
Fターム[4K043BB05]の内容
ストリップ・線材の熱処理 (4,781) | 冷間加工材製造時のプロセス量 (204) | 冷間加工材の加熱条件 (103) | 加熱雰囲気 (26)
Fターム[4K043BB05]に分類される特許
1 - 20 / 26
鋼板の製造設備及び製造方法
【課題】鋼帯の表面における模様状欠陥の発生を抑制することが可能な、鋼板の製造設備及び製造方法を提供する。
【解決手段】搬送されてくる鋼帯Cの表面から水分を除去するリンガーロール2と、リンガーロール2よりも鋼帯Cの搬送方向下流に配置され、且つ連続焼鈍炉の入側において鋼帯Cの表面を乾燥させるドライヤー4と、リンガーロール2とドライヤー4との間に配置され、鋼帯Cの表面へ霧状の冷却水を噴霧する噴霧設備6を備える。
(もっと読む)
高強度鋼板およびその製造方法
【課題】Si含有量が多い場合でも、優れた化成処理性及び電着塗装後の耐食性を有する高強度鋼板およびその製造方法を提供する。
【解決手段】質量%で、C:0.01〜0.18%、Si:0.4〜2.0%、Mn:1.0〜3.0%、Al:0.001〜1.0%、P:0.005〜0.060%、S≦0.01%を含有し、残部がFeおよび不可避的不純物からなる鋼板に、連続焼鈍を施す際に、加熱過程では焼鈍炉内温度:600℃以上A℃以下(A:650≦A≦1000)の温度域を昇温速度:7℃/s以上とし、かつ、均熱過程では焼鈍炉内温度:820℃以上1000℃以下の温度域を雰囲気の露点:−45℃以下とし、さらに、冷却過程では750℃以上の温度域を雰囲気の露点:−45℃以下とする。
(もっと読む)
高強度鋼板およびその製造方法
【課題】Si含有量が多い場合でも、優れた化成処理性及び電着塗装後の耐食性を有する高強度鋼板およびその製造方法を提供する。
【解決手段】質量%で、C:0.01〜0.18%、Si:0.4〜2.0%、Mn:1.0〜3.0%、Al:0.001〜1.0%、P:0.005〜0.060%、S≦0.01%を含有し、残部がFeおよび不可避的不純物からなる鋼板に、連続焼鈍を施す際に、加熱過程では、加熱炉内温度:600℃以上750℃以下の温度域を昇温速度:7℃/s以上とする。
(もっと読む)
鋼板の製造方法

【課題】Si含有量が0.2質量%以上の鋼板であって、全長、全幅にわたり良好な化成処理性が得られる鋼板を低コストに製造する。
【解決手段】
鋼板を連続焼鈍するに際し、直火加熱炉内の通板方向に沿って、各々が直火バーナー群を備えた3つ以上の加熱ゾーンを設け、最上流側の1つ以上の加熱ゾーン(A)では、直火バーナーの空気比0.60〜0.95で鋼板を400〜600℃に加熱し、その下流側の1つ以上の加熱ゾーン(B)では、直火バーナーの空気比1.05〜1.25で鋼板を600〜750℃に加熱し、最下流側の1つ以上の加熱ゾーン(C)では、直火バーナーの空気比0.60〜0.95で鋼板を650〜800℃に加熱する。
(もっと読む)
メカニカルデスケーリング性に優れた鋼線材およびその製造方法
【課題】製造中においてはスケール剥離性が抑制すると共に、メカニカルデスケーリング性を向上させた鋼線材、およびそのような鋼線材を製造するための有用な方法を提供する。
【解決手段】本発明の鋼線材は、所定の化学成分組成を有し、表面にスケール層が形成された鋼線材であって、前記スケール層は、平均厚さが5μm以下であるFeO層と、該FeO層より下側に形成された、ボイドを含む酸化物層とを有しており、鋼線材の軸に垂直な断面において前記酸化物層を顕微鏡観察したとき、鋼線材表面と同心円周に沿った線分上でボイドが占める割合が10%以上、50%未満になる部分の厚さが平均0.50μm以上である。
(もっと読む)
連続式焼鈍炉
【課題】炉内の雰囲気ガスを炉外に導いて雰囲気ガス中に発生するホワイトパウダーを炉外で除去でき、加熱室の前段の前室内面へのホワイトパウダーの付着を防止することのできる金属ストリップの光輝焼鈍用の連続式焼鈍炉を提供する。
