
Fターム[4K034BA09]の内容
熱処理一般;主に搬送、冷却 (3,884) | 被処理物 (521) | ストリップコイル (16)
Fターム[4K034BA09]に分類される特許
1 - 16 / 16
方向性電磁鋼板の仕上焼鈍設備と仕上焼鈍方法
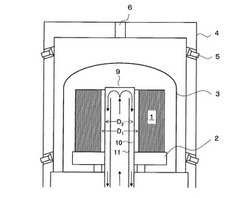
【課題】方向性電磁鋼板をバッチ式の箱型焼鈍炉を用いて仕上焼鈍する際のコイル内温度分布の不均一を改善し、形状不良および鉄損劣化を抑制することができる仕上焼鈍設備と、その設備を用いた仕上焼鈍方法を提案する。
【解決手段】コイル置台上にアップエンドに載置されたコイル内径部に挿入される、上方を閉じた外管とその内部に円筒状の内管を有する2重管構造の冷却管を立設した仕上焼鈍設備を用い、上記2重管構造の冷却管内に冷却ガスを流して外管を冷却しながら仕上焼鈍することで、コイル内周面における、加熱過程での温度上昇を抑制すると共に冷却過程での冷却を促進し、コイル内温度分布の不均一を改善する。
(もっと読む)
噴射ノズル並びに噴射ノズル装置及び噴霧方法

【課題】噴霧量が大きく変化しても鋼板などを安定して均一に冷却でき、かつ鋳片や鋼板などの冷却速度を広い範囲で制御できる噴射ノズルを提供する。
【解決手段】液体を旋回可能な液体流路2と、気体を旋回可能な気体流路7と、前記各流路を通過して合流した液体と気体とを混合するための混合室9と、前記混合室で生成したミストを噴射するための噴射口12とを備えた筒状の噴射ノズル1において、前記気体流路の旋回方向と前記液体流路の旋回方向とを逆方向とする。この噴射ノズルは、ノズル中心軸線に沿って円筒状の液体流路2を設け、この液体流路2に液体旋回部材5が配設されているとともに、液体流路の外周に隔壁8を隔てて気体流路7を設け、この気体流路7に気体を旋回可能な気体流入口7aが形成されていてもよい。
(もっと読む)
マイクロアロイ鋼、特に管鋼を製造するための装置および方法
本発明は、マイクロアロイ鋼、特に管鋼の製造方法であって、その際、鋳造されたスラブ(1)が、スラブ(1)の搬送方向(F)において、以下の順番で、鋳造機械(3)、第一の炉(4)、少なくとも一つの粗圧延スタンド(5)、第二の炉(6)、少なくとも一つの仕上圧延スタンド(7)および冷却区間(8)を有する設備(2)を通り抜ける製造方法に関する。本発明に従い、以下のステップを有することが提案される。
a)スラブが設備(2)を通って走行する間の、スラブ(1)の望まれる温度プロフィルを定義する。
b)スラブ(1)の温度の最適化の為の、少なくとも一つの温度に影響を及ぼす要素(9,10)を、定義された温度プロフィルに従い、設備(2)の生産ライン(L)内に位置決めする、その際、温度に影響を及ぼす要素(9,10)が、第一の炉(4)と、少なくとも一つの粗圧延スタンド(5)の間、及び/又は、第二の炉(6)と少なくとも一つの仕上圧延スタンド(7)の間にもたらされる。
c)このようにして構成された設備(2)内において、スラブ(1)またはストリップの生産を行い、その際、定義された温度プロフィルが少なくとも大幅に保たれるように、少なくとも一つの温度に影響を及ぼす要素(9,10)を作動させる。 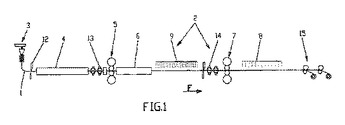 (もっと読む)
(もっと読む)
ステンレス鋼帯を焼鈍してスケール除去する方法及び装置
本発明は、熱間圧延オーステナイト系ステンレス鋼帯を焼鈍してスケール除去する方法に関する。本発明によれば、前記鋼帯は焼鈍に引き続く冷却後に、接続されたプラズマスケール除去設備内でスケール除去され、前記プラズマスケール除去が真空下に複数の段階で行われ、前記鋼帯はこれらの段階の間及び最終段階後に冷却ロールによる被制御冷却を施され、これによって、前記鋼帯が前記プラズマスケール除去設備から進出するとき100℃以下の温度を有することとなる。 (もっと読む)
金属板、マグネシウム合金板とその圧延製造方法および圧延製造装置
【課題】本発明は、難加工性の金属板、マグネシウム合金板の提供を目的とする。
