
Fターム[4K053YA23]の内容
化学的方法による金属質材料の清浄、脱脂 (9,294) | 制御、検出、維持、管理 (707) | 被処理材 (40) | 速度 (17)
Fターム[4K053YA23]に分類される特許
1 - 17 / 17
鋼板の製造方法
【課題】鋼板の圧延工程及び圧延された鋼板に付着する圧延油を、アルカリ洗浄液を用いて洗浄する工程を有する鋼板の製造方法であって、高速ラインにより前記洗浄を行う場合において、良好な洗浄性を保持することができる、鋼板の製造方法を提供すること。
【解決手段】前記アルカリ洗浄液として、アルカリ剤(A)、カルボン酸化合物(B−1)及び水を含有し、更に圧延油に含まれる脂肪酸及び/又は脂肪酸エステル由来の塩を1.5〜2.5重量%含有するものを用いて、鋼板の洗浄を前記アルカリ洗浄液への連続接触時間が1.0〜1.8秒間の範囲で行う。
(もっと読む)
連続処理ラインにおける鋼板の通板方法及び鋼板搬送装置
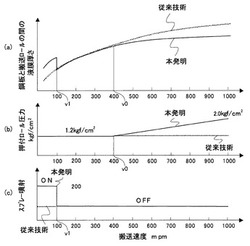
【課題】搬送速度を高速にしても安定通板でき、あるいは低速から高速まで搬送速度を広い範囲で変更しても搬送速度によらず安定通板できる連続処理ラインにおける鋼板の通板方法及び鋼板通板装置を提供する。
【解決手段】鋼板を処理液中に浸漬して処理を施す工程を有する鋼板の連続処理ラインにおいて、処理液中を通過させた後に、該処理液から引き上げた鋼板を、引き上げ後に最初に接する搬送ロールと前記搬送ロールの鋼板接触部に対向して配置された1本以上の加圧力を調整可能とする押付けロールとの間を通過させる際に、鋼板搬送速度が予め決定した所定速度(v0)以上になったときに、前記押付けロールの加圧力を鋼板搬送速度に応じて増加させることを特徴とする連続処理ラインにおける鋼板の通板方法。
(もっと読む)
チタン板の酸洗方法

【課題】硝酸とフッ酸との混合溶液を酸洗液とした酸洗槽に対して、チタン板の両面をそれぞれ上下面として通板して酸洗する方法において、前記チタン板の上下面をほぼ均一の速度で酸洗できるチタン板の酸洗方法を提供することを目的とする。
【解決手段】硝酸とフッ酸との混合溶液を酸洗液2とした酸洗槽3に対して、チタン板1の両面をそれぞれ上下面1a、1bとして通板して酸洗する際に、通板中のチタン板1の上方および下方から酸洗液2を供給し、この酸洗液2の層流4、5を、チタン板の上下両面1a、1b側にそれぞれ形成して、酸洗速度を均一化することである。
(もっと読む)
洗浄方法および洗浄装置
【課題】被洗浄物の表面に付着硬化した付着物質を、きわめて効率良く、洗浄物を傷付けることなく、高い洗浄能力をもって剥離除去する洗浄技術を提供する。
【解決手段】
洗浄液体Lに無数の微小洗浄粒体G、G、…を混合してなる洗浄液剤CLに機械構成部品等の被洗浄物Wを浸漬して、これら洗浄液剤CLと被洗浄物Wに相対的な運動を与え、これにより、被洗浄物W表面に対する洗浄液剤CLの擦れ合い作用および衝突作用を利用して、被洗浄物W表面に付着硬化したプラスチック等の付着物質Oを磨耗粉砕して剥離除去する。この結果、被洗浄物W表面に付着硬化した付着物質Oが、きわめて効率良く、しかも被洗浄物W表面を傷付けることもなく、高い洗浄能力をもって剥離除去される。
(もっと読む)
デスケール用ブラシ
【課題】冷却水を噴出する水冷孔を形成した鋼製リングの外周に砥粒入りナイロン毛を放射状に植毛したディスクを積層してなるステンレス鋼熱延鋼板のデスケール用ブラシにおいて、ブラシの寿命を延ばすと共に、研削力と品質を向上させる。
【解決手段】砥粒をダイヤモンド砥粒として10〜15%含有させ、外周面積と植毛面積の比であるブラシ密度を48%とし、ブラシを駆動するモータの負荷電流をSiC砥粒入りブラシを用いた従来法より低下させる。
(もっと読む)
鋼帯連続酸洗ラインの制御方法
【課題】再酸洗処理における表面不良部を確実かつ効率的に除去できると共に、二重圧延などといった不都合を確実に回避できる新規な鋼帯連続酸洗ラインの制御方法の提供。
