
Fターム[4K031EA03]の内容
溶射又は鋳込みによる被覆 (8,522) | 溶射に係る操作、制御 (844) | 物品の配置、その動かし方、その制御 (150) | 回転 (37)
Fターム[4K031EA03]に分類される特許
1 - 20 / 37
バルブ用金属製弁箱への防食被膜の形成方法および装置
【課題】バルブ用金属製弁箱の外面に防食被膜を溶射により均一かつ能率的に形成することができ、しかも、作業環境が良好で、未付着の溶射材の回収が確実に行える、バルブ用金属製弁箱への防食被膜の形成装置を提供する。
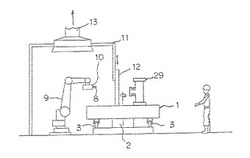
【解決手段】両端部に受口が形成され、中央部に弁棒取付用フランジが形成されているバルブ用金属製弁箱29の外面に、防食被膜を溶射により形成する装置であって、ターンテーブル1と、ターンテーブル1上に、ターンテーブル1の回転方向に沿って間隔をあけて設けられた、それぞれ鉛直軸を中心として回転可能な複数個の弁箱固定手段と、溶射ガン10が取り付けられたロボット9と、開閉扉12を有し、ロボット9とターンテーブル1の一部を、少なくとも1つの前記弁箱固定手段とともに遮蔽する集塵ブース11とからなり、ロボット9は、集塵ブース11内のバルブ用金属製弁箱29の外面に向けて、溶射ガン10から溶射材を溶射する。
(もっと読む)
金属異形管への防食被膜の形成方法

【課題】金属異形管の外面に亜鉛等からなる溶射材を溶射ロボットにより溶射して、金属異形管の外面に、防食被膜を形成するに際して、複数本の同種の金属異形管への防食被膜の形成が容易かつ短時間に行える、金属異形管への防食被膜の形成方法を提供する。
【解決手段】溶射ガンが取り付けられた溶射ロボット9の前記溶射ガンを、金属異形管6に対して鉛直方向に移動させながら、前記溶射ガンから溶射材を金属異形管6の外面に向けて溶射して、一回目の溶射を完了し、この後、金属異形管6を鉛直軸を中心として回転させて、二回目の溶射を行うことを繰り返し行うことによって、金属異形管6の外面に防食被膜を形成するに際して、金属異形管の外面に適正な膜厚または付着量にて前記防食被膜が形成されるまでの作動をプログラムし、前記プログラムが完了したら金属異形管6の1本の溶射時間を積算し、以後、同種の金属異形管6に対して、前記プログラムにしたがって溶射を行う。
(もっと読む)
金属異形管への防食被膜の形成装置
【課題】金属異形管の外面への亜鉛等からなる防食被膜の形成および封孔処理を、優れた作業環境のもとで容易に自動的かつ高能率で、しかも、連続して行うことが可能な、金属異形管への防食被膜の形成装置を提供する。
【解決手段】 金属異形管6の外面に防食被膜を溶射により形成する装置であって、ターンテーブル1と、ターンテーブル1上に、ターンテーブル1の回転方向に沿って間隔をあけて設けられた、それぞれ鉛直軸を中心として回転可能な複数個の金属異形管把持手段と、溶射ガンが取り付けられた溶射ロボット9と、溶射ロボット9とターンテーブル1の一部を、少なくとも1つの前記金属異形管把持手段とともに遮蔽する、搬入用開閉扉12を有する集塵ブース11と、塗装ガンが取り付けられた塗装ロボット13と、塗装ロボット13とターンテーブル1の一部を、少なくとも1つの前記金属異形管把持手段とともに遮蔽する、搬出用開閉扉15を有する塗装ブース14とからなり、集塵ブース11と塗装ブース15とは、移動用開閉扉16を介して連通している。
(もっと読む)
金属異形管への防食被膜の形成装置
【課題】金属異形管の外面に亜鉛等からなる防食被膜を、優れた作業環境の下で容易に自動的かつ高能率で形成することが可能な、金属異形管への防食被膜の形成装置を提供する。
【解決手段】金属異形管6の外面に防食被膜を溶射により形成する装置であって、ターンテーブル1と、ターンテーブル1上に、ターンテーブル1の回転方向に沿って間隔をあけて設けられた、それぞれ鉛直軸を中心として回転可能な複数個の金属異形管把持手段と、溶射ガン10が取り付けられたロボット9と、開閉扉12を有し、ロボット9とターンテーブル1の一部を、少なくとも1つの前記金属異形管把持手段とともに遮蔽する集塵ブース11とからなり、ロボット9は、集塵ブース11内の金属異形管の外面に向けて、溶射ガン10から溶射材を溶射する。