【解決の手段】 板幅端から板幅内側方向に板厚の2倍または板幅の10%の何れか小なる範囲で定義される板縁部分の平均結晶粒径が板幅中央部の平均結晶粒径の1.1倍以上、好ましくは1.5倍以上であり、板の体積の30%以上、好ましくは50%以上の結晶粒が動的再結晶および/またはポストダイナミック再結晶に起因する等軸晶であり、板の平均結晶粒径が15μm以下、好ましくは5μm以下であり、板幅中央の板厚中央部分の平均結晶粒径が板幅中央の板表面の平均結晶粒径の1.5倍以下、好ましくは1.1倍以下であることを特徴とする。
(もっと読む)
線材コイルの熱処理方法と熱処理炉
【課題】多量のエネルギを消費することなく炭素鋼からなる線材コイルに熱処理を施すことのできる線材コイルの熱処理方法と該方法に用いられる熱処理炉を提供する。
【解決手段】炭素鋼からなる線材コイルCLを熱処理炉1の台座3上に鉛直に載置して熱処理を施すに際して、台座3上に載置された線材コイルCLを台座3の周囲に配置された複数の線材コイル分割部材51により複数のコイル部に分割した状態で線材コイルCLに熱処理を施す。
(もっと読む)
高温焼鈍炉内に板束を支持する装置
焼鈍炉内に金属板束(1)を支持する装置であって、金属板束(1)の端面を支持しかつ中心に軸線方向貫通口(6)を持つ少なくとも1つの支持体(2)を有し、この支持体上に、場合によっては金属板束(1)を軸線方向に貫通しかつ別の金属板束(1)を支持する支持体(2)を持つ支持管(5)が、荷重を除くように載置可能である。有利な加熱条件を生じるため、支持体(2)が、貫通口(6)を持ちかつ周囲に分布して半径方向に突出する複数の支持腕(8)を有する環状体(7)を持っていることを提案する。  (もっと読む)
(もっと読む)
外観の良好な熱延鋼板の製造方法
【課題】熱間仕上げ圧延機された熱延鋼板の冷却時における変形帯の生成を低コストかつ高効率に防止する。
【解決手段】仕上圧延機により仕上圧延された熱間鋼板を搬送中に、該熱間鋼板の幅方向に配置した複数のノズルから冷却水を注水して冷却し、これを巻き取ることにより熱延鋼板を製造する方法において、熱間仕上げ圧延された熱延鋼板25を冷却水により冷却する際に、熟延鋼板25の平均温度が150℃〜300℃の範囲にあるとき、当該任意領域内における最大温皮差が140℃以下となるように冷却することにより、変形帯の生成を防止する。
(もっと読む)
結晶粒解析装置、結晶粒解析方法、及びコンピュータプログラム
【課題】結晶粒が時間の経過と共にどのように変化するのかを、従来よりも容易に且つ正確に解析できるようにする。
【解決手段】粒界設定部105において、点設定部103により設定された粒界点である三重点のうち、共通する2つの結晶粒と接する2つの三重点を両端点として粒界を設定し、粒界長設定部118において、粒界設定部105により設定された粒界に対する最小粒界長さを設定し、粒界変更処理部119において、粒界設定部105により設定された粒界であって、その長さが、粒界長設定部118により設定された最小粒界長さ未満である場合に、当該粒界の変更処理を行うようにする。これにより、結晶粒の成長に伴って複雑に絡み合う粒界における解析を、従来よりも容易に且つ正確に行えるようにする。
(もっと読む)
加熱装置および電解コンデンサ用アルミニウム箔の製造方法
【課題】電解コンデンサ用アルミニウム箔を焼鈍する際に大気の影響を受けることなく酸化皮膜を正常に成長させることを可能にする。
【解決手段】最内室を主加熱室10とする密閉多重室構造からなる焼鈍炉1の前記主加熱室10に、冷間圧延により製造されたアルミニウム箔コイル30を収納して各室10、20を密閉し、該主加熱室10を負圧にするとともに、該主加熱室外側の副加熱室20を正圧にして加熱焼鈍する。主加熱室10内で大気の侵入を招くことなく負圧雰囲気で焼鈍を行うことができ、アルミニウム箔に均質な酸化皮膜を生成しつつ立方晶率を高めることができ、エッチング性に優れた電解コンデンサ用アルミニウム箔が得られる効果がある。
(もっと読む)
治具およびコアの熱処理方法
【課題】 長手方向の張力印加と同等の効果が期待できる熱処理用治具、およびその治具を用いた熱処理方法を提供する。
