
Fターム[4K033MA01]の内容
電磁鋼板の製造 (7,545) | 方向性鋼板の2次再結晶焼鈍 (375) | 焼鈍時間 (99)
Fターム[4K033MA01]に分類される特許
21 - 40 / 99
方向性電磁鋼板の製造方法
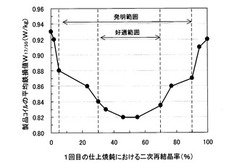
【課題】仕上焼鈍後の二次再結晶粒内のβ角の変動を抑え、コイル全長にわたってβ角を適正範囲に制御することによって、製品コイル全ての位置で磁気特性に優れる方向性電磁鋼板の有利な製造方法を提案する。
【解決手段】冷間圧延した電磁鋼板素材を一次再結晶焼鈍し、その後、コイル状態で二次再結晶させる仕上焼鈍を施して方向性電磁鋼板を製造する方法において、上記仕上焼鈍を、鋼板の曲率半径を変化させるあるいはさらに鋼板の曲率の符号を逆転させるコイルの巻き直し工程を挟んで2回以上に分けて行い、1回目の仕上焼鈍における二次再結晶率を面積率で5〜90%とする方向性電磁鋼板の製造方法。
(もっと読む)
方向性電磁鋼板

【課題】磁区細分化用の溝を形成した方向性電磁鋼板であって、局所的な絶縁コーティングの被膜剥離を低く抑えることができ、優れた耐食性および絶縁性を有する方向性電磁鋼板を提供する。
【解決手段】線状溝の底面部における絶縁コーティングの膜厚をa1(μm)、線状溝部以外の鋼板表面の絶縁コーティング膜厚をa2(μm)とするとき、これらa1およびa2が、以下の式(1)および(2)の関係を満足するように制御する。
0.3μm≦a2≦3.5μm ・・・(1)
a1/a2≦2.5 ・・・(2)
(もっと読む)
方向性電磁鋼板
【課題】磁区細分化用の溝を形成した方向性電磁鋼板であって、実機トランスに組上げた際の鉄損を低く抑えることのできる、優れた実機鉄損特性を有する方向性電磁鋼板を提供する。
【解決手段】線状溝の底面部における絶縁コーティングの膜厚a1(μm)と、線状溝部以外の鋼板表面の絶縁コーティング膜厚a2(μm)と、線状溝の深さa3(μm)とが、以下の式(1)および(2)を満足するように制御する。
0.3μm≦a2≦3.5μm ・・・(1)
a2+a3−a1≦15μm ・・・(2)
(もっと読む)
方向性電磁鋼板の製造方法
【課題】鉄損特性に優れる方向性電磁鋼板を有利に製造する方法を提案する。
【解決手段】質量%で、C:0.02〜0.12%、Si:2.0〜4.0%、Mn:0.02〜0.20%、sol.Al:0.01〜0.05%、N:0.004〜0.012%、Sb:0.01〜0.20s%、Cu:0.005〜0.20%、Sおよび/またはSeを0.010〜0.040%含有する鋼スラブを用いて方向性電磁鋼板を製造するに際し、MgO100質量部に対してSnO2を1〜10質量部、B化合物をB換算で0.001〜1質量部含有し、かつSnO2とB化合物とが、[B化合物(B換算質量部)]>0.034×10−0.119×[SnO2(質量部)]の関係を満たす焼鈍分離剤を用い、昇温過程の700〜860℃で10〜200時間保持し、H2含有雰囲気下で900〜1050℃を2〜50℃/hrで加熱する最終仕上焼鈍を施す。
(もっと読む)
方向性電磁鋼板およびその製造方法
【課題】鉄損劣化要因を排除した磁区細分化処理が施された、低鉄損の方向性電磁鋼板を提供する。
【解決手段】鋼板表面にフォルステライト被膜を有し、該被膜中および該被膜と鋼板との界面のいずれか少なくとも一方に、Seの濃化部を有し、該濃化部の存在割合が面積率で鋼板表面10000μm2当たり2%以上である方向性電磁鋼板に、電子ビーム照射による磁区細分化処理を施す。
(もっと読む)
方向性電磁鋼板およびその製造方法
