
Fターム[4K031FA01]の内容
溶射又は鋳込みによる被覆 (8,522) | 後処理 (385) | 熱処理 (121)
Fターム[4K031FA01]の下位に属するFターム
被膜の溶融温度以上での (28)
Fターム[4K031FA01]に分類される特許
1 - 20 / 93
シリンダブロックの製造方法及びシリンダブロック
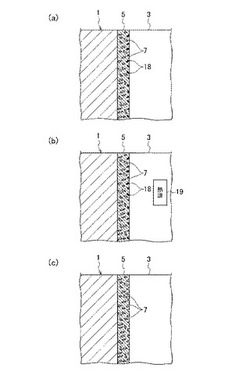
【課題】リークテストで不合格となった溶射皮膜を備えるシリンダブロックであっても、含浸処理を行えるようにする。
【解決手段】シリンダブロック1のシリンダボア3の内面に形成してある溶射皮膜5内には、潤滑油溜まりとして機能する気孔7が形成されている。気孔7が形成されている状態で、シリンダブロック1に対し、冷却水経路や潤滑油経路の液体漏れチェックとしてリークテストを実施し、リークテストが不合格となったら、液体漏れの要因となる欠陥孔に対し含浸処理を実施して樹脂で塞ぐ。このとき、含浸処理で使用する樹脂が気孔7に入り込むが、この気孔7に入り込んだ浸透樹脂18は、熱源19により加熱して溶融させ除去する。
(もっと読む)
耐食性や耐プラズマエロージョン性に優れるサーメット溶射皮膜被覆部材およびその製造方法

【課題】比重の異なる酸化物系セラミックと重金属の粉末を物理的に混合した状態でサーメット溶射皮膜を形成すると、セラミックと重金属の両粉末は、不均等な状態で皮膜中に分布するため、サーメット溶射皮膜としての機能を十分発揮することができない。
【解決手段】酸化物系セラミック粒子の表面に、無電解めっき法によってNiまたはNi−P、Ni−B合金膜を0.3〜5μmの厚さで被覆形成した非混合形サーメット溶射用粉末材料を用いて溶射することによって、セラミックと金属とが分離することの溶射皮膜を形成するとともに、その溶射皮膜の表面を高エネルギーを照射して、皮膜表面を再溶融・再結晶化させることにより、一段と高度な緻密性、平滑性、耐食性、耐摩耗性、耐プラズマエロージョン性を有するサーメット溶射皮膜を得る。
(もっと読む)
シュラウドのコンタクト面の形成方法、シュラウドを有するタービン動翼、及びガスタービン
【課題】タービン動翼本体の先端に設けられているシュラウドの表面のうち、隣接するシュラウド相互のコンタクト面の耐磨耗性及び耐酸化性を高める。
【解決手段】シュラウドの母材の表面にコーティング材を溶射して皮膜を形成し、皮膜に対して拡散熱処理を施し、拡散熱処理が施された皮膜の表面を研磨して、コンタクト面を形成する。コーティング材は、32.5wt%のMoと、15.5wt%のCrと、3.4wt%以下のSiとを含有し、1.5wt%以下のCoと、1.5wt%以下のFeと、0.08wt%以下のCとを含有することを許容し、残部がNi及び不可避的不純物である。
(もっと読む)
酸化物分散強化皮膜の形成方法
【課題】耐環境保護性を損なわずに耐エロージョン性をもたらす酸化物分散強化皮膜を形成する方法を提供すること。
【解決手段】金属基材(304)上に酸化物分散強化皮膜を形成する方法(100)が開示される。本方法は一般に、MCrAlY合金粒子を粉砕して、酸素富化粉体にして該粉体に含まれるMCrAlY合金粒子の約25体積%以上が約5μm未満の粒径を有する酸素富化粉体を形成するステップを含む。さらに、本方法は、酸素富化粉体を金属基材(304)に施工して皮膜を形成するステップと、酸素富化粉体を加熱して皮膜内に酸化物分散質を析出させるステップとを含む。
(もっと読む)
溶射皮膜被覆高温用途用部材およびその製造方法
【課題】高温用途用部材表面に被覆形成する耐熱性、耐摩耗性、潤滑性、剥離性に優れた溶射皮膜被覆高温用途用部材を提案する。
【解決手段】高温に曝される基材の表面に直接、Wの含有量が0.5〜10mass%であるNi−W系耐熱合金の溶射皮膜を被覆してなる高温用途用部材、およびその部材を製造する方法。
(もっと読む)
溶融金属めっき浴中ロール及び溶融金属めっき浴中ロールの製造方法
【課題】ロール周面の溝底の表面粗度の評価指標として適切な指標を用いることで、溝底に対する異物の付着を低減する方法を提供する。
【解決手段】ロール周面に複数の溝10が形成され、前記溝10の底部12の表面粗度の評価指標として、従来一般的なRaやRzではなく、粗さ曲線のスキューネスRskを用いる。Rskは、溝底12の粗さの評価指標として適切であり、Rskで0未満である溶融金属めっき浴中ロールとすることにより、溝底12に対する異物の付着を低減できる。
(もっと読む)
遮熱コーティングの部分補修方法
【課題】耐剥離性の高い補修皮膜を形成する遮熱コーティングの部分補修方法を提供することを目的とする。