【解決手段】 合金薄帯を巻き回したコアへ熱処理中に応力をかけるための治具であって、前記治具は、前記コアと周側面で接する少なくとも一箇所にスリットが入った環状部材と、前記環状部材と接する駆動部材と、前記環状部材および駆動部材よりも熱膨張率の低い材質で、かつ前記環状部材および駆動部材をコアの軸方向外側から抑止することが可能な固定部材とを具備していることを特徴とする。
(もっと読む)
金属素材の変態量のオンライン測定装置
本発明は高温の金属素材を冷却する冷却熱処理工程で発生する金属素材の変態量をオンラインで測定する装置を提供する。
本発明による金属素材の変態量のオンライン測定装置は、両端が上記金属素材に向かって上記金属素材と離隔して設けられ、その表面部に開口部が形成されたU状のヨーク部材と、上記ヨーク部材の両端にそれぞれ提供された第1及び第2磁性体と、上記第1及び第2磁性体により上記第1磁性体、金属素材、第2磁性体及びヨーク部材で形成される磁気経路の磁束のうち上記開口部から漏れる磁束の強さを検出する磁束検出センサと、及び予め設定された漏れ磁束の強さと金属素材の変態量との相関関係を利用して上記検出された漏れ磁束の強さによる上記金属素材の変態量を測定する分析部とを含んで構成される。本発明によると冷却熱処理工程内の高温、高湿などの極端の環境でも金属素材の変態量をオンラインで正確に測定できる。
 (もっと読む)
(もっと読む)
鋼帯の熱間圧延方法及び熱間圧延ライン
【課題】 従来よりもさらに高強度の熱延鋼帯を製造することの可能な、熱間圧延方法及び熱間圧延ラインを提供する。
【解決手段】 鋼帯を仕上圧延終了後、1.5sec以内に、鋼帯に冷却と繰り返し曲げ加工を開始し、繰り返し曲げ加工終了時の鋼帯の温度を600℃以上に調整するとともに、繰り返し曲げ加工にて鋼帯に付与する歪を0.4以上とする。このため、熱間圧延ライン100における仕上圧延機の最終圧延機41の下流に、仕上圧延終了後、1.5sec以内に、繰り返し曲げ加工を開始可能なように、繰り返し曲げ加工装置44を設置するとともに、繰り返し曲げ加工装置44内にて鋼帯10を冷却するための冷却装置44dを設置する。
(もっと読む)
方向性電磁鋼板の最終仕上焼鈍用冶具
【課題】板厚が薄い方向性電磁鋼板コイルを最終仕上焼鈍する場合に生じるコイル内巻鋼板の中央部空間側への倒れ込みやバックリングの発生を抑制可能な方向性電磁鋼板の最終仕上焼鈍用冶具を提供する。
【解決手段】方向性電磁鋼板を素材にしたコイル4を、ボックス焼鈍炉内の台上にコイル軸を鉛直に載置し、最終仕上焼鈍する際に用いる冶具である。具体的には、前記コイル軸を鉛直に載置したコイルの中央部空間に挿入される帯状の金属製リング1と、該金属製リングをコイルの上端側に懸架する懸架部材2とを備えている。なお、前記懸架部材2は、前記金属製リングに連接した環状のフランジ、半環状のつば、又は該金属製リングとは別体の吊り具のいずれでも良い。
(もっと読む)
ハースロール用カーボン材料、ハースロール及びハースロールの使用方法
【課題】耐酸化性、耐摩耗性、耐ピックアップ性に優れたカーボン材料、該カーボン材料を用いたハースロール及びハースロールの使用方法を提供する。
【解決手段】焼成および黒鉛化処理が施されたカーボン材料であって、該カーボン材料中に存在する気孔の最大径を0.2mm以下、嵩比重を1.55〜2.00g/cm3、黒鉛化度を0.5以上、ショア硬度Hsを40以上、70未満とし、さらに、不可避的不純物としてのFeを0.010質量%以下、アルカリ金属元素を0.010質量%以下としたことを特徴とするハースロール用カーボン材料。
(もっと読む)
自己焼鈍用包囲体
1以上の加熱した金属板コイルを覆うための包囲体本体を有し、加熱したコイルを受け入れるための開口底部と、包囲体本体の開口底部にシール状態で係合する床とを有する断熱した自己焼鈍用の包囲体を示す。第1バッチのコイルを焼鈍炉に挿入し、所定の温度まで加熱することにより、焼鈍した金属板コイルのバッチ式の製造法を示した。次に、加熱したコイルを自己焼鈍用の包囲体に運ぶ。そして第2バッチのコイルを焼鈍炉に挿入する。最後に、金属板コイルの焼鈍方法を示す。所定の温度までコイルを加熱する工程を含み、そして加熱したコイルを自己焼鈍用の包囲体に挿入し、包囲体の内部で所定の時間保持する。  (もっと読む)
(もっと読む)
1 - 16 / 16
[ Back to top ]