
Fターム[4G054BA55]の内容
プレス成形、コンベアを利用した成形 (2,780) | ラムによるプレス成形 (549) | 装置、工程の要素 (297) | 成形型 (155) | 型枠が分割、開閉できる (31)
Fターム[4G054BA55]に分類される特許
21 - 31 / 31
燃料電池セパレータの成形金型

【課題】セパレータ表面のガス流路溝部領域と囲繞部領域との密度バランスを均一にし、また、離型性を改善し、金型からの製品取り出し時に変形・反り・クラックの発生を抑えて高品質かつ生産性の高いセパレータを得る。
【解決手段】成形金型10は、粉体状材料を用いて、少なくとも片面に流路溝部および囲繞部を有する燃料電池セパレータを圧縮成形する。前記片面が対向する下金型21を、流路溝部に対応するインナー金型22と、囲繞部に対応するアウター金型25とに分割して構成する。インナー金型22および/またはアウター金型25を進退させる作動部材24,27を備える。少なくとも上金型41の前記片面とは反対面が対向する表面42,45にダイヤモンドライクカーボン膜42a,45aを成膜した。
(もっと読む)
舗装用ブロックの成形装置

【課題】 舗装用ブロックを、敷設したときに段差や不陸を生じないような形状に安定して寸法精度よく成形することを可能にする。
【解決手段】 成形装置1には、ブロックの凹条を形成しうる凸型31およびブロックの凸条を形成しうる凹型32を設けた変形型3を有する。この変形型3は、スライダ4の底部46または支持台8との間に伸縮手段33を介在して配設され、プレス板9によって押圧されたとき高さ方向下向きに圧縮可能とされ、プレス板9から外れると元の高さに伸張しうる。その外側のスライダ4はスライド面41を有し、このスライド面41に当接するガイド面51を備えた昇降部材5が、スプリング6によってスライダ4に連結されている。昇降部材5が上昇すると、スライダ4は外側方向へ引き寄せられながら、昇降部材5のガイド面51と支持台8とに規定されて水平に摺動するように構成される。
(もっと読む)
出隅役物用成形材料のプレス成形方法
【課題】バリの除去を行なう必要がなく、しかも抜け角を確保する必要がなくて成形材料に様々な凹凸模様を形成することができる出隅役物用成形材料のプレス成形方法を提供する。
【解決手段】成形材料を出隅形状に成形し、この成形材料の出隅側の二つの外面に対応する二つの成形型を用いて、成形材料の各外面に各成形型に設けた凹凸模様賦型部によって凹凸模様を成形するようにした出隅役物用成形材料のプレス成形方法に関する。上記二つの成形型を下型として用いる。これらの成形型を断面L字形となるように一体化して配置する。これらの成形型の凹凸模様賦型部に成形材料を供給する。上型によるプレスを行なった後に、各成形型を成形材料の各外面に対して垂直な方向に移動させて離型する。
(もっと読む)
粘土系難透水性材料の圧縮成形方法
【課題】ブロックと型枠との間に摩擦力が生じるのを防止し、ブロック表面や角部に剪断破壊が生じない粘土系難透水性材料の圧縮成形方法を提供する。
【解決手段】下部型枠板22の上端部に伸縮性膜材が被せられ、伸縮性膜材の上端部2aで固定されている。圧縮装置14を作動させることによって、粘土材料3をプレスして粘土ブロックが成形される。伸縮性膜材は、粘土ブロックと下部型枠板22との間に挟在している。従って、下部型枠板22と粘土ブロック表面との間に表面摩擦力が生じないので、粘土ブロックに剪断破壊やひび割れ、角部の欠損等を防止できる。
(もっと読む)
出隅役物用成形材料のプレス成形方法
【課題】 バリの除去を行なう必要なく成形材料に凹凸模様を形成する成形を行なうことができる出隅役物用成形材料のプレス成形方法を提供する。
【解決手段】 成形材料1を出隅形状に成形し、この成形材料1の出隅の二つの外面1aに対応する二つの成形型2を用いて、各成形型2を成形材料1の各外面1aに対して垂直な方向に移動させてプレスすることによって、成形材料1の各外面1aに凹凸模様3を成形する。この際に、出隅頂部が欠ける形状で成形材料1を出隅形状に成形して、上記二つの成形型2によるプレスを行なう。成形型2で成形材料1を成形する際に、出隅頂部の欠けている部分に成形材料1が押されて埋められるようになり、成形型2の対向する端部間に成形材料1が押し出されることを防ぐことができ、成形型2の端部間にバリが生じることを防止することができる。
(もっと読む)
プレス成形方法
【課題】出隅表面を有する成形体の表面を凹凸状に形成する際、凹凸形状の制約を軽減すると共に成形体表面を損傷することなく脱型でき、且つ成形体表面にバリが発生しないプレス成形方法を提供する。