【課題】実機トランスに組上げた場合に、優れた低騒音性を発現する電子ビーム照射による磁区細分化処理を行った方向性電磁鋼板を提供する。
【解決手段】鋼板の歪導入側のフォルステライト被膜の膜厚Waと歪非導入側のフォルステライト被膜の膜厚Wbの比(Wa/Wb)が0.5以上で、かつ歪導入側の鋼板面における磁区不連続部の平均幅が150〜300μm、歪非導入側の鋼板面における磁区不連続部の平均幅が250〜500μmとする。
(もっと読む)
方向性電磁鋼板
【課題】磁区細分化用の溝を形成した素材を実機トランスに組上げた場合の、騒音を低く抑えることができる、優れた騒音特性を有する方向性電磁鋼板を提供する。
【解決手段】鋼板表裏面のいずれか片面に磁区細分化を司る溝を有し、該鋼板の表裏面にフォルステライト被膜および張力コーティングをそなえる方向性電磁鋼板につき、前記溝を有する面における張力コーティングの付着量をA(g/m2)および、前記溝のない面における張力コーティングの付着量をB(g/m2)とするとき、これらの付着量AおよびBを所定の範囲に規制する。
(もっと読む)
方向性電磁鋼板およびその製造方法
【課題】磁区細分化用の線状溝を形成した素材の鉄損をさらに低減し、かつ実機トランスに組上げた場合に、優れた低鉄損特性を得ることができる方向性電磁鋼板を提供する。
【解決手段】鋼板の板厚が0.30mm以下で、線状溝の圧延方向での間隔が2〜10mmの範囲で、線状溝の深さが10μm以上で、線状溝の底部におけるフォルステライト被膜厚みが0.3μm以上で、フォルステライト被膜およ該張力コーティングにより、鋼板に付与する合計張力が、圧延方向で10.0MPa以上で、かつ圧延方向に、1.7T,50Hzの交番磁界をかけたときの、鉄損W17/50中の渦電流損の占める割合を65%以下とする。
(もっと読む)
方向性電磁鋼板およびその製造方法
【課題】実機トランスに組上げた場合に、優れた低騒音性および低鉄損特性を発現するレ
ーザー照射または電子ビーム照射による磁区細分化処理を行った方向性電磁鋼板を提供す
る。
【解決手段】フォルステライト被膜および張力コーティングにより、鋼板に付与する合計
張力が、圧延方向で10.0MPa以上、圧延方向に対して直角方向で5.0MPa以上で、かつこれ
らの合計張力が、次式の関係を満足する。
1.0 ≦ A/B ≦ 5.0
A: 圧延方向のフォルステライト被膜および張力コーティングによる合計張力
B: 圧延方向に対して直角方向のフォルステライト被膜および張力コーティングに
よる合計張力
(もっと読む)
方向性電磁鋼板およびその製造方法
【課題】実機トランスに組上げた場合に、優れた低騒音性および低鉄損特性を発現するレーザー照射による磁区細分化処理を行った方向性電磁鋼板を提供する。
【解決手段】方向性電磁鋼板の表面に形成するフォルステライト被膜について、1〜20mass%のTiと、0.02〜0.4mass%のBを含有させ、かつこれらの被膜中Nに対する質量比(Ti+B)/Nの範囲を0.7〜1.3とする。
(もっと読む)
低鉄損一方向性電磁鋼板の製造方法
【課題】磁気特性の優れた一方向性電磁鋼板の製造方法を提供する。
