
Fターム[4L056EA13]の内容
Fターム[4L056EA13]に分類される特許
41 - 49 / 49
繊維機械
【課題】パッケージを生産する繊維加工ユニットを多数備える繊維機械において、糸速センサーに固有の誤差のため、各錘で糸速センサーの検出する糸速に基づいてパッケージの糸長さを均一にしようとしても、実際に生産されたパッケージの糸長さは全錘で不均一となってしまう。
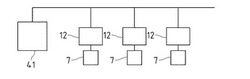
【解決手段】糸速を検出する糸速センサー7と、この糸速センサー7の検出値に基づいて、巻取りパッケージ4の糸長さを算出するシーケンサー12と、巻取りパッケージ4を形成する巻取り装置20と、を備えるワインディングユニット1を、多数備えるワインダー100であって、各糸速センサー7に対応する補正情報を、各シシーケンサー12に送信する設定器41を備え、各シーケンサー12は、各糸速センサー7の検出値を前記補正情報に基づいて各糸速の補正値を算出し、これらの各糸速の補正値に基づいて、各巻取りパッケージ4の糸長さを算出する。
(もっと読む)
繊維機械用巻取り装置

【課題】ドラムシャフトを回転駆動するモータ及びトラバース装置を駆動するモータへの電力供給停止時に、機械的にドラムシャフトとトラバース装置とを同期させて停止させることができる繊維機械用巻取り装置を提供すること。
【解決手段】繊維機械用巻取り装置1は、巻取りパッケージ11aを回転させる巻取りドラム11bと、巻取りドラム11bが固定されているドラムシャフト11と、ドラムシャフト11を回転駆動する第1モータ2と、巻取りパッケージ11aに巻取られる糸を綾振りするトラバース装置12と、トラバース装置12を駆動する第2モータ3と、停電時にトラバース装置12の動作が停止するまでに作動し、停電時でのトラバース装置12の動力源となるドラムシャフト11の駆動力を、ドラムシャフト11の回転が停止するまでトラバース装置12に伝達する動力伝達手段13と、を備える。
(もっと読む)
自動ワインダ
【課題】簡単な構成で迅速かつ的確に、満管パッケージとそれに関係した巻取ユニットとの対応関係を判別すると共に、その満管パッケージの重量を測定し、満管回転数を補正し得る自動ワインダを提供する。
【解決手段】パッケージPを回転させて糸Yを巻き取る複数の巻取ユニット2と、巻取ユニット2を制御し、予め設定された基準重量値に対応する回転総数までそのパッケージPを回転させて満管パッケージPを形成させる制御装置8と、巻取ユニット2において満管パッケージPが形成される毎に、その巻取ユニット2の位置まで移動して玉揚動作を行う玉揚装置6と、玉揚装置6に備えられ、玉揚動作の際に満管パッケージPの重量を測定する重量測定装置69と、を備え、制御装置8は、重量測定装置69による測定重量値と基準重量値とを比較し、それらに差があれば、その差に基づいて回転総数を補正し得るように構成した。
(もっと読む)
糸を監視する繊維機械
紡績機(1)は、紡績ユニット(3.1〜3.n)の一群と、プロセッサユニット(2)と、継合台(40)とを含む。ワークステーション(3.1〜3.n)の各々と区域検査ユニット(13.1)との間で時間制約的なデータを連続的に同時転送するための並列データ伝送手段(5.1〜5.n)は、極力単純で安価に実行される。付加的な逐次データ伝送手段(6)が、唯一選択されたワークステーション(3.3)と継合台(40)との間で非時間制約的なデータを転送するのに使用される。データ転送をこのように振り分けるおかげで、紡績機(1)はより簡単で安価なものになる。 (もっと読む)
紡機における機台管理方法
【課題】紡機の必要箇所を繰り返し撮影し、その撮影データを蓄積し、表示機に表示させることによって管理を行うようにした紡機の機台管理方法を提供する。