【解決手段】酸洗処理中に鋼帯B表面に不良が発生したときは、圧延処理と矯正処理を中断した後、その鋼帯のうち酸洗槽10の出口に達した部分が少なくとも酸洗槽10の入口側に戻るようにラインを逆転させてから再びそのラインを正転させてその鋼帯Bの逆転領域に対して再度酸洗処理を実施し、しかる後、その鋼帯Bのうちその検出部分が酸洗槽10の出口に到達したときに、圧延処理による荷重と矯正処理を再開する。これによって、再酸洗処理における表面不良部を確実かつ効率的に除去できると共に、二重圧延などといった不都合を確実に回避できる。
(もっと読む)
鋼帯の連続酸洗ラインにおけるライン速度決定方法
【課題】複数の脱スケール設備に、脱スケール可能通板速度を超えないライン速度で鋼帯を通板するに際し、脱スケール可能通板速度を迅速に計算することができる鋼帯の連続酸洗ラインにおけるライン速度決定方法を提供することを目的とする。
【解決手段】プロセスコンピュータを用い、当該鋼帯の実績脱スケール条件を各脱スケール設備から取得し、次いで取得した実績脱スケール条件と、複数の脱スケール設備での目標脱スケール条件を考慮して脱スケール設備ごとに降速代を求め、それを積算して得た降速代積算値に基づき、当該鋼帯の脱スケール可能通板速度を算出する。
(もっと読む)
冷間圧延鋼板用洗浄剤組成物
【課題】 鋼板表面に付着している油汚れに対して良好な洗浄性を有し、かつ、鉄粉に対する除去性も良好な冷間圧延鋼板用洗浄剤組成物を提供すること。
【解決手段】 アルカリ剤(A)、アルドン酸類(B)、下記一般式(1):R−O−(CH2CH2O)n−H(式中、Rは炭素数5〜10の直鎖又は分岐鎖のアルキル基又はアルケニル基であり、nはオキシエチレン基の平均付加モル数である)で示されるポリオキシエチレンアルキルエーテル(C)及び水を含有する冷間圧延鋼板用洗浄剤組成物であって、前記ポリオキシエチレンアルキルエーテル(C)は、オキシエチレン基の付加モル数に分布を有しており、オキシエチレン基の平均付加モル数nは2〜10であり、オキシエチレン基の0モル付加体と1モル付加体の合計量が5重量%以下であり、かつ、オキシエチレン基の2〜10モル付加体の合計量が80重量%以上である冷間圧延鋼板用洗浄剤組成物。
(もっと読む)
噴流式酸洗設備
【課題】側部ノズルを設置する噴流式酸洗設備において、側部ノズルから噴射された酸洗液を鋼帯中央部まで到達させることができ、酸洗効率を上げることができるようにすること。
【解決手段】酸洗槽2の入側及び出側にあるリンガーロール3,3間で張力を付与した状態で鋼帯1を水平に通板し、酸洗槽2内の酸洗液に浸漬する噴流式酸洗設備において、酸洗液を噴射する側部ノズル4を酸洗槽の両側部に設け、側部ノズル4からの酸洗液の噴射方向が、水平面内で、鋼帯1の通板方向と直交する方向よりも酸洗槽2の入側方向を向くように、側部ノズル4を傾斜角度θだけ傾斜させて配置した。側部ノズル4の傾斜角度θは、鋼帯1の酸洗槽内移動速度に応じて変更可能とした。
(もっと読む)
噴流式酸洗設備
【課題】噴流式酸洗設備において、鋼帯の通板速度の変化による酸洗槽内の酸洗液の流れの変化を抑えること。
【解決手段】酸洗槽2の入側及び出側にあるリンガーロール3,3間で張力を付与した状態で鋼帯1を水平に通板し、酸洗槽2内の酸洗液に浸漬する噴流式酸洗設備において、酸洗槽2の入側及び出側にある酸洗液排出口6a,6bの近傍にそれぞれ入側堰5a及び出側堰5bを設けると共に入側堰5a及び出側堰5bの高さを調整可能とし、入側堰5a及び出側堰5bの高さ調整により、鋼帯2の通板速度が変化したとしても、入側堰5aを越えて入側の酸洗液排出口6aに排出される酸洗液量と出側堰5bを越えて出側の酸洗液排出口6bに排出される酸洗液量との割合を一定にするようにした。
(もっと読む)
酸洗設備のカテナリー制御方法
【課題】酸洗設備における金属板のカテナリー制御を、カテナリー量を検出する特別な検出器を用いることなく、安価に行うことができるカテナリー制御方法を提供する。