(もっと読む)
基材を動的に位置決めするためのコンポーネント・マニピュレータ、被覆方法、及びコンポーネント・マニピュレータの使用
【課題】溶射プロセスにおいて処理すべき基材を動的に位置決めするためのコンポーネント・マニピュレータの提供。
【解決手段】熱処理プロセスにおいて処理すべき基材2を動的に位置決めするためのコンポーネント・マニピュレータ1。このコンポーネント・マニピュレータ1は、主要回転軸線3を中心として回転可能な主要駆動軸30と、連結要素4と、連結要素4に連結可能な基材ホルダ5とを備える。連結要素4は、セラミック連結要素4であり、基材ホルダ5の連結セグメント51が、プラグ/回転連結部により、プラグ/回転連結部の連結軸Vに対して引き抜き抵抗性を有し回転可能に固定された態様で、連結要素4に連結可能であり、基材ホルダ5は、連結軸Vを中心として回転自在に配置される。本発明は、被覆方法、被覆装置、及びコンポーネント・マニピュレータ1の使用にも関する。
(もっと読む)
異種金属の溶射方法および溶射機
【課題】異種金属を成分の偏りがない状態で鋳鉄管などの管の被溶射物に良好に溶射することができる異種金属の溶射方法および溶射機を提供する。
【解決手段】被溶射物Xである管を、その管軸心Oを中心に回転させながら、互いに種類の異なる異種金属を管の表面に溶射する異種金属の溶射方法であって、異種金属からなる2つの線材A、Bを、溶射機1に個別に設けられた各線材送出部3、4から被溶射物Xの被溶射面に向けて送り出す線材送出動作と、異種金属の溶融箇所に微粒子化用気体を供給する微粒子化用気体供給動作と、溶射形状が楕円となるように形状制御用気体供給部5から気体を供給する形状制御用気体供給動作とを並行して行い、前記線材送出動作において、前記線材A、Bを、これらの線材A、Bの接触箇所で、管軸心Oに対して略直交する方向に並んだ状態で接触させる。
(もっと読む)
溶射システムおよび溶射方法
【課題】遮熱性能と耐久性に優れた熱応力緩和遮熱コーティング被覆を施す溶射システムおよび溶射方法を提供する。
【解決手段】溶射システムは,基体が配置される回転テーブル5と,前記回転テーブル5に配置され,前記基体の第1の部位を加熱する第1の加熱手段と,前記第1の加熱手段によって加熱される基体が配置される回転テーブル5を回転させるモータ2と,前記回転の軸に沿った方向に走査され,かつ前記回転される回転テーブル5上の前記基体の第2の部位をプラズマまたは炎によって加熱する第2の加熱手段と,前記第2の加熱手段により加熱された前記第2の部位に部分安定化ジルコニア層を形成するプラズマ溶射ガン1と,を具備する。
(もっと読む)
遮熱コーティング施工方法及び遮熱コーティング施工装置
【課題】複雑な形状をした静翼に対して、品質が良好な遮熱コーティングができる施工方法を提供する。
【解決手段】ロボット1の先端部には溶射ガン2が取り付けられており、ターンテーブル10上には、翼100が載置されている。ターンテーブル10を時計周り方向に回転させつつ、ロボット1の先端部を反時計周り方向に水平に移動させていく。このとき、溶射ガン2に対向している翼面の曲率変化が小さいとき(対向する翼面が翼腹面、翼背面であるとき)には、ターンテーブル10を規定回転速度で回転させ、溶射ガン2を規定移動速度で移動させる。溶射ガン2に対向している翼面の曲率変化が大きいとき(対向する翼面が翼前縁面であるとき)には、曲率変化が大きくなるにしたがい、ターンテーブル10の回転速度を規定回転速度よりも遅くし、溶射ガン2の移動速度を規定移動速度よりも速くする。
(もっと読む)
歯車の製造方法
【課題】製造作業に手間をかけることなく必要な部分について浸炭処理時に防炭を行うことができる歯車の製造方法を提供する。
【解決手段】一態様は、ギヤ10の浸炭処理を行う熱処理工程を有するギヤ10の製造方法において、熱処理工程前にてギヤ10の歯形部16における歯先曲面18に対し防炭材の粒子14をコールドスプレーガン12で噴射するコールドスプレー法により防炭材の粒子14を歯先曲面18に付与する防炭材付与工程を有する。
(もっと読む)
