
Fターム[5E063CD03]の内容
電気接続器の製造又は製造方法 (3,571) | 圧縮・圧着に共通の駆動、連動機構等 (129) | 駆動 (38) | 流体圧を用いるもの (29) | 加圧力、加圧速度の調整 (18)
Fターム[5E063CD03]に分類される特許
1 - 18 / 18
プレスフィット用押し治具
【課題】製作費用を低減でき、設計、製作に要する時間を短縮でき、プレスフィット部品に対する圧力を安定してその種類に応じた一定の圧力にできるプレスフィット用押し治具を提供する。
【解決手段】プレスフィット部品2の種類ごとに形成されプレス機からの圧力を調整してプレスフィット部品2に伝達する圧力伝達治具3と、プリント配線板4の種類ごとに形成され圧力伝達治具3を所定位置に位置決めする位置決め用治具5とを備え、圧力伝達治具3が、複数種類の位置決め用治具5に分離可能かつ共用可能に取り付けられる取付基部6と、取付基部6に上下スライド自在に設けられプレスフィット部品2に押し当てられる部品押し当て部7と、部品押し当て部7と取付基部6との間に設けられプレス機からの圧力を調整する圧力調整スプリング8とを有するものである。
(もっと読む)
端子圧着装置

【課題】簡単な構成で自動にて端子の圧着状態の全数検査をして不具合の発生を防止する。
【解決手段】電線50を掴んで移動させる把持装置と、把持装置を駆動する駆動装置とを設け、電線50の端部の被覆材52を除去することにより、電線50の心線51を露出させて心線51に導通させる端子53を電線50の端部に圧着する。検査装置によって、圧着後の端子53をプレス部材21F,21R(保持部材)で保持した状態で電線50を把持装置で所定の荷重で所定の距離だけ引っ張って駆動装置に生じる変化から端子53の圧着状態を検査する。
(もっと読む)
絶縁プレート、絶縁プレートの製造方法及び端子台
【課題】端子台の放熱性能を向上させる。
【解決手段】導電体からナット10に伝わる熱をヒートシンク40に熱伝達させる合成樹脂製の絶縁プレート20であって、ナット10を収容するナット収容凹部21を備え、ナット収容凹部21は、ナット10とヒートシンク40とに挟持される底板22と、底板22からナット10の側面を囲うように上下方向に延びる囲い壁23とを備えて構成されており、囲い壁23には、エジェクタピン83に押圧される第一押圧面28及び第二押圧面29が設けられていることを特徴とする。
(もっと読む)
端子圧着方法および端子圧着装置
【課題】外導体端子に設けられた一対のバレルをシールドケーブルの編組反転部に圧着した後において、スプリングバックによるバレルの開きを抑制することができる端子圧着方法を提供すること。
【解決手段】外導体端子の一端に設けられた一対のバレルを、クリンパの加圧面とアンビルの受圧面により上下に挟み込んでかしめることにより、シールドケーブルの編組反転部の外周に圧着させる端子圧着方法であって、一方のバレルの先端には係止片が突出形成されると共に、他方のバレルの先端には係止孔が切欠形成されており、クリンパの加圧面はその断面形状が半円部と該半円部の両円弧端に繋がるテーパ部を有した形状に形成されると共に、半円部の中央には押圧型が入れ子式に設けられ、加圧面のテーパ部と半円部に沿って各バレルの先端を該加圧面の半円部中央に導いた後、押圧型により一方のバレルの係止片を押圧して他方のバレルの係止孔に嵌り込ませるようにした。
(もっと読む)
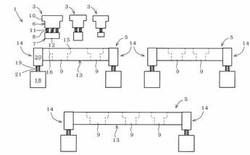
圧着プレス機