【解決手段】遮熱コーティングの部分補修方法は、耐熱合金基材1上に金属結合層2と、ジルコニアを主とするセラミックス層3とが順に形成された部材の前記セラミックス層3の損傷部に、ジルコニアを主とする溶射材を溶射して補修皮膜9を形成する補修皮膜形成工程と、補修皮膜9の周辺のレーザビームの通路となり得る前記セラミックス層3の表面を、レーザ反射能を有する反射材で被覆した後、補修皮膜9の表面にレーザビームを所定条件で照射し、補修皮膜9に縦割れ11を形成する縦割れ形成工程と、を備える。
(もっと読む)
遮熱コーティングの補修方法
【課題】ペースト材を用いた場合であっても、遮熱性及び熱サイクル耐久性に優れた補修皮膜を形成する遮熱コーティングの補修方法を提供することを目的とする。
【解決手段】遮熱コーティングの補修方法は、耐熱合金基材上に金属結合層とセラミックス層3とが順に形成された部材の前記セラミックス層3の損傷部分に、バインダー材とセラミックスと所定温度以下の加熱により分解され気化する樹脂とを含むペースト材を塗布し、前記所定温度で熱処理して補修皮膜6を形成する。
(もっと読む)
スクリューの製造方法およびスクリュー
【課題】構成部材の摩耗や当接による消耗を有意に抑制することが可能なスクリューの製造方法。
【解決手段】(i)重量比で、5〜9%のB(ホウ素)、9〜11%のCr(クロム)、4〜5%のSi(ケイ素)、およびNi(ニッケル)を含む第1の粉末を準備する工程と、(ii)金属元素Mを含む第2の粉末を準備する工程であって、第2の粉末は、W(タングステン)および/またはMo(モリブデン)である、工程と、(iii)前記第1および第2の粉末を混合して、溶射粉末を得る工程であって、前記第2の粉末は、前記第1の粉末に対して、M:B(ホウ素)がモル比で、0.75:1〜1:1となるように混合される、工程と、(iv)構成部材の表面に溶射膜を形成する工程と、(v)前記溶射膜を熱処理して、ホウ化物Ni(MxBy)を形成する工程と、を有することを特徴とするスクリューの製造方法。
(もっと読む)
溶射合金、および部材上に合金溶射膜を設置する方法
【課題】本発明では、良好な耐摩耗性を有するとともに、さらに良好なじん性を有する溶射合金を提供することを目的とする。
【解決手段】Ni(ニッケル)−B(ホウ素)系合金と、金属元素Mとを有する溶射合金であって、前記Ni−B系合金は、重量比で、5〜7%のB(ホウ素)、9〜11%のCr(クロム)、および4〜5%のSi(ケイ素)を含み、前記金属元素Mは、M:B(ホウ素)がモル比で、0.75:1〜1:1となるように含まれ、前記金属元素Mは、W(タングステン)および/またはMo(モリブデン)であることを特徴とする溶射合金。
(もっと読む)
真空成膜装置用部品の製造方法
【課題】真空成膜装置で内部応力が大きい薄膜を成膜する際に、成膜工程中に付着する成膜材料の剥離を安定かつ有効に防止し、装置クリーニングや部品の交換などに伴う生産性の低下や成膜コストの増加を抑える。
【解決手段】Ti、Zr、Hf、Nb、Ta、W、Ru、Pd、Ir、Pt、Ag、AuおよびInから選ばれる金属元素の単体、もしくは前記金属元素を含む合金または化合物の薄膜を成膜する真空成膜装置の構成部品の製造方法であって、部品本体の表面にCuの含有比率が65〜95質量%の範囲のCu−Al合金からなるCu−Al合金膜を形成する工程と、前記Cu−Al合金膜に1.33×10−3Pa以下の真空雰囲気中で300〜800℃の温度でアニール処理を行う工程とを有する。
(もっと読む)
純Al被覆鋼板およびその製造法
【課題】平滑性および外観均一性が高い純Al表面を有し、かつ表層部の密着性が良好である比較的低コストな高強度複合金属材料を提供する。
【解決手段】鋼板を芯材に持ち、少なくとも片側表面がAl溶射後に圧延により平滑化されたAl溶射層で構成されるAl被覆鋼板であって、曲げ半径5mmの90°曲げ試験にてAl溶射層の剥離が生じない密着性を有し、Raが0.5μm以下かつRyが10μm以下の平滑表面を有し、前記平滑化されたAl溶射層表層部のAl純度が99.0%以上である純Al被覆鋼板。Al溶射は、溶融Alめっき鋼板のAlめっき層の表面上に行うことが好ましい。
(もっと読む)
金属基材の絶縁被膜方法、絶縁被膜金属基材、および、これを用いた半導体製造装置
【課題】耐熱性に優れ、かつ、表面の気孔数が少ない絶縁被膜を得る。
