
Fターム[5E313FF05]の内容
電気部品の供給、取付け (45,778) | 位置決め (5,482) | 取付部品の位置決め (268) | 供給路の途中、終端での位置決め (66)
Fターム[5E313FF05]に分類される特許
1 - 20 / 66
ワーク搬送方法およびワーク搬送装置
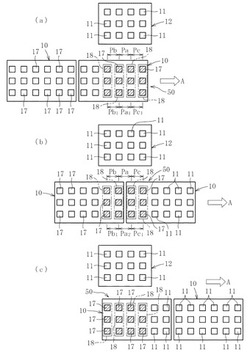
【課題】ワークを受け渡す取数が相違する場合であっても、短時間でしかも安定してワークを受け渡すことが可能なワーク搬送方法およびワーク搬送装置を提供する。
【解決手段】供給側治具12から一回の供給動作で一定数のワーク11を、一定数よりも多い数のワーク保持部17を有するワーク保持治具10におけるワーク保持部17に供給していくワーク搬送方法である。供給側治具12からの一定数のワーク11の供給動作のみを複数回行い、一つの供給動作において、2つのワーク保持治具10のワーク保持部17への供給を含ませることにより、複数のワーク保持治具10の全ワーク保持部17にワークを供給する。
(もっと読む)
部品供給装置及び部品供給方法

【課題】生産タクト向上を阻害せず、製造コストの上昇を回避すること。
【解決手段】部品供給装置10は、ダイDを搬送する吸着ヘッド16と、吸着ヘッド16からダイDを受け取った後、ダイDを表面実装装置1へ受け渡すとともに、ダイDを吸着ヘッド16から受け取る受取位置Hから、ダイDを表面実装装置1へ受け渡す受渡位置Pまでの間を往復移動する供給ステージ20と、供給ステージ20に設けられて、吸着ヘッド16が搬送したダイDを吸着するとともに、供給ステージ20が受渡位置Pから移動を開始するタイミングと受取位置Hで停止するタイミングとの少なくとも一方で気体を放出するノズル21と、を含む。
(もっと読む)
テープフィーダ
【課題】テープフィーダの横幅寸法の薄型化を実現する。
【解決手段】部品供給テープ12を部品吸着位置へピッチ送りするテープ通路部材15の上面側には、部品供給テープ12の幅方向の片側のみを保持する複数(例えば3個又はそれ以上)の横コ字型のガイド部材36〜38を、部品供給テープ12の幅方向の一方側と他方側に交互に千鳥状に配置する。複数のガイド部材36〜38を、それぞれ部品供給テープ12の幅方向内側に少しずつ寄せて配置することで、部品供給テープ12が僅かに幅方向に蛇行し又は斜めに傾いた状態に保持する。これにより、部品供給テープ12を部品吸着位置へ案内するガイド機構の横幅寸法を部品供給テープ12の横幅寸法とほぼ同じ寸法まで薄型化することができる。
(もっと読む)
部品実装装置に用いる撮像用照明ユニット及び部品実装装置
【課題】撮像対象を十分な光量で照射することができ、撮像対象の近傍の他の機器に影響を与えにくい構成の部品実装装置に用いる撮像用照明ユニット及びこの照明ユニットを用いた部品実装装置を提供する。
【解決手段】ベース部71内に、光源70から照射される照明光を平行光に変換する平行光生成用フレネルレンズ75(第1のフレネルレンズ)と、第1認識カメラ10Aの光軸l上に配置され、平行光生成用フレネルレンズ75によって平行光に変換された照明光を第1認識カメラ10Aの光軸に沿った下方に反射させるとともに、撮像対象において反射した照明光を光軸lに沿った上方に透過させるハーフミラー76を備える。
(もっと読む)
テープフィーダ
【課題】キャリアテープの停止位置精度を確保しつつテープフィーダの幅寸法を極力小さくすることが可能なテープフィーダを提供することを目的とする。
【解決手段】テープ送り機構のスプロケット20を回転駆動する駆動系の構成において、スプロケット20に設けられた円形開口部20bにスプロケット歯車部材23の一方の側面の凸部23aを嵌合させてスプロケット20と同軸で結合し、他方の側面に凸設された軸部23bをフィーダ本体部のフレーム部材24に固定して設けられた軸受け部38によって軸支する構造とし、さらに磁気式エンコーダの回転磁気円板40を凸部23aに埋設してスプロケット20と一体に回転させて、回転磁気円板40に相対向する検出器41によってスプロケット20の絶対回転位置を検出する構成とする。これにより、テープ停止位置精度を確保しつつテープフィーダ5の幅寸法Bを極力小さくすることができる。
(もっと読む)
電子部品装着装置及び電子部品装着方法
【課題】
本発明は、プリント基板の機種が変更され、部品供給装置を交換するとき等において、部品切れによる新しいテープをフィーダに装填する作業を確実に行える、または準備作業時間の短縮し、稼働率の高い電子部品装着装置及び電子部品装着方法を提供する。
【解決手段】