【解決手段】析出物を完全固溶させるべく成分調整し、かつ、スラブを1350℃以下の温度で加熱し、脱炭焼鈍工程で窒化してインヒビターを形成する一方向性電磁鋼板の製造方法において、熱間圧延における仕上圧延時、及び、コイル巻取りまでの板温も低く抑えることで、再結晶及び粒成長を抑制し、引き続き、熱延板焼鈍を施す際に、急速加熱することにより、効果的に再結晶の微細化を図る。これにより、冷延後の一次再結晶集合組織において、素材粒界近傍から発生する{111}<112>方位が増え、その結果、{110}<001>方位二次再結晶の集積度が上がり、磁気特性の優れた一方向性電磁鋼板を製造できる。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】放電痕の制御性を大幅に向上させた移行型のプラズマアークを用いて磁区細分化処理することにより、鉄損低減効果を大幅に向上させた低鉄損方向性電磁鋼板の製造方法を提案する。
【解決手段】Siを1.5〜7.0mass%含有する二次再結晶焼鈍後の鋼板表面に絶縁被膜を被成した後、移行型プラズマアークを用いて磁区細分化処理を施す方向性電磁鋼板の製造方法において、上記磁区細分化処理を、プラズマトーチ先端から噴出するプラズマガスの周囲を包囲するよう希釈ガスを噴出させるとともに、プラズマガスの流量Gpに対する希釈ガスの流量Gsの比Gs/Gpを0.15〜12の範囲に制御して行うことにより低鉄損の方向性電磁鋼板を得る。
(もっと読む)
方向性電磁鋼板用焼鈍分離剤
【課題】被膜反応性が高く、その結果、被膜外観均一性に優れたフォルステライト被膜を安価に得ることができる方向性電磁鋼板用焼鈍分離剤を提案する。
【解決手段】Bを0.05〜0.20質量%含有するマグネシアを主体とし、かかるマグネシア:100質量部当たり、リン酸塩をP換算で0.1〜1.0質量部配合する。
(もっと読む)
著しく鉄損が低い方向性電磁鋼板の製造方法
【課題】著しく鉄損の低い方向性電磁鋼板を、工業的規模にて、安定的に製造する方法を提供する。
【解決手段】質量%で、C:0.02〜0.10%、Si:2.5〜4.5%、Mn:0.01〜0.15%、S:0.001〜0.050%、酸可溶性Al:0.01〜0.05%、N:0.002〜0.015%、Te:0.0005〜0.10%を含有し、残部Feおよび不可避的不純物からなるスラブを、1280℃以上に加熱し、熱間圧延を施した後、熱延板焼鈍を施し、一回の冷間圧延もしくは中間焼鈍を挟む二回以上の冷間圧延を施して冷延鋼板とした後、脱炭焼鈍を施し、鋼板表面にMgOを主成分とする焼鈍分離剤を塗布してから仕上焼鈍を施す一連の工程からなる方向性電磁鋼板の製造方法において、脱炭焼鈍中もしくは脱炭焼鈍に先立つ昇温過程と脱炭焼鈍の間に溝付与する、あるいは脱炭焼鈍後に溝付与した後に再結晶焼鈍する。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】連続焼鈍炉を用いた比較的低温・短時間の仕上焼鈍で、安定的に二次再結晶を起こさせることが可能な方向性電磁鋼板の有利な製造方法を提案する。
【解決手段】C:0.12mass%以下、Si:2.0〜4.5mass%、Mn:0.005〜0.3mass%、Al:0.005〜0.012mass%、N:0.0030〜0.010mass%、残部がFeおよび不可避的不純物からなる成分組成の鋼スラブを熱間圧延し、中間焼鈍を挟む2回以上の冷間圧延で冷延板とし、その後、連続焼鈍炉で1回以上の仕上焼鈍を施す方向性電磁鋼板の製造方法において、上記中間焼鈍を750〜950℃の温度で行い、冷間圧延における最終冷間圧延の圧下率を30〜80%の範囲とし、連続焼鈍で二次再結晶させることを特徴とする方向性電磁鋼板の製造方法。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】粒径分布が適切に調整された焼鈍分離剤を用いることによって、優れたグラス被膜特性と磁気特性を備える方向性電磁鋼板の製造方法を提供する。
