
Fターム[4K042DE07]の内容
Fターム[4K042DE07]に分類される特許
1 - 20 / 150
耐サワー性に優れたラインパイプ用厚肉高強度継目無鋼管およびその製造方法
【課題】耐サワー性に優れた厚肉高強度継目無鋼管を提供する。
【解決手段】焼入焼戻処理を施して、降伏強さ:450MPa超えを有し、少なくとも管最外側または管最内側で荷重:5kgf(試験力:49N)で測定可能なビッカース硬さHV5が、250HV5以下となるように調整する。このためには、焼入処理後に表層を板厚方向深さで表面から0.3mm以上研削する加工処理を施すか、焼入処理を、大気雰囲気中でAc3変態点以上の加熱温度に、120s以上保持したのち、核沸騰状態で水冷する処理、または膜沸騰状態で水冷したのち核沸騰状態で水冷する処理とする。このような焼入れ処理とすることにより、表層の硬さが上記した250HV5以下と低くなり、肉厚中央に向かう途中の位置に最高硬さが示す位置が存在する、M型の硬さ分布を示すか、表層の硬さが最も高くなるが上記した250HV5以下より低くなる、U型またはフラット型の硬さ分布を示す鋼管を得ることができ、耐サワー性が顕著に向上する。
(もっと読む)
ワークの拘束焼入れ方法および拘束焼入れ装置
【課題】拘束して矯正しつつ焼き入れ温度まで冷却したワークの寸法安定性を一層向上させ得るワークの拘束焼入れ方法および装置を提供する。
【解決手段】この拘束焼入れ装置は、鋼製且つ環状のワークWをマルテンサイト変態開始温度(Ms点)よりも高い矯正開始温度まで冷却する第一冷却部1と、矯正開始温度まで冷却されたワークWに対しその少なくとも外径を径方向に拘束して矯正する第一矯正部10を有し且つ該第一矯正部10で矯正しつつ焼き入れ温度まで冷却する第二冷却部2と、焼き入れ温度まで冷却されたワークWに対しその少なくとも外径を径方向に拘束して矯正する第二矯正部20を有し且つ該第二矯正部20で矯正しつつ更に焼き入れ温度よりも低い温度まで冷却してマルテンサイト変態を進行させる第三冷却部3とを備える。
(もっと読む)
冷鍛窒化用鋼材
【課題】冷間鍛造性と冷間鍛造後の被削性に優れ、冷鍛窒化部品に高い芯部硬さ、高い表面硬さ及び深い有効硬化層深さを具備させることが可能な冷鍛窒化用鋼材の提供。
【解決手段】C:0.01〜0.15%、Si≦0.35%、Mn:0.10〜0.90%、P≦0.030%、S≦0.030%、Cr:0.50〜2.0%、V:0.10〜0.50、Al:0.01〜0.10%、N≦0.0080%及びO≦0.0030%を含有し、残部はFe及び不純物からなり、[399×C+26×Si+123×Mn+30×Cr+32×Mo+19×V≦160]、[20≦(669.3×logeC−1959.6×logeN−6983.3)×(0.067×Mo+0.147×V)≦80]、[140×Cr+125×Al+235×V≧160]及び[90≦511×C+33×Mn+56×Cu+15×Ni+36×Cr+5×Mo+134×V≦170]である化学組成を有し、組織がフェライト・ベイナイト組織又はフェライト・パーライト・ベイナイト組織で、ベイナイトの面積率が30%超〜95%であり、抽出残渣分析による析出物中のV含有量≦0.10%である冷鍛窒化用鋼材。
(もっと読む)
加熱後の金属管の冷却装置及び冷却方法

【課題】加熱された金属管を冷却液の噴霧ノズル列を用いて急冷して熱処理する方法において、金属管の変形や表面むらの発生の原因となる金属管の部位毎の冷却の不均一を解消する。
【解決手段】金属管2の外周に金属管2と同心円状に配置され金属管2の外面に冷却液を水膜状に噴出させて加熱された金属管2を冷却する冷却装置1であって、金属管2に一定の角度で斜め方向から冷却液を噴出するための環状のスリットノズルのスリット内縁8をスリット外縁9よりも長さLだけ冷却液の噴射方向に突出可能として、金属管2の外面の真円状の同一円周上に液膜が所定の噴射角度で衝突するようにして金属管2の全周を確実に均一に急冷する。
(もっと読む)
ボールねじのナットの製造方法及びボールねじのナット
