
Fターム[4L056DB02]の内容
Fターム[4L056DB02]に分類される特許
1 - 15 / 15
作業台車及び紡績機
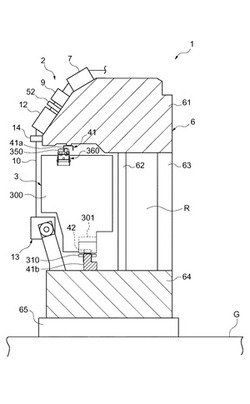
【課題】作業台車の着脱作業を容易に行うことができると共にスペースの有効利用が可能な作業台車、及び、紡績機を提供することを目的とする。
【解決手段】複数の紡績ユニット2間を上レール41a及び下レール41bに沿って移動可能な糸継台車3であって、上レール41aに当接する上側ガイドローラ対350と、上側ガイドローラ対350を、上レール41aに当接する当接位置、及び、上レール41aから離間する離間位置に切り替える可倒ブラケット360と、可倒ブラケット360が取り付けられ、レール41a,41bに沿って移動する筐体300と、を備える。可倒ブラケット360によって上側ガイドローラ対350の位置を切り替えることで、レール41a,41bに対する糸継台車3の着脱が容易となる。また、任意の位置で糸継台車3の着脱ができ、上レール41aの端部などに糸継台車3の着脱用のスペースが不要となる。
(もっと読む)
紡績機

【課題】糸継台車3の走行時に配線保護案内装置15が第一案内板21、第二案内板22及び第三案内板23の各継ぎ目に引っかかることがない紡績機1を提供するものである。
【解決手段】複数の紡績ユニット2と、複数の紡績ユニット2に沿って走行可能に設けられ、前記複数の紡績ユニット2に対して作業を行う作業台車である糸継台車3と、糸継台車3に接続される配線47を保護し、糸継台車3に追従するように構成される配線保護案内装置15と、糸継台車3の走行方向に隣接するように配置され、配線保護案内装置15を案内する複数の第一案内板21等と、複数の第一案内板21等のうち隣接する案内板の一部、及び隣接する第一案内板21等の間に形成される継ぎ目の少なくとも一部を覆うカバー30と、を具備する。
(もっと読む)
糸巻取機、及び紡績糸の製造方法
【課題】駆動部及びエア供給部の設定変更の作業性を向上させた糸巻取機を提供する。
【解決手段】精紡機は、機台本体と、複数の紡績ユニットと、ドラフト駆動部31と、エア供給部34と、ドライブエンドボックス3と、を備えている。紡績ユニットは、駆動されるボトムローラを有するとともに、機台本体の長手方向に沿って並設される。ドラフト駆動部31は、複数の紡績ユニットがそれぞれ備える前記ボトムローラのうち、フロントボトムローラとミドルボトムローラを共通で駆動する。エア供給部34は、複数の紡績ユニットにエアを供給する。ドライブエンドボックス3は、紡績ユニットの並設方向の一端において、ドラフト駆動部31とエア供給部34とを格納する。ドライブエンドボックス3は、上部にドラフト駆動部31を格納し、下部にエア供給部34を格納する。
(もっと読む)
紡績機
【課題】作業通路から紡績ユニットまでの距離を可及的に短くする。
【解決手段】紡績機としての精紡機1は、複数の紡績ユニット2と、棒状部材16と、を備える。複数の紡績ユニット2は、繊維束から紡績糸を生成する紡績部と、紡績部で生成された紡績糸を巻き取ってパッケージ45を形成する巻取部13と、を有し、第1方向に配列されている。棒状部材16は、複数の紡績ユニット2の正面側に複数の紡績ユニット2から間隔を隔てて第1方向に沿って配置されている。
(もっと読む)
紡績機
【課題】紡績機の稼働効率を向上させる。
【解決手段】精紡機1は、複数の紡績ユニット2と、糸継台車3と、ユニットフレーム6と、を備えている。紡績ユニット2は、繊維束8に撚りを与えて紡績糸10を生成する紡績部9、及び紡績部9で生成された紡績糸10を巻き取って、パッケージ45を形成する巻取部13をそれぞれ有し、第1方向に沿って配列されている。糸継台車3は、第1方向に沿って走行可能に配置され、紡績部9と巻取部13とにより形成される糸道LPに面する正面41aと、正面41aと反対側に設けられた背面41bとを有する。ユニットフレーム6は、紡績ユニット2を支持する支持部20aと、糸継台車3の走行空間20cと、糸継台車3の背面41bに通じる開口部20bと、を有する。
(もっと読む)
紡績機
【課題】ステップを有する紡績機において、作業者が紡績ユニットに接近できるようにする。