【解決手段】一次再結晶焼鈍後、MgOを主成分とする焼鈍分離剤を塗布し、仕上焼鈍を行う方向性電磁鋼板の製造方法において、粒径1μm以下が15〜30重量%、粒径10μm以上が2重量%以上である粒径分布を有し、さらに、CAA40%値が100秒以上、比表面積が5〜30m2/g、Ig−lossが0.7〜2.0重量%である焼鈍分離剤をスラリー状にして鋼板表面に塗布し、仕上焼鈍を行う。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】インヒビターを含まない鋼スラブにNbを添加して、磁気特性、特に鉄損特性を向上させる方法を提供する。
【解決手段】鋼スラブの成分として、Nb:0.001〜0.015質量%を含有し、Al:100質量ppm以下、N、SおよびSeをそれぞれ50質量ppm以下に低減し、最終冷間圧延の前に施す焼鈍の焼鈍温度を900℃以上とし、ついで、900℃から600℃までの冷却速度を平均で1℃/s以上として、最終冷間圧延における圧下率を80%以上とし、
再結晶焼鈍における焼鈍温度が900℃以下で、かつ鋼板が800℃以上の温度に保持される時間を600秒以内とする。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】コイル全長にわたって磁気特性に優れる方向性電磁鋼板を得ることができる有利な製造方法を提案する。
【解決手段】mass%で、C:0.01〜0.10%、Si:2.5〜4.5%、Mn:0.02〜0.12%、Al:0.005〜0.10%、N:0.004〜0.015%を含有し、さらにSe:0.005〜0.06%およびS:0.005〜0.06%のうちから選ばれる1種または2種を含有する方向性電磁鋼板を製造する方法において、熱間圧延における仕上圧延終了後の冷却時におけるコイル全長の鋼板温度が、T(t)<FDT−(FDT−700)×t/6(ここで、T(t):鋼板温度(℃)、FDT:仕上圧延終了温度(℃)、t:仕上圧延終了からの経過時間(秒))を満たし、かつ、コイル先端側10%長さ部分について、熱間圧延終了から3秒後の鋼板温度が650℃以上となるよう制御する。
(もっと読む)
方向性電磁鋼板の製造における鋼板の窒化方法
【課題】Alを含有する窒化型の方向性電磁鋼板の生産において二次再結晶性を確保し、窒化装置の設備投資低減およびメンテマンスを容易にすべくアンモニア導入方法を規定する。
【解決手段】窒化処理における鋼板の一方の面及び他方の面における表面から20%厚み部分の窒素含有量(質量%)をそれぞれσN1、σN2としたとき、σN1及びσN2を下記の式(1)を満たす範囲内とする。
D=|σN1−σN2|/tN ≦ 0.40 ・・・式(1)
ここで、tN:窒化後全板厚窒素含有量(質量%)である。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】インヒビターフリー系の素材による方向性電磁鋼板の製造方法において、急速加熱処理を含む一次再結晶焼鈍を行う場合に、急速加熱処理による鉄損低減効果を安定して得る方途について提案する。
【解決手段】インヒビター成分であるAlを100ppm以下、N、SおよびSeを各々50ppm以下に低減した鋼スラブを熱間圧延し、1回もしくは中間焼鈍を挟む2回以上の冷間圧延を施して最終板厚とした後、一次再結晶焼鈍を施し、その後二次再結晶焼鈍を施す方向性電磁鋼板の製造工程において、前記一次再結晶焼鈍は、700℃以上の温度域へ150℃/s以上の昇温速度で加熱し、その後、一旦700℃以下の温度域に冷却した後、次の加熱帯では、平均昇温速度が40℃/s以下となる条件で均熱温度まで加熱する。
(もっと読む)
21 - 40 / 99
[ Back to top ]