【解決手段】リング精紡機1の長手方向に移動可能な移動清掃装置2にリング精紡機1に向けた撮影器26、27、28を設置し、リング精紡機1の長手方向に並列して設けられた多数の紡出部に沿って移動清掃装置2を所定の時間を空けて巡回させ、移動清掃装置2の巡回中に撮影器26、27、28でリング精紡機1を撮影し、巡回において撮影した撮影データを複数のリング精紡機1に接続した主制御装置36又はリング精紡機1に備えた機台制御装置29、30、31の記憶装置37に蓄積し、撮影データを画像データとして又は撮影データから得られた分析データとして表示機40に表示する。
(もっと読む)
巻取り装置の速度制御方法及び速度制御装置
【課題】線速度一定制御を行う巻取り装置において、安定した線速度一定制御を実現し、制御精度の要求を満足させる。
【解決手段】巻取り装置の速度制御装置は、速度センサ10の線速度検出値に対応する周波数検出値Fbと与えられた線速度指令値に対応する周波数指令値Finとが実質的に同一となるようにPID演算を行うPID演算部52と、電動機11の回転速度が低速になる程、PID演算結果が小さくなるように出力周波数Foutの大きさに依存してPID演算結果を補正するPID演算結果補正部54(前回周波数入力部60、減算部61、周波数依存演算部62、リミッタ部63、及び加算部64)とを有する。補正後のPID演算結果は、出力周波数Foutとして電動機11に出力される。
(もっと読む)
空気紡績機および紡績システム
【課題】空気紡績機において、紡績速度の高速化を図ろうとすると、糸継ぎの継ぎ目品質の低下を招くだけでなく、糸継ぎ成功率の低下により機械効率が低下して高速化に反する結果を招くだけでなく、糸欠点除去等の糸継ぎ動作に要する時間自体が、高速化に反する要因となる。
【解決手段】糸欠点を除去した完成品としての二次パッケージを形成する材料としての一次パッケージ、を製造する空気紡績機であって、紡績糸8を製造する空気式紡績装置10と、紡績糸8の有無を検出する糸検出装置20と、紡績糸8を巻き取って一次パッケージ1を形成する一次巻取り装置40と、一次パッケージ1の満巻時もしくは糸検出装置20による糸無し検出時に、一次巻取り装置40より一次パッケージ1を払い出させる玉揚げ台車6と、を備える。
(もっと読む)
繊維機械
【課題】 糸欠点の発生した状況に応じて、糸継台車による糸欠点の除去及び糸継作業が糸の無駄なく効率よく行えるようにする。
【解決手段】 複数の糸処理ユニット2と、その並べられる方向に走行可能な糸継台車3を備える。糸処理ユニット2は、糸欠点を検出し且つその種類を判別可能なヤーンクリアラ52を備える。糸継台車3は、各糸処理ユニット2についての糸欠点の有無及び糸欠点の種類、巻取パッケージ45の径の情報を取得可能に構成している。糸継台車3は糸欠点の発生した糸処理ユニット2に対し口出しを行うが、この際、サクションマウス46が巻取パッケージ45に接近して吸引を開始してから糸継装置43に糸を案内するまでの時間や、巻取パッケージ45を糸解舒方向に回転させる逆転ローラ55の速度を、検出された糸欠点の種類や糸欠点発生時の巻取パッケージ45の径に応じて異ならせる。その後、糸継装置43で糸欠点の除去及び糸継ぎを行う。
(もっと読む)
精紡機の綾振り装置
本発明の対象は、精紡された糸をボビン(3)又はボビンスリーブ(4)に巻き取るための巻取りユニット(1)に関しており、この場合に巻取りユニット(1)は、ボビン(3)を駆動するための摩擦ローラ駆動装置(5)及び綾振り装置(7)を有している。本発明は、綾振り装置(7)が、ボビン(3)の、スリップなしの、有利には形状接続的又は摩擦接続的な駆動伝達部(8)を介して駆動され、この場合に綾振装置(7)の駆動伝達部(8)が、ワインディング比が一定不変に保持されており、これにより精密パッケージが生じるように構成されていることにある。 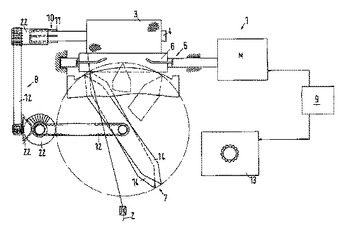 (もっと読む)
(もっと読む)
41 - 49 / 49
[ Back to top ]