
Fターム[4F212UG01]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | 予備成形品及びその製造 (96) | 予備成形品の形状、構造の特徴 (71)
Fターム[4F212UG01]の下位に属するFターム
Fターム[4F212UG01]に分類される特許
1 - 12 / 12
筒状部材の発泡充填材
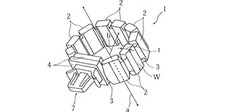
【課題】環状発泡材の共通化を可能にしてコストを低減できるとともに、発泡基材の幅寸法を大きくすることなく発泡量を増やすことができる筒状部材の発泡充填材を提供する。
【解決手段】一方向に配列された矩形板状の複数のブロック部2同士を連結部3により連結し、両端のブロック部2に連結部3を介して連結された結合部4同士を結合することにより概ね環形状をなす環状発泡材1とし、前記連結部3は、前記ブロック部2の、前記環形状の軸線a方向寸法の幅寸法wより小さく、かつ径方向b厚みtよりも薄く形成され、前記軸線aを挟んで対向するブロック部2同士を近づける屈曲変形及び前記軸線a回りの捩れ変形を許容し、前記両端の結合部4は、該結合部4同士を結合し、かつ前記環状発泡材1を筒状部材に取付けるための支持部材(クリップ)7が装着可能となっている。
(もっと読む)
農産物用容器
【課題】 予備発泡機、サイロ又は発泡成形機への流通過程において、被覆剤の脱落を抑え、粒子流通管の内壁面への被覆剤の付着が極めて少ない発泡性スチレン系樹脂粒子を用いた農産物用容器を提供する。
【解決手段】 スチレン系樹脂粒子に発泡剤を含浸させてなる発泡性スチレン系樹脂粒子を予備発泡し、この予備発泡粒子を成形して得られるポリスチレン系発泡成形体の農産物用容器であって、
前記発泡性スチレン系樹脂粒子は、該樹脂粒子表面を組成物によって被覆されており、当該組成物は、当該樹脂粒子表面を被覆する常温で液体の多価アルコールAと、当該樹脂粒子100重量部に対して0.01〜0.3重量部の脂肪酸モノグリセリドと、当該樹脂粒子100重量部に対して0.03〜0.3重量部の脂肪酸金属塩と、常温で液体の多価アルコールBからなり、上記多価アルコールA、Bは、当該樹脂粒子100重量部に対して0.02〜0.3重量部含有し、2回に分けて被覆されており、
前記ポリスチレン系発泡成形体は粒子径が600μm〜1400μmのポリスチレン系樹脂粒子であり、前記ポリスチレン系発泡成形体の密度が0.01g/cm3〜0.033g/cm3であり、前記ポリスチレン系発泡成形体の平均弦長が20μm〜150μmであり、前記ポリスチレン系発泡成形体の曲げ強度は20N/cm2〜100N/cm2であることを特徴とする。
(もっと読む)
発泡性充填材

【課題】部品点数を削減することが可能であり、貫通孔を有するパネルへの取り付けに際して、所定の形状に曲成した状態で維持することができる発泡性充填材を提供する。
【解決手段】発泡性充填材11は、湾曲可能な本体部12と、第1及び第2取付挿通部13,14とを備えている。第1及び第2取付挿通部13,14は、本体部12の第1及び第2端縁12a,12bにそれぞれ連結する第1及び第2本体連結部15,16に設けられている。本体部12は、第1及び第2取付挿通部13,14が挿通される第1及び第2挿通孔17,18を有している。第1及び第2取付挿通部13,14が第1及び第2貫通孔51a,51bに挿通されるとともに係止されることで、本体部12はインナパネル51に取り付けられる。本体部12、第1及び第2取付挿通部13,14、並びに第1及び第2本体連結部15,16は一体に成形されている。
(もっと読む)
高圧処理方法および高圧処理装置
【課題】超臨界または亜臨界状態の二酸化炭素で高圧処理を行った後に、短時間で減圧ができ、しかも高い回収率で二酸化炭素を回収することのできる高圧処理方法を提供する。
【解決手段】高圧処理チャンバー内で被処理体と高圧二酸化炭素とを接触させることで被処理体の高圧処理を行った後、上記チャンバー内を大気圧まで減圧する高圧処理方法において、上記チャンバーの下流に二酸化炭素の回収容器を配設すると共に、上記チャンバー内の高圧二酸化炭素を上記回収容器の内圧を上昇させながらガス状を含む二酸化炭素として受け入れ、このガス状二酸化炭素を液化して回収する工程を含むことを特徴とする高圧処理方法である。
(もっと読む)
発泡樹脂複合構造体の製造方法
【課題】 軽量でありながら、水漏れが発生しない発泡樹脂複合構造体を実現する。