圧着接合を形成する圧着プレス機(1)を開示する。圧着プレス機は、フレーム(2)と、ダイ(14)と、フレーム(2)に対して可動であるプランジャ(15)と、フレーム(2)に取り付けられ、プランジャ(15)を動かす駆動部(4)とを有する。本発明による圧着プレス機(1)は、駆動部(4)とプランジャ(15)との間、および/またはフレーム(2)とダイ(14)との間に配置されるビーム(5)と、ビーム(5)の外面または内部に配置され、ビーム(5)の曲げを測定するセンサ(8)とをさらに有する。 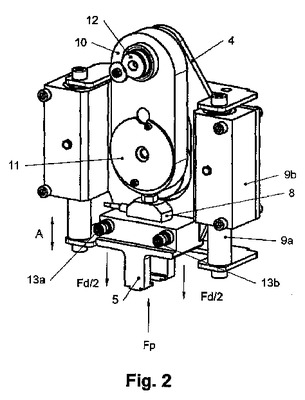 (もっと読む)
(もっと読む)
電動圧着工具
【課題】工具ヘッドが被圧着部材を圧潰している間に電動機の回転速度を減速して伝動することにより、油圧ポンプ内で大量の気泡が発生して圧着作業が不完全になるという問題を解決する。
【解決手段】電動機1から変速機構2を介して伝えた回転力により直動式の油圧ポンプ3を駆動し、この油圧ポンプ3は、ポンプシリンダ内でのプランジャの往復運動によってオイルタンク13のオイルを逆止弁を介して工具シリンダ14に送り出されるように構成され、この油圧ポンプ3の油圧によって前記工具シリンダを介して工具ヘッド4を作動させて被圧着部材6を圧潰することにより圧着作業を行う電動圧着工具であって、工具ヘッド4による被圧着部材6を圧潰している間に、変速機構によって回転速度を減速させる変速機構制御手段9が設けられる。
(もっと読む)
スリーブ圧縮装置
【課題】電線の圧縮接続作業中に交換すべきダイスを縮小・軽量化する。
【解決手段】アダプタ収容部12、及び第一のダイス加圧機構18を備えた圧縮工具10と、アダプタ収容部内に着脱自在にセットされ且つ表面に第一のダイス34を着脱自在に支持する第一のダイス支持凹所40を有した第一のアダプタ38と、第一のダイス支持凹所内に着脱自在にセットされ且つ表面に電線100端部に圧着するためのスリーブ110を支持するスリーブ圧縮用凹所36を有した第一のダイスと、スリーブ圧縮用凹所との間でスリーブを挟圧する挟圧凹所56を下面に有し且つ圧縮工具にセットされた状態で第一のダイス加圧機構によって第一のダイスから加圧される第二のダイス54と、を備え、第一のダイス支持凹所には、スリーブ圧縮用凹所の形状だけが異なる複数種類の第一のダイスを互換的に着脱自在に支持するための着脱ガイド部42が設けられている。
(もっと読む)
端子圧着方法および端子圧着装置
【課題】電線に圧着された端子のバレルのスプリングバックを抑制するにあたって、生産性に優れ且つ歩留まりの低下を回避することができる端子圧着方法および端子圧着装置を提供する。
【解決手段】端子圧着装置1は、電線2を抱え込んだ端子3のバレル31をアンビル10とクリンパ11との間で加圧して、バレル31を電線2に加締め付ける。そして、端子圧着装置1は、下死点まで降下された際にクリンパ11に作用する荷重をP0、この荷重P0に対する所定の減少率をαとして、クリンパ11に作用する荷重Pが(1−α)×P0以下に減少するまでクリンパ11を下死点で静止させる。
(もっと読む)
コネクタ接続補助具
【課題】モジュラプラグ本体のケーブル挿入口の奥側に設けられた各導線コンタクトに対応する導線を接続する成端作業を容易化する。
【解決手段】モジュラプラグ本体(12)に形成されたケーブル挿入口(14)の奥側に設けられた各導線コンタクト(16)に、ケーブル(18)を構成する複数の導線(22)を対応させて接続して成端する際に使用するためのコネクタ接続補助具(10)であって、指で摘んで操作するための摘み部(24)と、前記ケーブル挿入口に挿入可能な大きさで該摘み部の先端に形成された導線サポート部(26)からなり、前記導線サポート部には、皮剥きして取り出した各導線を載せ置いて対応する導線コンタクトまで導くための小溝(28)が横方向に並んで形成されており、該小溝は載せ置いた各導線を軽く挟んで支えるために略逆三角形状に形成されている。
(もっと読む)