【解決手段】装入口12から搬出口14にかけて水冷ジャケット付きの前室15、加熱室16及び冷却室18を有し、装入口12から装入した金属ストリップを炉内の還元性の雰囲気ガスの下で連続的に光輝焼鈍処理する連続式焼鈍炉10において雰囲気ガスの一部を加熱室16の出側と前室15の入側とから炉内に供給し、炉内において加熱室16を入側へと向うガス流れと、前室15内を加熱室16側へと向うガス流れとを生ぜしめる。加熱室16の入側から炉内の雰囲気ガスを炉外に取り出して再び炉内に戻す循環配管30を設け且つ循環配管30に雰囲気ガス中のホワイトパウダーを除去するための水冷ジャケット付チャンバ32とサイクロン34及びフィルタ70を設けておく。
(もっと読む)
容易に成形可能な平鋼製品の製造方法、平鋼製品及び該平鋼製品から部品を製造する方法
本発明は、0.1〜0.4重量%のC含量を有する容易に成形可能な平鋼製品を経済的に製造できる方法に関する。そのため、本発明によれば、焼きなまし処理を0.1〜25体積%のH2、H2Oと、残余のN2及び残りとして技術的に不可避の不純物とを含み、かつ−20℃〜+60℃の露点を有する焼きなまし雰囲気下で行い、この焼きなまし雰囲気の関係H2O/H2は最大0.957である。焼きなまし処理後、平鋼製品を600〜1100℃の保持温度に加熱し、この温度で10〜360秒の保持時間、平鋼製品を保持し、その結果、焼きなまし処理後に得られる平鋼製品は、10〜200μmの厚さであり、かつその自由表面に隣接する延性エッジ層(R)を有し、このエッジ層は、エッジ層で覆われている平鋼製品の内部コア層の延性より大きい延性を有する。本発明は、それに応じて提供される、特に熱間成形又は冷間成形に適した平鋼製品及び該平鋼製品から部品を製造する方法にも関する。 (もっと読む)
鋼線の製造方法およびそれにより得られる鋼線
【課題】炭素含有量の多い高炭素鋼線について、組織崩壊や延性低下を生ずることなく伸線加工を行って、所望の高強度かつ高延性の鋼線を得ることのできる鋼線の製造方法およびそれにより得られる鋼線を提供する。
【解決手段】パーライト組織を有する炭素含有量0.70〜1.10質量%の鋼線材に対し、最終熱処理後に湿式伸線加工を施す鋼線の製造方法である。湿式伸線加工を2回に分けて行うとともに、前半の湿式伸線加工後、後半の湿式伸線加工前に、中間熱処理を行う。
(もっと読む)
金属ストリップの連続焼鈍炉
【課題】無駄に排出されている不活性ガスを利用して直接加熱帯から間接加熱帯への燃焼ガスの侵入を確実に防止する。
【解決手段】リファイナ3には、精製された雰囲気ガスを乾燥させるドライヤ35A,35Bを設けるとともに、当該ドライヤ35A,35Bを再生するための不活性ガスを供給するガス供給管44を設け、連続焼鈍炉の直接加熱帯12と間接加熱帯13との間にガスカーテンを形成するガス噴射ノズル2を設けるとともに、ドライヤ35A,35Bを再生した後の不活性ガスをガス噴射ノズル2に供給するガス供給管41を設け、ドライヤ35A,35Bは並列に一対設けられて、一方のドライヤと他方のドライヤの使用状態と再生状態が交互に切り替えられ、再生状態となったドライヤに供給された不活性ガスがガス噴射ノズル2に供給されるようになっている。
(もっと読む)
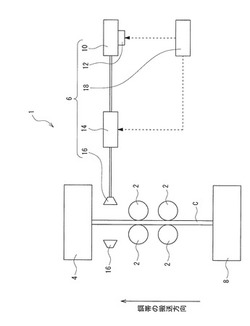
各種高強度鋼の生産に適するフレキシブルな帯鋼処理ライン