【解決手段】 一の面から他の面に連通した連通孔が存在し、連通孔の平均径が10〜150μmの母材1の上面に、樹脂が溶媒に溶解または分散された粘度が2000mPa・s以下の流動性材料4を配置し、減圧装置3を作動して減圧室2dを減圧する。これにより、流動性材料4が母材1の連通孔に浸透し、連通孔が閉塞されるため、軽量でありながら、水漏れが発生しない発泡樹脂複合構造体を製造することができる。
(もっと読む)
車両用シートパッド体及び車両用シートパッド体の製造法
【課題】異なる硬度の発泡樹脂のもととなる複数の発泡樹脂材料を区分けして位置させて一体発泡させることにより成形して硬度の異なる発泡樹脂のパッドを成形するにもかかわらず、表皮を接着するにあたり、より単純な構成でハイライトの発生を防止可能とする。
【解決手段】硬度の異なる発泡樹脂のパッド30の成形に際して、異なる硬度の発泡樹脂のもととなる複数の発泡樹脂材料を区分けして位置させるための境界設定部材59により形成される境界溝39が裏面14側に形成され、該裏面14側とは反対側の面側がシートの意匠面となる表面12側として形成され、表面12側は連続面として形成されて、連続面に形成された表面12側に表皮40が接着されてなる。
(もっと読む)
ポリオレフィン発泡体熱圧成形品の製造方法
【課題】バリの発生が無く、外観のきれいな成形品の製造方法を提供する。
【解決手段】本発明に係る発泡体熱圧成形品の製造方法は、ポリオレフィン樹脂に発泡剤、架橋剤を添加混練し、得られた架橋性発泡性組成物を密閉金型Aに充填し、加圧下に加熱、整形して取り出し、次いで密閉金型Bに入れ加圧下に加熱して発泡剤、架橋剤を分解した後冷却して成形品よりも小さい発泡体を得、得られた発泡体を金型Cに入れ加圧下に加熱して成形することを特徴とする製造方法。発泡体熱圧成形品の製造方法
(もっと読む)
発泡体の製造方法及び発泡体
【課題】発泡前の成形体の高次構造(モルフォロジー)を制御し、発泡構造の制御が容易な製造方法及び発泡体を提供する。
【解決手段】主成分として、(a)成分及び(b)成分を質量比(a)/(b)=97/3〜60/40の範囲で含有し、かつ、(b)成分の平均サイズを5μm以下に制御してなる成形体を得、該成形体中に加圧ガスを含浸させた後、該成形体の弾性率が5.0×108Pa以下となる温度域で、主に(b)成分の領域で発泡させることを特徴とする発泡体の製造方法。
(もっと読む)
成形された膨張可能な材料
膨張可能材料が、製品、例えば自動車の構造体(12)の機能的属性、例えば補強を行うことができる部品(10)を形成するよう成形されている。  (もっと読む)
(もっと読む)
導電性発泡ゴムローラの製造方法及び導電性発泡ゴムローラ
【課題】 ゴム主成分がアクリロニトリルブタジエンゴムの加硫発泡したゴムチューブの発泡むら、内径むらを低減し、電子写真装置に有用な低硬度の導電性ゴムローラの製造方法及び導電性ゴムローラを提供すること。
【解決手段】 加硫発泡させたゴムチューブに芯金を圧入し形成する発泡ゴムローラの製造方法であって、ゴムチューブがゴム成分としてアクリロニトリルブタジエンゴムを主成分とし160℃における加硫速度と発泡速度との関係が、
(1)10%発泡時間が0.1〜1分で、発泡進行率10%における加硫進行率が0.1〜0.5%、
(2)90%発泡時間が7〜14分で、発泡進行率90%における加硫進行率が85%以上、
を満たすゴム組成物を押出機によってチューブ状に押出す工程と、
平均昇温速度2〜8℃/分で6〜12分昇温した後に加硫温度に達する加硫発泡工程と、を有する導電性発泡ゴムローラの製造方法、該方法による導電性発泡ゴムローラ。
(もっと読む)
熱可塑性樹脂微小球の予備発泡方法及び装置
本発明は熱発泡性微小球を中空ボディにより囲まれた回転供給装置8、及び一つ以上のスクレーパ9を含む発泡装置6に仕込むことを含む、発泡熱可塑性樹脂微小球の調製方法に関する。更に、本発明は熱可塑性樹脂微小球を発泡するための発泡装置に関する。  (もっと読む)
(もっと読む)
車両用内装品の成形方法
【課題】 被覆体の側壁部と背壁部とが直交した車両用内装品を成形する。
【解決手段】 第1金型80Aの成形凹部82には、成形後に被覆体となる被覆体素材40を装着する。被覆体素材40の側壁部42の端部には、収容凹部44の内側へ向かって突出する突出部43を予め形成しておく。次に、第2金型80Bを第1金型80Aに突き当てて型締めする。型締め状態では、突出部43が第2金型80Bの先端面84aに突き当たり、被覆体素材40の側壁部42に対してほぼ直角に屈曲した状態になる。その後、収容凹部44と先端面84aとによって区画形成されるキャビティC内に予め発泡させたPPビーズBを充填する。そして、キャビティC内に加熱蒸気を供給してPPビーズBの表面部を溶融させる。その後、PPビーズBを固化させることにより、車両用内装品を成形する。
(もっと読む)
1 - 12 / 12
[ Back to top ]