本発明は、所定の間隔を並んだ複数の収納部に電子部品を収納した供給テープを送り、前記収納部を、電子部品を取り出す部品取出口に順次移動させ、前記部品取出口から前記電子部品を取出しプリン基板に装着する電子部品装着装置または電子部品装着装置方法において、前記部品取出口に移動してきた前記収納部の内部の高さを計測する高さ計測センサを有することを第1の特徴とする。また、前記計測結果に基づいて前記供給テープの頭だしをすることを第2の特徴とする。
(もっと読む)
電子部品の装着方法及び電子部品の装着装置
【課題】電子部品の極性を確実に判定して、電子部品の極性を誤って、プリント基板上に装着しないようにすること。
【解決手段】CPU20は切出した画像における電子部品の左上部に検査範囲A1を設定し、この検査範囲A1の明るさを検査する。即ち、CPU20は部品認識処理装置24が認識処理結果に基づいて、検査範囲A1の明るさとして、検査範囲A1の画像の平均階調値を求める。CPU20は切出した画像における電子部品の右下部に、電子部品の中心を中心とした検査範囲A1と点対称の検査範囲A2を設定し、検査範囲A2の明るさとして、検査範囲A2の画像の平均階調値を求める。そして、CPU20は検査範囲A1及びA2の明るさの検査結果を比較して、正常か異常かを判定する。
(もっと読む)
フィーダ、供給テープの移動制御方法または供給テープの装着方法並びに電子部品装着装置
【課題】
本発明は、供給テープを自動挿入する際に、電子部品を取出口に移動させる駆動スプロケットと供給テープのスプロケット孔とを確実に係合できる制御などを行なえる信頼性の高いフィーダ及び供給テープの移動制御方法の提供、あるいは、供給テープを確実に装着できるフィーダを用いることによって稼働率の高い電子部品装着装置を提供することである。
【解決手段】
本発明は、電子部品の収納部する供給テープを挿入し、挿入された該供給テープの有するスプロケット孔と係合する挿入スプロケットを駆動して挿入し、該スプロケット孔と係合する駆動スプロケットを駆動して該取出位置に電子部品を移動させる際に、先端に半月状態より短くカットされたカットスプロケット孔を先端に有し前記挿入口から挿入された前記供給テープの該カットスプロケット孔を前記駆動スプロケットと係合する位置に制御し頭出しを行なうことを特徴とする。
(もっと読む)
部品実装装置および部品実装方法
【課題】送り穴の1ピッチ内に複数の部品収納ポケットを有するキャリアテープを対象とする場合に、簡便に部品位置検出を行うことができる部品実装装置および部品実装方法を提供することを目的とする。
【解決手段】部品実装装置の部品供給部に装着されたテープフィーダにおいて、キャリアテープ14を上面側から覆う押さえ部材23に、部品収納ポケット15bを部品吸着位置5aに位置させるためにキャリアテープ14を間歇送りする際の送り穴15aの位置を含む範囲に開口部23aを設け、部品供給動作において間歇送りの停止状態における送り穴15aを単一の認識手段によって複数回撮像してそれぞれの停止状態における送り穴15aの位置を認識し、この認識結果および送り穴15aと部品収納ポケット15bとの相対位置データに基づいて、吸着ノズル9aによる部品吸着位置を補正する。
(もっと読む)
電子部品の実装装置及び実装方法
【課題】この発明は基板の側辺部の上面にTCPを精度よく実装できる実装装置を提供することにある。
【解決手段】一側部にTCP9が実装される基板がその一側部が外方へ突出する大きさに形成されたYテーブル4と、Yテーブルの基板の一側部に対応する側辺部の上面に長手方向に沿って形成され基板の一側部の載置テーブルの上面に位置する部分を全長にわたって吸着保持する吸引部25と、載置テーブルの上面から突出した基板の一側部の下面を支持するバックアップツール8と、バックアップツールによって下面が支持された基板の一側部の上面にTCPを実装する実装ツール21を具備する。
(もっと読む)
基材上、特にラベル上にRFIDチップモジュールを取り付けるための取付装置
少なくとも1つの導体を備えた基材(4)上、特にラベル上に、少なくとも1つの電気端子を備えたRFIDチップモジュール(2)を取り付けるための取付装置が、a)多数の前記チップモジュール(2)を備えたキャリアテープ(8)から前記RFIDチップモジュール(2)を打ち抜くための打抜き装置(10)、前記打抜き装置が、打ち抜くべき1つの前記RFIDチップモジュール(2)を正確な位置で受容するための打抜き穴(20)を備えた打抜き型(22)、前記打抜き穴(20)の上に配置される打抜きパンチ(16)とを有し、1つの前記基材(4)を正確な位置で受容するための台板(24)が前記打抜き穴(20)の下に配置されており、前記打抜きパンチ(16)が前記基材(4)まで移動可能であること;b)前記RFIDチップモジュール(2)を前記打抜きパンチ(16)で保持するための吸引装置(26);c)前記RFIDチップモジュール(2)に設けられたハンダを融解して前記RFIDチップモジュール(2)の各1つの電気端子と前記基材(4)の各1つの導体との導電接続を実現する加熱装置(12)、以上の特徴を有する。 (もっと読む)