各種高強度鋼の生産に適するフレキシブルな薄い帯鋼処理ラインにおいて、アンコイリング及び洗浄、加熱、均熱、徐冷、ジェット冷却、水焼入れ冷却、酸洗、再加熱、オーバーエージング、最終冷却、テンパー、フィニッシュ、塗油及び巻取りというステーションが順次に設けられ、アンコイリング及び洗浄ステーション、酸洗ステーション、再加熱ステーションのそれぞれに接続通路を介して接続される電気めっきステーションと、溶融亜鉛めっき炉のノーズを介して再加熱ステーションに接続され、接続通路を介してめっき後の冷却と最終冷却ステーションに接続される溶融亜鉛めっき及びめっき層合金化焼鈍しステーションと、電気めっきステーション、テンパーステーション、フィニッシュステーションのそれぞれに接続通路を介して接続されるパッシベーション及び他の後処理のステーションと、をさらに備え、前記の再加熱ステーションは、移動可能なバイパスを介してオーバーエージングステーションに連通される。本発明によれば、普通の冷延板、溶融亜鉛めっき板及びめっき層合金化焼鈍し板の生産及び電気Zn、Niめっき板の生産、特に超高強度レベルの冷延板、電気亜鉛めっき板と溶融亜鉛めっき板及びめっき層合金化焼鈍し板の生産を、一つの装置に統合させて、フレキシブルな生産を実現した。 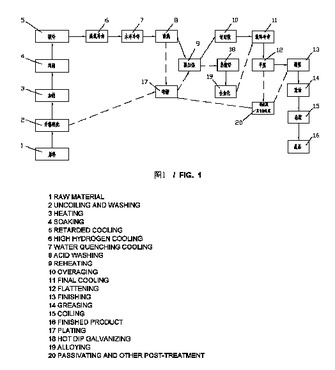 (もっと読む)
(もっと読む)
鋼板の焼鈍装置、これを含むメッキ鋼板の製造装置及びそれを用いたメッキ鋼板の製造方法
1以上のセクションを含め、前記1以上のセクションに非還元性雰囲気または弱還元性雰囲気のガスが充填された焼鈍装置及び前記焼鈍装置が含まれるメッキ鋼板の製造装置及びこの装置を介してメッキ鋼板を製造する方法が提供される。
追加的な酸化―還元熱処理工程や高価の合金元素を多量に含まなくても既存の焼鈍設備及び熱処理サイクルを用いて溶融メッキ鋼板に対するメッキ性、合金化性、耐ピックアップ性、メッキ密着性、耐剥離性(Anti−flaking)、耐クレーター(Anti−crater)、耐アッシュ性(Anti−ash)などのメッキ品質を大幅向上させることができる。また、優秀な品質を経済的で容易に確保することができて、その用度が多様で費用節減の側面から効果的である。  (もっと読む)
(もっと読む)
注文仕様のシート状金属ストリップの製造方法
【課題】種々の材料品質および/または厚さを有する少なくとも2つのシート状金属ストリップを長手方向縁部に沿って連続プロセスで互いに溶接する方法を、比較的高レベルの溶接シーム強度が得られるように改善することにある。
【解決手段】本発明は、種々の材料品質および/または厚さを有する少なくとも2つのシート状金属ストリップが、長手方向縁部に沿って連続プロセスで互いに溶接される構成の注文仕様のシート状金属ストリップの製造方法に関する。この方法により製造されるシート状金属ストリップが比較的高レベルの溶接シーム強度が得られるようにするため、溶接すべきシート状金属ストリップとして、未コーティングのシート状金属ストリップが使用されること、および溶接により未コーティングのシート状金属ストリップから形成された注文仕様のシート状金属ストリップが次にコーティングされることを特徴とする。
(もっと読む)
冷延鋼板の製造方法
【課題】冷延鋼板の製造、特に高張力鋼板の製造において、製造コストを増大させることなく、鋼板表面の変色及び化成処理性の劣化を防止することが可能な冷延鋼板の製造方法を提供する。
【解決手段】質量%で、Siを0.1%以上、及び/又は、Mnを1.0%以上含有する冷延鋼板の製造方法であって、鋼板温度400℃以上で、鉄の酸化雰囲気下で鋼板表面に酸化膜を形成させ、その後、鉄の還元雰囲気下で前記鋼板表面の酸化膜を還元する。
(もっと読む)
化成処理性に優れた高Si冷延鋼板の製造方法
【課題】Siを0.6%以上含有しても、良好な化成処理性を有する高Si冷延鋼板の製造方法を提供する。
【解決手段】C:0.05〜0.3質量%、Si:0.6〜3質量%、Mn:1.0〜3.0質量%、P:0.1質量%以下、S:0.05質量%以下、Al:0.01〜1質量%、N:0.01質量%以下を含有し、残部がFeおよび不可避的不純物からなる成分組成を有する冷延鋼板を連続焼鈍する際に、昇温時に鋼板温度が少なくとも550℃以上で空気比0.95以上の直火バーナを用いて鋼板を加熱し、鋼板温度が650℃を超えるまで昇温し、その後、露点−25℃以下の、1〜10体積%H2+残部N2ガス雰囲気の炉で均熱焼鈍する。
