の胴部21を構成する断熱性紙容器用素材1は、低融点オレフィン系樹脂層12、ガスバリア層13、オーバーコート層14、含水澱粉粒を含む澱粉と接着剤との混合塗工層15、低融点オレフィン系樹脂からなる樹脂層16を、この順で紙製の基材11の外側表面に積層して構成されている。この断熱性紙容器用素材1の外面側が加熱、減圧吸引されて、含水澱粉と接着剤との混合塗工層15に含まれる澱粉粒中の水分の蒸発で、厚さの高い独立気泡の発泡層16aが形成される。本発明では断熱性紙容器用素材の巻取りを連続的に発泡させたブランクを作成した後に、成形加工して断熱性紙容器とする効率的な製造方法を提供する。
(もっと読む)
未加硫ゴム部材用ライナー
【課題】未加硫ゴム部材のタッキネスを確保し、かつ耐久性に優れた未加硫ゴム部材用ライナーを提供する。
【解決手段】未加硫ゴム部材用ライナー10は平織物とし、緯糸14は樹脂フィルムからなる表面が平滑な繊維径1000〜1330dtexのスプリットヤーンとする。経糸12には、線形の細いマルチフィラメント糸を用いる。緯糸14に表面が平滑なスプリットヤーンを用いているので、緯糸14に接触した未加硫ゴム部材16の表面も平滑となる。また、経糸12のマルチフィラメント糸は、未加硫ゴム部材16との接触面積が最小限に抑えられる。このため、従来の平織物からなるライナーを用いた場合に比較して未加硫ゴム部材表面が全体的に平滑化され、剥離性が良好となり、かつ未加硫ゴム部材のタッキネスを良好に保持することができる。ライナー表面にコーティング等を行う必要もないので、高い耐久性が得られる。
(もっと読む)
未加硫タイヤの製造方法
【課題】拡縮機構を持つ成形ドラムを用いて円筒フィルム材と粘着性シート材を貼り合わせる際のエア溜まりの発生を抑制するようにした未加硫タイヤの製造方法を提供する。
【解決手段】外径が拡縮可能な成形ドラム1に対し成形ローラ2を平行に配置した成形装置を使用し、これら成形ドラム1と成形ローラ2との間に円筒フィルム材3を掛け渡した後、成形ドラム1を拡径させて円筒フィルム材3を成形ドラム1に密着させるように緊張させ、次いで円筒フィルム材3を成形ドラム1を回転させて周方向に移動させながら、成形ローラ2上において円筒フィルム材3の外周面に粘着性シート材4を供給しながら貼り付けるようにした。
(もっと読む)
タイヤ構成部材の成形方法
【課題】 タイヤサイズ毎に異なる寸法を持つ円筒状のタイヤ構成部材を成形する際の設備コストを低減することを可能にしたタイヤ構成部材の成形方法を提供する。
【解決手段】 回転軸が互いに平行に配置された少なくとも3本の圧着ロール1に円筒形状を有する第一部材11を掛け回し、該第一部材11の外周側にリング形状を有する第二部材12a(又は円筒形状の第二部材12b)を配置し、圧着ロール1の相互間隔を拡張することで第一部材11を第二部材12aに押し当て、その状態で第一部材11及び第二部材12aを一体的に回動させることにより、これら第一部材11及び第二部材12aを相互に圧着する。
(もっと読む)
円環状中空体の製造方法
【課題】円筒状部材それ自身のオーバラップ接合域が、その円筒状部材の端部分の、外周側への折返しによって半径方向の内外に対向して位置することになっても、それらの不測の接着等を十分に防止することができ、また、円筒状部材の外周面上に貼着等させた離型シートが、円環状中空体の成型に当ってその表面から剥がれたり、脱落したりすることがあっても、成型されたその円環状中空体の内表面の、意図しない接着等を有効に防止することができる円環状中空体の製造方法を提供する。
【解決手段】一枚の未加硫ゴムシート2のそれぞれの端部分を相互にオーバラップ接合させて円筒状部材3とした後、その円筒状部材3の軸線方向の両端部部を、円筒状部材の外表面上の離型シート4とともに外周側へ折返し、この折返し姿勢で円筒状部材3の両端部をオーバラップ接合させて円環状中空体とするに当って、円筒状部材3の形成後、円筒状部材3の外表面上の離型シート4の、円周方向の両端部を円筒状にオーバラップ接合させるにある。
(もっと読む)
複合発泡成形体
【課題】 ポリオレフィン樹脂発泡成形体に広い周波数領域で高い吸音率を付与すること
【解決手段】 好ましくは、示差走査熱量測定によって得られるDSC曲線に二つの融解ピークを有し、該低温側ピークの融解熱量α(J/g)、該高温側ピークの融解熱量β(J/g)とした時、β/(α+β)が0.35以上0.75以下であるポリオレフィン系樹脂予備発泡粒子と好ましくはポリエステル系繊維である繊維とが共連続的に一体化されてなる複合発泡成形体。
(もっと読む)
発泡物品、特に自動車の内装用トリム要素、及びその製造方法
本発明は、発泡、凝集させたプラスチック粒子(3)から生成された基板(2)を備えた成形発泡物品(1)に関し、該発泡物品は少なくとも部分的にプラスチックシート(4)により取り囲まれている。前記プラスチックシート(4)は、少なくとも1つの第1溶融温度(TS1)と1つの第2溶融温度(TS2)とを有する原料混合物からなり、前記第2温度は第1温度より高い。プラスチック粒子(3)は、プラスチックシートの第1溶融温度より高くかつ第2溶融温度未満の温度(TS3)で、互いに凝集されることが可能である。  (もっと読む)
(もっと読む)
複合成形品とその製造方法及び製造装置
【課題】 熱可塑性樹脂発泡成形品の表面にシートが積層された複合成形品を高い成形精度で製造する方法、それに用いる製造装置、及び前記方法で得られた複合成形品の提供。
【解決手段】 成形型を構成する第1の型と第2の型の間に熱可塑性樹脂シートを張設し、該熱可塑性樹脂シートを加熱、軟化せしめた後、第1の型と第2の型を型締めして製造する複合成形品の外形と合致するキャビティを形成し、第1の型側からキャビティを通してシート押圧部材を第2の型に近接せしめ、軟化した熱可塑性樹脂シートを第2の型側に押圧し、次いでシート押圧部材を元の位置に戻し、キャビティ内に熱可塑性樹脂発泡粒子を充填し、次いで成形型を熱可塑性樹脂発泡粒子の融着温度以上の温度に加熱して型内成形し、熱可塑性樹脂発泡成形品の表面に熱可塑性樹脂シートからなる表皮が積層されてなる複合成形品を製造することを特徴とする複合成形品の製造方法。
(もっと読む)
1 - 14 / 14
[ Back to top ]