【解決手段】紡績機としての精紡機1は、複数の紡績ユニット2と、パッケージ載置部21と、ステップ22と、つま先収納部23と、を備えている。複数の紡績ユニット2は第1方向に沿って配列され、パッケージ45を巻き取る巻取部13を有する。パッケージ載置部21は紡績ユニット2の第1方向に沿い、かつ紡績ユニット2の巻取部側13に配置される。ステップ22は、複数の紡績ユニット2との間にパッケージ載置部21が位置するように第1方向に沿い、かつパッケージ載置部21の高さよりも低い位置に配置され、作業者の足を載置可能なステップ面22aを有する。つま先収納部23は、ステップ面22aに載った作業者の足のつま先を収納可能な空間を有し、パッケージ載置部21の下方に入り込むように形成されている。
(もっと読む)
玉揚げ装置
【課題】効率のよい玉揚げ動作を行う。
【解決手段】自動ワインダや精紡機などの繊維機械は、複数列設された巻取ユニットと、複数の巻取ユニットの列設方向に沿って走行自在な玉揚げ装置とを有している。巻取ユニットは、複数の給糸ボビンから解舒された紡績糸を糸継ぎしながら巻取管7に巻き取り、所定の糸量を有する満管のパッケージを形成するものである。例えば、自動ワインダの玉揚げ装置は、クレードル12を開閉操作及び昇降操作するクレードルオープナー32と、給糸ボビン5側の糸端を捕捉して巻取管7に案内する糸拾い部60とを有している。クレードルオープナー32は、流体圧シリンダ38により昇降駆動され、駆動モータ52により開閉駆動される。糸拾い部60は、駆動源62により駆動される。
(もっと読む)
繊維機械及びシャッター弁
【課題】簡単な構成でシャッター弁の位置を安定させることが可能な繊維機械を提供する。
【解決手段】精紡機は、複数の紡績ユニットと、前記複数の紡績ユニット間を走行可能な糸継台車と、吸引ダクト14と、シャッター弁60と、を備えている。吸引ダクト14においては、糸継台車に吸引空気流を供給するための吸引空気流供給孔141が当該吸引ダクト14の孔形成面142に形成されている。シャッター弁60は、孔形成面142に回転可能に支持されるとともに、吸引空気流供給孔141を塞ぐことが可能な蓋部611,612,613,614が放射状に形成されている。複数の蓋部のそれぞれにおいて、孔形成面142側を向く面には膨らみ部621,622,623,624が形成される。前記シャッター弁60は、その中央部が孔形成面142に対して接近するように弾性変形して支持されている。
(もっと読む)
練条機でケンス交換時にスライバを切断する方法および装置
【課題】本発明はケンス交換時のスライバ切断方法および装置に関し、特に設計上簡単な仕方でスライバの確実な切断を行うようにすることを目的とする。
【解決手段】ケンス24にスライバ22を収納する手段を備えた練条機でケンス交換時にスライバを切断する方法において、ケンス交換中にスライバ供給装置、たとえばコイラプレート23のスライバ排出口と、その後段にあるケンス内のスライバ最上層との間隔をスライバが裂ける程度に拡大する。設計上簡単な仕方でスライバの確実な切断を可能にする方法を提供するために、重合スライバ内に薄肉部12′が生じてこの薄肉部がコイラプレートのスライバ排出口の出口区域に来たときにケンス交換が開始するように、スライバ排出口の前段に配置されたドラフトゾーンbでドラフトを増す。
(もっと読む)
作業台車の位置決め機構
【課題】主としてインデックスプレートがレールに接触しないようにすることである。
【解決手段】作業台車1の走行を案内するレール2aと、レール2aに配設されたインデックスブロック4と、作業台車1に設けられ、インデックスブロック4に係合して作業台車1を位置決めするインデックスプレート3とを備え、インデックスプレート3は、作業台車1が走行する際には、インデックスブロック4に係合しないようにレール2aから退避し、作業台車1が停止する際には、レール2aから若干離れた位置まで近接して、インデックスブロック4に係合する。
(もっと読む)
自動ワインダー装置、および自動ワインダー装置における玉揚機の制御方法
【課題】自動ワインダー装置において、相互干渉位置に存する二台のユニットから玉揚げ処理の要求が出された場合でも、玉揚機を無駄なく走行移動させて、作業効率良く玉揚げ処理を実行できるようにすることにある。