(もっと読む)
ハースロール
【課題】合金元素として多量のマンガン(Mn)を含有する高張力鋼板を搬送する場合であっても、ハースロールのロール周面に形成されたジルコニア皮膜が破壊されないようにする。
【解決手段】酸化イットリウム(Y2 O3 )で安定化された又は部分安定化されたジルコニア(ZrO2 )粉末を溶射することにより、酸素含有率〔O〕(単位:質量%)とイットリウム含有率〔Y〕(単位:質量%)との関係が下記の(1)式を満たす皮膜を形成する。
〔O〕≧−0.06〔Y〕+26‥‥(1)
(もっと読む)
鋼帯の横型連続誘導加熱炉及びそれを用いた鋼帯の横型連続熱処理方法
【課題】周波数が高く、出力の大きな誘導加熱装置を含む鋼帯の横型連続誘導加熱炉及びそれを用いた鋼帯の横型連続熱処理方法を提供する。
【解決手段】誘導加熱装置を有する横型連続加熱炉において、ソレノイド型誘導加熱装置に、昇降機能を付与し、ニードルバー通板時、及び、鋼帯通板時に、鋼板と炉壁との接触を回避することを特徴とする。
(もっと読む)
鋼帯の横型連続誘導加熱炉及びそれを用いた鋼帯の横型連続熱処理方法
【課題】周波数が高く、出力の大きな誘導加熱装置を含む鋼帯の横型連続誘導加熱炉及びそれを用いた鋼帯の横型連続熱処理方法を提供する。
【解決手段】誘導加熱装置を有する横型連続加熱炉において、鋼板の先端通板時に使用するニードルバーの長さより長い領域の、誘導加熱コイルの前後の鋼板通板用ロールに、昇降機能を配設し、ニードルバー通板時、及び、鋼帯通板時に、鋼板と炉壁との接触を回避することを特徴とする。
(もっと読む)
ばね鋼線の製造方法及び製造装置
【課題】一度形成された酸化被膜が剥離することが少ないばね鋼線の製造装置を提供すること。
【解決手段】第1加熱コイル31で第1加熱工程を実施し、この第1加熱工程で加熱された線材1をそれより高い温度で第2加熱コイル32により再度加熱する第2加熱工程を実施する。第2加熱コイル31と冷却装置4との間のインライン上を通過する線材1にガス供給装置8から水蒸気と二酸化炭素とを略同時に投入する。これにより、酸化被膜の線材の母材からの剥離が少なくなる。
(もっと読む)
鋼帯の連続誘導加熱炉およびそれを用いた鋼帯の連続熱処理方法
【課題】H2を含む高温の雰囲気中でも安定して誘導加熱することのできる、鋼帯の連続誘導加熱炉およびそれを用いた鋼帯の連続熱処理方法を提供する。
【解決手段】本発明の鋼帯の連続誘導加熱炉は、誘導加熱コイルの内側に雰囲気ガスシール殻を有し、該雰囲気ガスシール殻は、体積抵抗率106MΩcm以上の絶縁性構造材料からなり、誘導加熱コイルと鋼帯との電位差の所定値をβkVとするとき、誘導加熱コイルの内面との離間距離α(mm)がα/β≦10を満たす位置に配設され、さらに、雰囲気ガスシール殻の内側に体積抵抗率102MΩcm以上の絶縁性断熱材が配設されていることを特徴とする。また、本発明の鋼帯の連続熱処理方法は、前記加熱炉を用い、雰囲気ガスシール殻内を、H2を1%以上含む500℃以上の高温の雰囲気に制御し、誘導加熱コイルに通電するコイル電流の鋼帯に対する電位を5kV以上とすることを特徴とする。
(もっと読む)
焼鈍と酸洗いの方法
環境への影響が少なく、高い生産比率をもって、高品質な表面が得られる、ステンレス鋼の鋼帯のような平らな冷間圧延製品の連続焼鈍及び酸洗い方法である。以下の手順からなる。酸素含有量が0.5乃至12%の雰囲気中で、650乃至1050℃の範囲からなる温度まで引き上げる加熱と、酸化剤及び/又は不活性剤の存在下で、650乃至1200℃の範囲からなる温度まで10乃至200秒継続される加熱と、酸化剤及び/又は不活性剤の存在下で、650℃から外界温度の範囲からなる温度まで低下させる冷却と、熱化学又は電解によるスケール除去と、最後に、鉱酸からなる酸洗い浴を使用した手段によって実施可能な酸洗い及び/又は不動態化。  (もっと読む)
(もっと読む)
1 - 20 / 26
[ Back to top ]