【課題】表面硬化のための熱処理による熱変形を最小限に保ち、コストや手間をさらに低減したボールねじのナットの製造方法、及びその製造方法によって製造されるボールねじのナットを提供する。
【解決手段】内周面11に転動溝16が形成され、該転動溝16と、ねじ軸の外周面に形成された転動溝とで形成される軌道の間に配置されたボールを軌道の終点から始点に戻す一以上の循環溝15が内周面11に形成されたナット素材10の内周面11を高周波によって加熱すると共に、外周面12を冷却処理する。
(もっと読む)
平板状物品の焼入れ熱処理方法
【課題】ベルトコンベアー等の搬送装置で平板状の被熱処理材を加熱・冷却するような連続的な焼入れ熱処理を行う際に、冷媒液への被熱処理材の浸漬方向を調整することによって熱処理変形量を抑制する。
【解決手段】被熱処理材へ作用する曲げモーメントへの抵抗力が最も低い断面内の冷却速度差が小さくなるような方向で、例えば三辺の寸法が異なる矩形平板状の被熱処理材を冷媒液に浸漬する場合には短辺と長辺からなる断面から冷媒液に浸かるように、被熱処理材を冷媒液に浸漬する。
(もっと読む)
長尺鋼材の焼入れ方法
【課題】安価な熱処理設備で、長尺の鋼材における周方向の焼入れ硬さの均一化を達成する方法の提供である。
【解決手段】この焼入れ方法は、長尺の鋼材8を加熱する工程と、加熱された鋼材8を搬送しつつ、この鋼材8に冷却剤を噴射して冷却する工程と、を含む。この冷却剤の噴射速度Vが1m/sを超え30m/s以下であり、噴射角度θが5°以上35°以下である。好ましくは、冷却剤の噴射速度Vが1m/sを超え10m/s以下であり、噴射角度θが15°以上35°以下である。好ましくは、冷却剤の噴射速度Vが10m/sを超え20m/s以下であり、噴射角度θが10°以上30°以下である。好ましくは、冷却剤の噴射速度Vが20m/sを超え30m/s以下であり、噴射角度θが5°以上25°以下である。
(もっと読む)
連続焼入れ炉を用いた環状体の焼入れ方法
【課題】連続焼入れ炉を用いた環状体の焼入れ方法として、焼入れ変形を、楕円変形だけでなく反り変形についても抑えることができ、生産性も高い方法を提供する。
【解決手段】使用する連続焼入れ炉は、ワークをベルト3で搬送しながら連続的に加熱する加熱炉1と、搬送ベルト3上にワークを、径方向が水平方向に沿って置かれるように導くフィーダー2と、焼入れ剤8を入れた容器7と、加熱後のワークを搬送ベルト3から容器7内の搬送メッシュベルト9上に落下させるシューター4と、を備える。搬送メッシュベルト3はワークを焼入れ剤8に浸漬しながら容器7外まで導くものである。本発明の方法では、フィーダー2上と加熱炉1の搬送ベルト3上で、全ての環状体からなるワーク5a,5b,6a,6bを、互いに外周面が接触せず、鉛直方向に2個積み上げられた状態に保持しながら移動させ、搬送メッシュベルト9上では、全てのワーク10を互いに接触しない状態に保持しながら移動させる。
(もっと読む)
ばねおよびその製造方法
【課題】耐へたり性に優れ、素材コストの低減と製造工程の簡略化を図ることができるばねを提供する。
【解決手段】質量%で、C:0.5〜0.7%、Si:1.0〜2.0%、Mn:0.1〜1.0%、Cr:0.1〜1.0%、P:0.035%以下、S:0.035%以下、残部が鉄及び不可避不純物からなる成分を有する線材をばねの形状に成形する成形工程と、Ac3点〜(Ac3点+250℃)の温度でオ−ステナイト化後、20℃/秒以上の速度で冷却し、(Ms点−20℃)〜(Ms点+60℃)の温度で400秒以上保持し、次いで室温まで冷却する熱処理工程と、熱処理後のばねにショットを投射するショットピ−ニング工程とを備えた。
(もっと読む)
金属補強部材、金属補強部材の製造方法、及び金属の熱処理方法
【課題】溶接物と溶接対象物とを予熱を不要としながら、十分な強度を確保することができる頑丈な補強部材を提供する。