溶射ガンの制御装置、制御方法および制御プログラム
【課題】ワークの形状に関わらず、被溶射面に対して常に均一な溶射を行うことが可能な溶射ガンの制御装置、制御方法および制御プログラムを提供する。
【解決手段】コントローラ14は、予め入力された円筒部51〜53等の基材の内周面(被溶射面)の形状を認識する。次に、内周面の形状に従って、被溶射面に対して一定の距離を維持するための溶射ガン10の移動軌跡を示すティーチング座標を作成する。次に、作成された円弧状のティーチング座標における3点を設定し、この3点の真ん中の点における円弧に対する接線に対する垂直方向を溶射方向として設定する。次に、溶射ガン10全体をティーチング座標に沿って公転移動させながら、アーク発生点35を中心としてガス噴射ノズル35を回転(自転)移動させる。
(もっと読む)
溶射膜及びその製造方法
【課題】ハロゲン系腐食性ガス及びこれらのプラズマに対する耐食性と導電性とを兼ね備えた溶射膜及びその製造方法を提供する。
【解決手段】本発明の溶射膜は、酸化イットリウムと、導電性物質とを含有し、この導電性物質の含有率は4.0体積%以上かつ12.0体積%以下であり、この導電性物質は、イットリウム、ケイ素、アルミニウムの群から選択された1種または2種以上であり、粒界に偏析して網目状構造を形成している。
(もっと読む)
溶射ガン
【課題】供給される金属性ワイヤ等のねじれを生じさせることなく、均一な溶射を行うことが可能な溶射ガンを提供する。
【解決手段】円筒部51の内径部51aに対して溶射被膜L1を形成する場合、円筒部51の内周面側に溶射ガン10の先端部分を差し込む。この状態で、サーボモータMを駆動してガン本体部20を中心にガス導管34を回転させながら、ガン本体部20において、電圧が印加された2本のワイヤW1,W2をアーク発生点P1において接触させてアークを発生させる。
(もっと読む)
溶射皮膜形成装置及びワイヤへの給電方法
【課題】溶射の進行に合わせて送給されるワイヤに対するコンタクトチップの安定した接触状態を維持して通電状態を安定化すると共に電極寿命を延ばす。
【解決手段】溶射ガン2の中央にワイヤ3を溶射の進行に合わせて送給し、一対の電極間にプラズマを発生させ、そのプラズマによりガス噴出孔14から噴射されるガスを燃焼させて前記ワイヤ3を溶融し、ガス噴出孔14の周りに形成したエアー噴出孔18から噴射されるアトマイズエアーで溶融金属を溶射フレームとして被溶射物に向けて噴射して溶射皮膜を形成する溶射皮膜形成装置。この溶射皮膜形成装置では、エアー供給路19から分岐してワイヤ3の送給方向と直交する方向に形成された分岐流路20の中にコンタクトチップ15をスライド自在に設け、この分岐流路20へと吹き込まれるアトマイズエアーの圧力でコンタクトチップ15をワイヤ3に押圧付勢させる。
(もっと読む)
溶射装置及び溶射方法
【課題】マスキング部材の内面に付着した溶射用材料を容易に除去できるようにする。
【解決手段】シリンダブロック1の上端にマスキング装置9をセットした状態で、溶射ガン5から溶射用材料を吐出してシリンダボア3の内面4に溶射皮膜を形成する。マスキング装置9は、長円筒形状のガイド部材37の内面39に、黄銅製の薄板からなるベルト体41を接触させた状態で回転移動可能に支持させ、ガイド部材37の上部に設けたモータ59の駆動力を、スプロケット61を介してベルト体41に伝達する。ベルト体41を回転移動させた状態で、溶射ガン5により溶射皮膜を形成する際に、シリンダボア3の外部に飛散する溶射用材料は、ベルト体41に付着して捕捉される。この捕捉した溶射用材料は、ベルト体41の回転移動によってその内面43に摺接するスクレーパ73によって除去し、下部の溶射用材料回収ボックス79に落下する。
(もっと読む)
HVOF溶射コーティング層の形成方法及びタービン部材保持装置
【課題】タービン部材にHVOF溶射法を用いてコーティング層を形成する場合に充分な密着性を確保可能なアンダーコーティング層の形成又は耐食コーティング層を容易かつ効率的に形成することができるHVOF溶射コーティング層の形成方法及びタービン部材保持装置を提供する。