端子圧着不良検出装置の圧着不良判定データ作成方法および圧着不良判定データ検査方法
【課題】 入力の手間、入力ミス、検証の手間が省ける端子圧着不良検出装置の圧着不良判定データ作成方法を提供する。
【解決手段】 圧着処理の良否を判定するための圧着不良判定データ作成方法は、端子圧着装置21に良品用加工データと不良品発生用加工データが予め記憶される。不良品発生用加工データにより端子圧着処理を行い、その際の圧力値の変化を示す検出波形データを生成し、記憶する不良品検出波形データ生成工程と、良品用加工データにより端子圧着処理を行い、その際の圧力値の変化を示す検出波形データを生成し、記憶する良品検出波形データ生成工程と、不良品検出波形データ生成工程で記憶された検出波形データと、良品検出波形データ生成工程で記憶された検出波形データとの関係から、基準波形データと許容公差とを割り出して良否判定用データを生成する判定データ生成工程とを備える。
(もっと読む)
端子圧着不良検出装置の圧着不良判定データ設定方法
【課題】 キーワードを入力して自動で検索させることにより、多数の良否判定用データの中から探す手間を省き、考え違いによる選択ミスの発生を有効に防止する端子圧着不良検出装置の圧着不良判定データ設定方法を提供する。
【解決手段】 端子圧着不良検出装置22のメモリに、タイトル名、基準波形データ、許容公差を含む良否判定用データの多数種類が予め記憶されている。端子圧着不良検出装置22の操作画面としてのパソコン26の表示画面26aに良否判定用データ群のタイトル名に含まれるキーワードを入力して、メモリに記憶されている多数の良否判定用データ群の中から自動検索し、その検索された良否判定用データを表示させると共に、端子圧着不良検出装置22の良否判定用データとして設定する。
(もっと読む)
圧着不良端子検出方法および端子圧着装置
【課題】 本発明の目的は、より精度良く圧着不良を検出できる圧着不良端子検出方法及びこの検出方法を用いた端子圧着装置を提供することにある。
【解決手段】 本発明は、絶縁被覆電線に圧着端子90を圧着して装着する端子圧着装置1の、絶縁被覆電線の導体94に圧着端子90の導体圧着部95を圧着する導体圧着用型押部5a、絶縁被覆電線の絶縁被覆92に圧着端子90の絶縁被覆圧着部93を圧着する絶縁被覆圧着用型押部5b、及び絶縁被覆電線に圧着端子90を圧着する際に発生する全荷重が加わる部分である、例えばラム6に各々別個に荷重センサー10を取り付け、これら3箇所の荷重センサー10から得られる波形データを互いに演算加工した演算結果を、圧着端子90の正常な圧着の際得られる波形データを演算加工した演算結果と比較し、絶縁被覆電線への圧着端子90の圧着不良を検出することを特徴とする。
(もっと読む)
二重圧着工具
本発明は、絶縁を有する導電体を接触部材に固定するための二重圧着工具に関する。導体の剥き出しになった端部の領域に前部圧力部位を形成する、前部駆動カムプレート(12)と前部圧着スタンプ(16)とを有する前部圧着ユニット(3)と、導体の絶縁体の領域に後部圧力部位を形成する、後部駆動カムプレート(20)と後部圧着スタンプ(21)とを有する後部圧着ユニット(4)とを備える。圧着スタンプは、駆動カムプレート(12、20)の回転によって移動する。レバーによって二つの駆動カムプレート(12、20)は、共有の力導入部材(15、1)と連結し、圧力工程時には、最初に、前部駆動カムプレート(12)又は後部駆動カムプレート(20)の何れか一方が所定の初期圧力角度回転し、前部駆動カムプレート(12)又は後部駆動カムプレート(20)の一方が初期圧力角度に達した後、初めて前部駆動カムプレート(12)又は後部駆動カムプレート(20)の他方が回転するようになっている。 (もっと読む)
端子圧着装置