【解決手段】フェライト/パーライト二相構造を有する金属材料に所定の熱処理を施して高熱状態としたオーステナイト/初析フェライト二相構造を有する金属材料に焼入れ処理を実行し、これを焼戻して得られる焼戻マルテンサイト/初析フェライト系二相構造を有する金属補強部材。ここで、所定の熱処理は、金属材料を860〜950℃で加熱する加熱工程と、加熱した金属材料を780〜820℃まで降温する降温工程と、降温した金属材料の温度を維持する維持工程とを包含する。
(もっと読む)
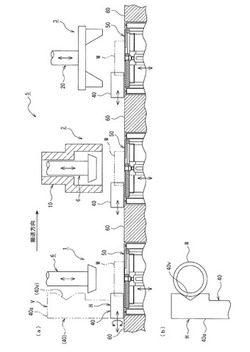
鋼管の焼入れ方法およびそれを用いた鋼管の製造方法
【課題】焼入れが施された鋼管の長手方向に発生する強度差を低減することができる鋼管の製造方法を提供することを目的とする。
【解決手段】加熱された鋼管2を、その軸と水面を平行にした状態で水槽3に浸漬して専ら鋼管外面を冷却し、軸心ノズル8から冷却水を噴射して鋼管の一端から他端に向けた水流を鋼管の軸部に発生させ、専ら鋼管内面を冷却し、鋼管全面を急冷する鋼管の焼入れ方法であって、軸心ノズル8を鋼管2の軸に追従して移動させ、鋼管2を水槽3に浸漬させつつ、軸心ノズル8から冷却水の噴射を開始するに際し、噴射を開始した時に鋼管の一端に噴射された冷却水が、鋼管外面の全周が浸漬する時に他端に到達するように噴射を開始することを特徴とする。
(もっと読む)
ばねおよびその製造方法
【課題】材料コストの低減や製造工程の簡略化を図るとともに、耐疲労性に優れたばねおよびその製造方法を提供する。
【解決手段】質量%で、C:0.5〜0.7%、Si:1.0〜2.0%、Mn:0.1〜1.0%、Cr:0.1〜1.0%、P:0.035%以下、S:0.035%以下、残部が鉄及び不可避不純物からなる成分を有し、任意の横断面において、面積比率でベイナイトを65%以上、残留オーステナイトを4〜13%含む組織を有し、前記残留オーステナイト中の平均炭素濃度が0.65〜1.7%であり、横断面の円相当直径をD(mm)としたときに、圧縮残留応力層が表面から0.35mm〜D/4の範囲まで形成され、その最大圧縮残留応力が800〜2000MPaであり、中心の硬さが550〜650HVであり、表面から深さ0.05〜0.3mmの範囲に、前記中心の硬さより50〜500HV大きい高硬度層が形成されている。
(もっと読む)
熱処理装置及び熱処理方法
【課題】サイクルタイムを短縮できてコンパクトな熱処理装置を提供する。
【解決手段】ワークWをワーク上部用受承具61hに支持して間欠的に移送可能となるようにベース部4に配設した間欠回転テーブル61と、間欠回転テーブル61で移送したワークWを加熱するワーク上部用加熱ユニット65と、加熱したワークWに冷却液を吹き付けて冷却する環状冷却ジャケット62とを備えた熱処理装置1であって、ワーク上部用加熱ユニット65をベース部4の所定位置に設け、環状冷却ジャケット62を間欠回転テーブル61に設け、ワークWを間欠回転テーブル61で移送しつつ環状冷却ジャケット62で冷却するようにした。
(もっと読む)
ブラインドファスナーおよびその製造方法
【課題】高い表面硬度と十分な伸張性を持つスリーブを有するブラインドファスナーとその熱処理方法を提供する。
【解決手段】中空スリーブを有するブラインドファスナーを熱処理する方法は、オーステンパ処理を含む。オーステンパ処理は、炭素含有率0.08〜0.13%の低炭素鋼を圧造した中空スリーブを800℃〜950℃に加熱保持し浸炭処理を行う工程と、その後320℃〜500℃で恒温保持する工程とを含み、炭素含有率(CP)値0.3〜0.5%にされる。
低炭素鋼のブラインドファスナーでも、オーステンパ処理により、スリーブの表面は硬く、表面以外の内部は伸びに適するよう軟らかくすることができ、高い表面硬度と十分な伸張性を持つスリーブを有するブラインドファスナーを得ることができる。
(もっと読む)
高強度鋼の水素脆化耐性向上方法
【課題】高強度鋼における水素脆化が抑制できるようにする。
【解決手段】ステップS101で、亜共析鋼からなる鋼材を加熱してオーステナイト相の組成とする。次に、ステップS102で、鋼材の中心部ほど速い降温速度で冷却して鋼材の表面ほどセメンタイト相が多い状態とする。鋼材の表面ほどセメンタイト相が多い状態となるので、このセメンタイト相が水素を捕獲するトラップサイトとなり、鋼材の内側への水素の侵入が抑制されるようになる。