【解決手段】翼根2を有するタービン部材1にHVOF溶射法によりコーティング層を形成するためのタービン部材保持装置10であって、前記タービン部材1を保持する保持手段22を有する基台20と、前記基台20との相対的位置で接続可能なターンテーブル11とを備え、前記保持手段22は、前記タービン部材1の一方の側面を支持する第1の支持部材23と、他方の側面を支持する第2の支持部材26と、前記タービン部材1を前記翼根2の挿入方向の所定位置で保持する第3の支持部材29とを備える。
(もっと読む)
溶射皮膜形成装置及び溶射皮膜形成方法
【課題】ブロック支持台が一方もしくは他方の端部まで回転したときに、ブロック支持台の貫通孔が基台の縁部より外側に位置して外部に露出するのを回避し、排気効率の低下を大型の排気装置を用いることなく抑制する。
【解決手段】V型エンジンのシリンダブロック1における第1(2)バンク7(9)のシリンダボア3a(3b)を溶射するときに、シリンダブロック1とともに回転可能なブロック支持台17のブロック支持台連通孔17c及び基台19の基台連通孔19bを通してシリンダボア3a(3b)内の空気を排気装置37によって外部に排気する。この際、ブロック支持台連通孔17cの基台19から突出する開放部25をスライドシャッタ27により閉塞する。スライドシャッタ27はブロック支持台17の回転に伴って移動する。
(もっと読む)
耐磨耗性内周面を有する部材の製造方法
【課題】
付加工程の負担を低減した耐磨耗性内周面を有する部材の製造方法を提供する。
【解決手段】
耐磨耗性内周面を有する部材の製造方法は、円柱状外周面を有する犠牲部材の外周面上に耐磨耗性硬化層を形成し、耐磨耗性硬化層の外径に対応する内径の円筒状基材の内径部に耐磨耗性硬化層を形成した犠牲部材を嵌め込んで、複合部材を形成し、複合部材を加熱し、耐磨耗性硬化層中に少なくとも部分的液相を生じさせ、基材の内径部と耐磨耗性硬化層の間で構成元素の拡散を生じさせ、犠牲部材を除去する。
(もっと読む)
精密スプレー成形・積層転圧修繕及び製造装置
精密スプレー成形・積層転圧修繕及び製造装置は、スプレーユニット(100)と積層転圧修繕及び製造ユニット(200)とを備える。前記スプレーユニット(100)は金属液の供給に用いる金属液溶解調製又は供給手段(5)と、前記金属液溶解調製又は供給手段(5)の下流に位置する不活性ガス霧化スプレー手段(8)とを備える。前記積層転圧修繕及び製造ユニット(200)は、被覆待ち加工物(1)の周囲に位置するとともに前記被覆待ち加工物(1)の表面を予熱する加熱手段(3)と、前記金属被覆層(10)側に位置するとともに前記金属被覆層(10)に対して積層転圧を行う積層転圧手段(11)と、前記被覆待ち加工物(1)を収容する移動機械操作手段(4)と、前記積層転圧手段に接続される金属被覆層厚さ検出制御機構(12)とを備える。 (もっと読む)
鋳包み用鋳鉄部材並びにその製造方法及び鋳包み用シリンダライナ
【課題】鋳鉄製の内燃機関のシリンダライナ等を、アルミニウム合金等で鋳包む際の、相互の界面での密着性をより安定させ、且つ、従来と比してより製造コストの低い製品の提供を目的とする。
【解決手段】上記課題を達成するため、粗化した外周壁面を備える円筒形状の鋳包み用鋳鉄部材であって、当該外周壁面は、周方向に高速回転する円筒形状の鋳鉄部材の当該外周壁面に、溶融金属の溶滴を衝突させ瞬間凝固した溶滴スプラッシュを付着させて形成した複数の突起部で粗化した溶射被膜を備えることを特徴とする鋳包み用の鋳鉄部材を採用する。そして、その前記突起部は、針状、海綿形状、板状形状の溶滴スプラッシュ形状を含んで構成されたものである。
(もっと読む)
耐摩耗材被覆方法および装置
【課題】ワークの被処理面に付着させる耐摩耗材の歩留まりを高める。
【解決手段】エンジンバルブ1のシート面7に対し、耐摩耗材スプレーノズル9の噴射方向がほぼ垂直となるように、複数のエンジンバルブ1を互い違いに傾斜させた状態で1列に配置する。この1列に配置した複数のエンジンバルブ1に対し、エンジンバルブ1をその軸心を中心として回転させた状態で、耐摩耗材スプレーノズル9を直線的に相対移動させつつ、耐摩耗材11を連続噴射して各シート面7に皮膜を形成する。
(もっと読む)
1 - 20 / 37
[ Back to top ]