【解決手段】成形材料1を成形型2によりプレス成形して凹凸形状が形成された出隅表面4を有する成形体3を得るプレス成形方法である。成形型2を出隅表面4のコーナー部4aを成形するためのコーナー型5と、コーナー部4aの両側の平面部4bを成形するための二つの平面型6,6とで構成する。成形型2をコーナー型5と各平面型6,6とを一体とした状態で成形材料1に押圧してプレス成形した後、コーナー型5と各平面型6,6とを分離して脱型する。コーナー型5と平面型6,6からの成形材料1への押圧力が集中が防止されて突き合わせ部分の隙間への成形材料1の侵入が抑制される。平面型6,6の脱型方向は成形体3の出隅方向のみには規制されなくなる。
(もっと読む)
セラミック成形体の製造方法および製造装置
【課題】1回の湿式加圧成形で多数の成形体を同時に得ることができ、成形体の離型が容易なセラミック成形体の製造方法および製造装置を提供する。
【解決手段】成形金型1のキャビティ2内に複数の貫通した成形孔7が形成された分離型6を配置し、セラミック粉末と溶媒とを含むスラリーSをキャビティ2に供給した後、キャビティ内のスラリーSをパンチ3の移動により加圧して分離型6の成形孔7に押し込む。余分の溶媒を分離型の背後の吸引脱水ステージ11から吸引除去して成形孔内に成形体を形成した後、分離型6を成形金型1から取り出し、分離型の成形孔7から成形体Pを分離状態で取り出す。
(もっと読む)
焼結体、スパッタリングターゲット及び成形型並びに焼結体の製造方法
【課題】大型で均質な焼結体を安価に効率良く製造することを可能とし、放電特性や得られる薄膜の特性が良好な大型のスパッタリングターゲットを提供する。
【解決手段】加圧圧縮時には充填した原料粉末に対して実質的に1軸方向からのみ加圧し、加圧終了後の減圧時には成形体に対して等方的に圧力を開放することが可能な構造を有する成形型を用いることにより、成形時のスプリングバックを効率よく解消して、高い成形圧力での冷間静水圧プレスを可能とする。これにより、バインダー等の有機物を含まない原料粉末を用いて、直接、形状精度の良い成形体を作製することができ、大型で均質、かつ、炭素含有量の少ない焼結体を効率よく高い歩留まりで製造することができる。
(もっと読む)
切削インサートの製造の方法及び装置
アンダーカットを有する切削インサート未焼結体の製造方法は、閉じられた上部及び下部ダイに形成されたダイキャビティを用意すること、ダイキャビティの下部を下部ダイに形成されたパンチトンネルに関連付けられた下部パンチで閉じること、ダイキャビティを、所定量の焼結性粉末によって満たすこと、上部ダイに形成されたパンチトンネルを通して上部パンチをダイキャビティに向けて移動させること、上部及び下部のパンチを互いに向けて付勢することによって、焼結性粉末を締固め、それによって未焼結体を形成すること、そして、上部ダイと上部パンチを下部ダイと下部パンチから離して移動させ、それによって未焼結体の除去を可能にすることを含む。アンダーカットを有する切削インサート未焼結体の製造装置は、互いに当接する上部と下部のダイと、それぞれのダイ内を摺動する上部と下部のパンチを含んでいる。 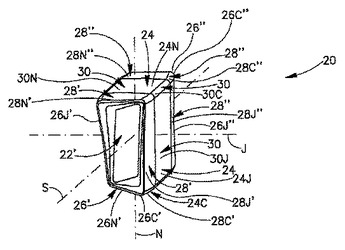 (もっと読む)
(もっと読む)
左右の面戸付き熨斗瓦等の瓦の製造方法
【課題】 従来の摺動式閉塞型のプレス金型で、立ち上がり部を備えた面戸付き熨斗瓦を成形する場合、抜き勾配及び面戸部の仰角と立ち上がり部の垂直性を確保するには、左・右を個別に成形する一枚取りの金型に依存する。立ち上がり部の基材との取り付け側面同志を貼り付け一体化し成形した場合、分割後の取り付け平坦面の形成は経済的に成り立たない。よって、左・右を連接し一工程で成形する製造方法は普及していない。
【構成】 本発明は、衝止開放式のプレス金型を利用して、左・右の立ち上がり部を備えた面戸付き熨斗瓦を、立ち上がり部の上端面で連接一体化した断面視山高帽形状の構成とし、面戸部下端の形状を桟瓦の曲面に整合するに便利な裏面の段付き部・割溝等を高精度で確保する。立ち上がり部の取り付け平坦面・安定台・割溝等を金型内で成型する。脱型後の形態が安定する等の効果がある。
(もっと読む)
無機質硬化体の製造方法
【課題】 優れた外観と強度を有する無機質硬化体を製造する方法を提供する。
【解決手段】 SiO2 −Al2 O3 系無機質粉体、アルカリ金属珪酸塩、及び、水からなる無機質組成物を含む成形材料6、雄型4と雌型3からなる成形型の雌型3に注入し、気体透過性フィルムシート9と格子状物8が積層した状態にし、上記成形材料6の上面に載置し、該成形型の雄型と雌型の間に挟持し、加熱硬化させた後、脱型して該気体透過性フィルムシートと格子状物を離脱させる。
(もっと読む)
21 - 31 / 31
[ Back to top ]