【解決手段】ユニット2・2の満管パッケージ作成の進捗状況と、各玉揚機4a・4bの現在位置からユニット2・2までの距離との二つの要素を判断基準として、両玉揚機4a・4bの走行を制御する。これにて、相互干渉位置に存する二台のユニット2・2から玉揚げの処理要求が出された場合においても、ユニット2・2に対する玉揚機4a・4bの玉揚げ処理の優先順位を予め決定したうえで、両玉揚機4a・4bを一定の距離を置いて走行移動させることができるので、玉揚機4a・4bが他の玉揚機4a・4bに近付いてから停止・反転走行するように、玉揚機4a・4bが無駄に走行する不具合を確実に排除することができる。
(もっと読む)
糸処理装置の作業台車の制御方法、および糸処理装置
【課題】糸処理装置における作業台車の制御方法であって、相互干渉位置に存する二台のユニットからサービス処理が出された場合でも、作業台車を無駄なく走行移動させて、作業効率良くユニットに対するサービス処理を実行できるようにする。
【解決手段】ユニット2および作業台車4a・4bの幅寸法に基づいて、両作業台車4a・4bが近付いたときに相互に干渉し合い、同時的な作業処理が不可能となる領域を、「干渉エリア」として規定する。そして、二台のユニット2からサービス処理要求が出されると、作業台車4a・4bの走行移動に先立って、かかる干渉エリアを基準として、相互干渉状態に至っているか否かを判定し、相互干渉状態に至っていると判定した場合には、各作業台車4a・4bの現在位置から、処理要求ユニット2・2までの距離を測定し、処理要求ユニット2までの距離が短い一方の作業台車4a・4bによるサービス処理を優先的に実行させる
(もっと読む)
巻取チューブのラベル貼付装置および自動ワインダー
【課題】 複数の巻取ユニットとそれらの巻取ユニット間を往復移動する玉揚げ装置を備える自動ワインダーにおいて、巻取パッケージの品質表示を行うと共に、一旦貼付したら容易には剥れないラベルの貼付が可能な巻取チューブのラベル貼付装置および該ラベル貼付装置を有する自動ワインダーを提供することである。
【解決手段】 搬送コンベア2に沿って搬送される巻取チューブTを所定位置に停止する停止手段4と、ラベルを供給すると共に所定の情報を記録するラベル供給手段5と、所定の情報が記録されたラベルLAを受け取って前記巻取チューブの内側に貼付する貼付手段39とを備えるラベル貼付装置3とし、巻取ユニットに巻取チューブを装着する前に、所定の情報が記録されたラベルを巻取チューブの内側に貼付する構成とした。
(もっと読む)
空気紡績機および紡績システム
【課題】空気紡績機において、紡績速度の高速化を図ろうとすると、糸継ぎの継ぎ目品質の低下を招くだけでなく、糸継ぎ成功率の低下により機械効率が低下して高速化に反する結果を招くだけでなく、糸欠点除去等の糸継ぎ動作に要する時間自体が、高速化に反する要因となる。
【解決手段】糸欠点を除去した完成品としての二次パッケージを形成する材料としての一次パッケージ、を製造する空気紡績機であって、紡績糸8を製造する空気式紡績装置10と、紡績糸8の有無を検出する糸検出装置20と、紡績糸8を巻き取って一次パッケージ1を形成する一次巻取り装置40と、一次パッケージ1の満巻時もしくは糸検出装置20による糸無し検出時に、一次巻取り装置40より一次パッケージ1を払い出させる玉揚げ台車6と、を備える。
(もっと読む)
自動玉揚げ動作方法
【課題】自動の玉揚げ動作の実行において、糸出し動作が失敗したにも拘わらず、糸掛け動作が継続して行なわれると、無駄に空ボビンが供給されて除去作業を作業者に強いることになる。
【解決手段】クレードルよりパッケージ付きボビンを取出す玉出し動作工程1000と、糸出し装置より糸出しを開始して、その糸を捕捉する糸出し動作工程2000と、クレードルに空のボビンを供給し、そのボビンに前記糸の糸掛けを行なって初期状態に復帰する糸掛け動作工程3000と、を備え、糸出し動作工程で糸の捕捉に失敗した場合、糸掛け動作工程3000の代わりに、モータを逆転させて糸掛け動作工程3000を経ることなく初期状態に復帰させる逆転復帰工程4000を実行する。
(もっと読む)
1 - 15 / 15
[ Back to top ]