【課題】 端子を圧着する際、端子圧着力を正確に測定することが容易で、端子の圧着不良を確実に検出することができ、また、端子の種類、サイズ等の変更に備えて圧力センサ付きの型押し部や型受け部を予め多数準備しておく必要がないため、費用がかからず、装置のコストを削減することができる端子圧着装置を提供する。
【解決手段】 ケーシング20のベース22に設けられた型受け部24と、型受け部24に載置された端子Tを押圧してこれを電線Wの端末に圧着する型押し部26と、ベース22に設けられた端子圧着力を測定する圧力センサ28とを備えた端子圧着装置において、前記型受け部24と圧力センサ28との間に端子圧着力を圧力センサ28に伝達する圧着力伝達部材30が介在されている。
(もっと読む)
電動式圧着機
【課題】 圧着ダイスが直進運動する、いわゆるストレートアクションタイプのダイスの動きを自動化し、省力化、手間暇の軽減化、作業能率の向上を図る。
【解決手段】 電線1と端子2とを圧着する圧着ダイス3をモータ5で駆動する。圧着ダイス3を、圧着溝61a、63aを下面に有するクリンパー6と、このクリンパー6の下側に配置して圧着溝61a、63aに嵌入可能な圧着用突起7aを上面に有するアンビル7とを備えて形成する。このアンビル7と上記のモータ5とを、モータ5の回転力を上下方向の直線運動に変換しアンビル7を押し上げて電線1と端子2とを圧着させる動作機構14を介して接続する。
(もっと読む)
チェックメータ
【課題】 スリーブ等の被加工物の外周を4方向から中心に向かって同時かつ均等に押し潰すユニバーサルクランプを、工具として完全に使用可能な状態で、その噛合力を直接計測することのできるチェックメータを提供する。
【解決手段】 固定ヘッド(51)に装着された固定のダイス(71)と、前記固定ヘッド(51)の内側に装着され前記工具本体(20)に具備されたポンプ機構に従動するピストン(55)に係合されて連動する複数のダイス(72,73,74)により被加工物(46)を噛み締めて圧潰する液圧工具(200)の噛合力を計測するチェックメータ(100)であって、前記固定または連動するダイス(71,72,73,74)のうち対向する何れか一対のダイス(71,72)に噛み締められ前記噛合力に比例した液圧を発生する噛圧センサ部(1)と、前記噛圧センサ部(1)の発生する液圧を計測可能な圧力計(10)と、を備えた。
(もっと読む)
圧力センサ及び、この圧力センサを用いた圧着装置、並びに圧力センサの製造方法
【課題】 安価で簡単かつ小型の構造の圧着装置とするために、安価で小型の圧力センサの提供を目的とする。
【解決手段】 圧力を測定する圧力センサ1であって、ピエゾフィルム3と、このピエゾフィルム3の両面に設けられ圧力を受ける電極部材9と、この電極部材9から引き出されたリード線11とで形成されている。
(もっと読む)
通電熱カシメ接合方法と装置
【課題】通電熱カシメ接合部の部品寸法精度を飛躍的に向上させることを課題とする。
【解決手段】被カシメ接合部を正負一対の電極で挟みつけて加圧・通電して熱カシメ接合する場合に,少なくとも一方の電極を電動モータのトルク電流により加圧力と位置決め・移動速度をクローズドループ方式で制御し,その通電熱カシメ過程中に一方の電極が予め設定された通電熱カシメ接合部のモデル厚さ寸法に達したとき又はモデル厚さ寸法の僅か手前の位置に達したときに,通電中の加熱電流を遮断すると共に,電動モータのトルク制限又はトルク制御を解除し位置制御に切り替える。これによって熱カシメ接合部の変位量が最終的にモデル厚さ寸法hに達するのを検出してトルク解除した状態で正規位置を保持することができる。モデル厚さ寸法のモニタリング精度を向上することによって部品品質向上とタクトタイムの短縮を図ることができる。
(もっと読む)
1 - 18 / 18
[ Back to top ]