【解決手段】金属基材の絶縁被膜方法は、溶射工程(S1)、含浸工程(S2)およびビーム照射工程(S3)を有する。溶射工程(S1)では、金属基材の表面に第1の金属酸化物を溶射して第1の絶縁被膜を形成する。含浸工程(S2)では、金属酸化物、金属酸化物の水和物または金属水酸化物を分散質としたゾルを第1の絶縁被膜の表面に形成された気孔に含浸させる。ビーム照射工程(S3)では、含浸工程(S2)後に、第1の絶縁被膜およびゾルに高エネルギービームを照射して第2の金属酸化物からなる第2の絶縁被膜を形成する。
(もっと読む)
少なくとも1つのプラットフォームを有しているタービンブレード又はタービン羽根を再仕上げするための方法
真空成膜装置用部品の製造方法
【課題】真空成膜装置で内部応力が大きい薄膜を成膜する際に、成膜工程中に付着する成膜材料の剥離を安定かつ有効に防止し、装置クリーニングや部品の交換などに伴う生産性の低下や成膜コストの増加を抑える。
【解決手段】Ti、Zr、Hf、Nb、Ta、W、Ru、Pd、Ir、Pt、Ag、AuおよびInから選ばれる金属元素の単体、もしくは前記金属元素を含む合金または化合物の薄膜を成膜する真空成膜装置の構成部品1を製造する方法であって、部品本体2の表面に膜厚が300μm以上のCu溶射膜3を形成する工程と、表面に前記Cu溶射膜3が形成された部品を、真空雰囲気中で加熱するアニーリング工程と、前記アニーリング工程後、水素雰囲気中にて前記加熱温度より低い温度で前記部品を還元する還元処理工程とを具備する。
(もっと読む)
歯車の製造方法
【課題】製造作業に手間をかけることなく必要な部分について浸炭処理時に防炭を行うことができる歯車の製造方法を提供する。
【解決手段】一態様は、ギヤ10の浸炭処理を行う熱処理工程を有するギヤ10の製造方法において、熱処理工程前にてギヤ10の歯形部16における歯先曲面18に対し防炭材の粒子14をコールドスプレーガン12で噴射するコールドスプレー法により防炭材の粒子14を歯先曲面18に付与する防炭材付与工程を有する。
(もっと読む)
耐摩耗性及び耐高温腐食性に優れた肉盛溶射用粉末合金
【目的】高い硬度と優れた高温耐食性の双方を兼ね備えることにより耐摩耗性及び耐高温腐食性に対して優れた特性を有し、短時間で時効処理が可能な溶射用粉末合金を提供すること。
【解決手段】質量%で、Cr:32%〜50%、Al:0.5%〜10%、Fe:0.1%〜20%を含み、残部Niおよび不可避的不純物からなる溶射用粉末合金。必要に応じてさらに、質量%で、Si:0.5%〜5%、B:0.001%〜0.01%、C:0.01%〜0.1%、Cu:0.1%〜5%、Ti、Nb、Ta、Vの1種又は2種以上をTi:0.1%以下、Nb:0.1%以下、Ta:0.1%以下、V:0.1%以下で、且つ、Ti+Nb+Ta+V:0.1%以下の範囲で添加してもよい。
(もっと読む)
アモルファス皮膜付き金属材およびアモルファス皮膜形成方法
【課題】 金属基材とアモルファス金属皮膜との間の密着度が低い等の課題を解決し、実際の産業用機器・設備において安定して使用できる皮膜付き金属等を提供する。
【解決手段】 金属基材の表面に下地材を介してアモルファス金属皮膜を形成した金属材について、a)上記基材の上に、当該基材と上記下地材とが溶融し合ってできた層をはさんで下地材の層を形成し、b)当該下地材の層の上に、当該下地材と上記アモルファス金属の成分の金属(アモルファスでない一般金属)とが溶融し合ってできた第一中間層、および上記アモルファス金属の成分の金属(アモルファスでない一般金属)と上記アモルファス金属とが溶融し合ってできた第二中間層をはさんで、アモルファス金属皮膜の層を形成する。
(もっと読む)
補修方法
【課題】TBCの熱耐久性を維持させながら部分的に補修する方法を提供する。
【解決手段】母材1上にアンダーコート層2と、トップコート層3とが順に形成された部材のトップコート層3の損傷部4を、加圧により水を噴射させてトップコート層3の損傷部4を除去する工程と、加圧により水を噴射させて前記トップコート層3が除去されたアンダーコート層2を除去する工程と、アンダーコート層2が除去された母材1上に、アンダーリコート層6を形成する工程と、形成されたアンダーリコート層6の上に、トップリコート層7を形成する工程と、によって補修する補修方法。
(もっと読む)
半導体モジュールおよびその製造方法ならびに電気機器
【課題】絶縁性と放熱性を高めた半導体モジュールのパッケージを低コストで実現する。
【解決手段】酸化アルミニウムの粉末を溶射して、金属基材1の第1面1Aに絶縁層7を形成する。この絶縁層7は熱処理によって熱伝導率が高められているか、六方晶系の結晶構造を有する。金属基材の第2面1Bには、直接的または間接的に接するように、半導体回路素子2が搭載される。
(もっと読む)
1 - 20 / 93
[ Back to top ]