(もっと読む)
加熱処理方法及び加熱処理装置
【課題】1つのワークに対して複数回の焼き入れ処理を迅速に行うことが可能であり、高強度化したシャフトの製造を短時間で容易になし得る加熱処理方法及び加熱処理装置を提供する。
【解決手段】加熱処理装置は、長尺状のワークを長さ方向に相対的に上下移動させながら加熱及び冷却を行って、ワークに対する焼き入れ処理を行う焼き入れ装置であって、環状の高周波加熱コイルで構成される加熱部と、加熱部の下方に位置し加熱部で加熱されたワークを冷却する冷却部とを複数対配列した加熱冷却部と、ワークの両端部を支持し、支持したワークを焼き入れ部に対して相対的に上下動させる移動部とを備える。
(もっと読む)
ステンレス鋼配管の熱処理装置および熱処理方法
【課題】気中状態の配管残留応力除去部の内部に、供給開始された直後の冷却水量を予め計測し供給制御するステンレス鋼管の熱処理装置および熱処理方法を提供する。
【解決手段】貯水タンク、給水ポンプ、流量計、配管、流路切替装置により冷却水の循環ループを形成し、循環ループ内の流量計により循環する冷却水量を予め測定し所定流量以上に制御して、流路切替装置を切替えて、内部が気中状態のステンレス鋼配管の残留応力除去部に供給開始された直後の冷却水量を供給制御して、確実な熱処理によりステンレス鋼配管の残留応力を除去する。
(もっと読む)
機械構造部品の製造方法
【課題】焼戻し軟化抵抗の向上させる鋼素材を使用しても、加工性を良好とすることができる機械構造部品の製造方法を提供する。
【解決手段】質量%で、C:0.3〜1.5%と、Mn:0.2〜2.0%と、Si:0.5〜2.0%、Cr:0.1〜1.5%、Mo:0.1〜1.5%、V:0.05〜0.5%及びNb:0.005〜0.2%からなるグループから選択された1種又は2種以上と、残部Fe及び不可避的不純物とからなる鋼素材を軟化処理して、フェライト面積率30%以上のフェライトとパーライトとからなる金属組織、フェライトと球状炭化物とからなる金属組織、又はフェライトと粒状セメンタイトからなる金属組織とする工程と、軟化処理された鋼素材を所定の形状に加工処理する工程と、加工処理された鋼素材に少なくとも2回の高周波熱処理を行なって表層の金属組織をマルテンサイトとし、それに続く中間層の金属組織を焼戻しマルテンサイト、又は、焼戻しマルテンサイトとフェライトとパーライトとする。
(もっと読む)
成形品の製造方法
【課題】異なる強度、すなわち強度の高い部位と強度の低い部位とを備えるプレス成形品を高精度で製造することが可能な成形品の製造方法を提供する。
【解決手段】質量%で、Cが0.08%以上0.45%以下、MnおよびCrの合計が0.5%以上3.0%以下、残部がC、Mn、Cr以外の任意の添加物、Fe、および不可避的不純物である化学組成からなり、Ac3点以上に加熱した鋼板をAr3点以上のプレス開始温度から金型にて成形品にプレス成形する方法であって、プレス成形の下死点における鋼板の第1の部分と第2の部分の下死点保持温度をそれぞれ異なる温度に制御することにより、フェライト又はベイナイト組織の少なくとも一方を主体とする低強度部と、マルテンサイト組織からなる高強度部と、を有する成形品を得ることを特徴とする。
(もっと読む)
ワークの焼入れ方法及び装置
【課題】ワークへのパーライトやベイナイトの生成を防止するとともに、ワークに生じる歪を抑制するワークの焼入れ方法及び装置を提供する。
【解決手段】ワーク焼入れ方法は、ワークを浸炭処理する浸炭処理工程(a)と、浸炭処理されたワークを冷却する高温緩冷却工程(b)と、緩冷されたワークを恒温変態曲線とマルテンサイト変態開始温度との間の温度に急速冷却する急速冷却工程(c)と、急冷されたワークの温度を恒温変態曲線とマルテンサイト変態開始温度との間の温度に保持するMs点直上恒温保持工程(d)と、恒温保持されたワークを再び急冷する急速冷却工程(c)とからなる。
(もっと読む)
1 - 20 / 150
[ Back to top ]