【解決手段】酸液を貯留した酸洗槽と、酸洗槽の入側と出側の各々に設置された電動モーターで駆動する通板ロールとを備える酸洗設備で金属板を連続的に搬送させて金属板表面のスケールを除去する際に、酸洗槽出側の電動モーターのドルーピング量を変化させることで酸洗槽内の金属板のカテナリー量を制御する。
(もっと読む)
鋼板の酸洗装置および酸洗方法
【課題】 より安定した脱スケールを行え、また高速時の酸洗不足の問題、低速時の過酸洗の問題を防止できる鋼板の酸洗装置および酸洗方法を提供する。
【解決手段】 複数の酸洗槽を備える鋼板の酸洗設備であって、各酸洗槽は鋼板のカテナリー量を計測する手段と、またはさらに浴レベルを計測する手段を備え、さらに前記各計測手段の計測結果に基いて、各酸洗槽毎に当該酸洗槽の鋼板の浸漬長を制御する手段を有することを特徴とする鋼板の酸洗設備である。
(もっと読む)
チタンまたはチタン合金板の酸洗方法および酸洗液
【課題】 チタンストリップの製造工程の効率や製造コストを阻害せずに、チタン板の光沢度の均一性を確保するとともに、上記酸洗の溶け残りの問題を解決したチタンまたはチタン合金板の酸洗方法を提供することを目的とする。
【解決手段】 チタンまたはチタン合金板を酸洗して、チタンまたはチタン合金板表面のスケールや酸素富化層を除去するに際し、シリコン、銅の一種または二種を10ppm以上、10000ppm以下含む硝弗酸水溶液によりチタンまたはチタン合金板を酸洗することとし、チタン板の光沢度の均一性を確保するとともに、酸洗の溶け残りを防止する。
(もっと読む)
鋼帯の変色防止方法および鋼帯の製造方法
【課題】 変色防止剤の使用量を抑制しつつ、変色防止剤が洗浄水で流されず、かつ、変色防止剤が塗布されない部分をなくすと共に鋼帯の洗浄不良を防止する。
【解決手段】 酸洗した鋼帯4に変色防止剤を噴霧することで洗浄工程1における鋼帯4の変色を防止する方法である。ラインを停止する際、ラインの停止直前に、変色防止剤の噴霧を開始する。次いで、洗浄水の噴射を停止する。その後、所定距離の通板の後に、通板の停止と変色防止剤の噴霧停止を順次行う。
【効果】 変色防止剤の使用量を抑制しつつ、洗浄工程における鋼帯の変色を効果的に防止することができる。
(もっと読む)
ストリップの液切り装置および方法
【課題】ストリップの液処理を行う製造ラインにおいてはより高速で液切りでき、かつ、従来のリンガーロールの交換、修繕及びストリップに生じる疵にかかる費用を低減できるストリップの液切り装置を提供する。
【解決手段】リンガーロールを用いたストリップ通板装置において、前記リンガーロールと、通板するストリップとの二面に対向して配置し、気体の圧力による浮上を伴って前記二面に対して非接触で位置決めされる液切り板を有することを特徴とするストリップの液切り装置。
(もっと読む)
連続鋳造圧延材の表面洗浄方法および表面洗浄装置
【課題】連続鋳造圧延材の表面の黒ずみを効率良く除去できる表面洗浄方法を提供し、さらに表面洗浄装置、洗浄した連続鋳造圧延材、二次加工を施した金属加工材を提供する。
【解決手段】鋳造に続いて圧延された連続鋳造圧延材S2に対し、酸洗浄21、23または苛性洗浄22を含む多段階洗浄を行う。また、好ましくは、前記多段階洗浄は、連続鋳造圧延に続いて連続鋳造圧延材を移動させながら行う。
(もっと読む)
鋼帯のスケール除去方法
【課題】酸洗槽に酸洗液を頻繁に補給することなく鋼帯の表面に発生したスケールを酸洗により除去することのできる鋼帯のスケール除去方法を提供することを目的とする。
【解決手段】酸洗槽4の前後に配置された板厚計6,7によりステンレス鋼帯1の板厚減量Dを求め、この板厚減量Dが鋼種毎に定められた下限板厚減量Dminを下回ったときに酸洗槽4に酸洗液を補給すると共に酸洗槽4内を通過するステンレス鋼帯1のライン速度を一時的に減速せしめてスケールを除去する。
(もっと読む)
1 - 17 / 17
[ Back to top ]