バルクフィーダ
【課題】チップ型の部品を部品搭載機構による部品取出し位置に縦姿勢で供給することができるバルクフィーダを提供することを目的とする。
【解決手段】直方体形状の部品Pを部品取出し位置35aに供給するバルクフィーダにおいて、収納室から部品Pを横姿勢で案内する部品走路34において部品取出し位置35aを部分的に下方に切除して、部品Pを長辺方向を垂直方向に向けた縦姿勢で収容可能な縦型の部品ポケット36を設け、シャッタ部材41を開にすることにより部品ポケットの2つの垂直面の対向間隔を所定隙間G分だけ増大させるとともに、部品ポケット36を下方から真空吸引することにより、部品走路34に沿って横姿勢で送られて部品取出し位置に到達した部品Pを縦姿勢に姿勢変換して部品ポケット36に収容する。
(もっと読む)
振動スティックフィーダ及び電子部品払い出し方法
【課題】払い出された電子部品が重なることがない振動スティックフィーダ及び電子部品払い出し方法を提供する。
【解決手段】スティック3を傾斜させて保持するスティック保持部4と、スティック保持部4を振動させる振動部5と、スティック3から払い出された電子部品2を受け止める受止板6と、電子部品2を押さえるための押さえ治具7と、スティック保持部4の振動時に電子部品2の進路の上部に押さえ治具7を進出させ、スティック保持部4の停止時に押さえ治具7を電子部品2の進路の上部から退出させる進退部8と、進退部8を押さえ治具7と共に昇降させる昇降部9と、押さえ治具7の下降を規制する押さえ治具規制治具10とを備える。
(もっと読む)
テープフィーダにおけるキャリアテープの位置合わせ方法およびテープフィーダにおけるキャリアテープの位置合わせに用いる治具
【課題】キャリアテープの位置合わせを容易に精度よく行うことができるテープフィーダにおけるキャリアテープの位置合わせ方法およびテープフィーダにおけるキャリアテープの位置合わせに用いる治具を提供することを目的とする。
【解決手段】基準線31と、基準線を中心としてピッチ送り方向において対称位置に配置された補助線32a、32b・・・32fを備え、背後の電子部品が透視可能な治具30をテープフィーダの吸着開口部8に重ね、対称位置にある補助線32a、32b・・・32fと電子部品3の先端部3aおよび後端部3bの位置の位置関係に基づいて、基準線31から先端部3aと後端部3bまでの距離S1、S2がピッチ送り方向において等しくなるようにキャリアテープの位置合わせを行う。
(もっと読む)
部品実装装置
【課題】基準位置パラメータの設定作業の作業効率を改善するとともに、治具の管理におけるトレーサビリティを確保することができる部品実装装置を提供することを目的とする。
【解決手段】対象となる部品の種類に応じて複数の作業ヘッドに交換自在に装着される複数の作業ツールを収納するツールストッカ15において予め指定された治具専用位置15bに、複数の駆動軸のマシンパラメータにおける動作基準位置を設定するために共通に用いられる高さ用治具74、センタ位置用治具75、回転位置用治具76を収納しておき、ティーチング処理部に複数の作業ヘッドにこれらの治具を装着するための治具装着動作および動作基準位置の設定に必要なデータを取得するためのデータ取得用動作を自動的に行わせる構成とする。
(もっと読む)
部品実装装置および部品実装方法
【課題】ヘッド等の駆動誤差に起因する部品の搭載誤差を基板の生産性を損なうことなく検知する。
【解決手段】部品実装用のヘッド8を備えたヘッドユニット7により部品を保持して実装作業位置の基板P上に実装する部品実装装置において、実装作業位置の基板Pよりも外側に配置される模擬実装用のテーブル20と、このテーブル20上に搭載される治具部品を撮像可能な基板認識カメラ9とを有するとともに、前記ヘッド8によりテーブル20上に治具部品を搭載すると共に当該部品を基板認識カメラ9により撮像することにより、その画像データに基づき目標位置に対する治具部品の搭載誤差を演算する所定のキャリブレーション処理を実行する制御部を有する。
(もっと読む)
バルクフィーダ
【課題】部品の方向性を揃えるときに該部品が受けるダメージを軽減できるバルクフィーダを提供する
【解決手段】バルクフィーダの方向変換部は、(1)ロータ装着孔14cを有し、且つ、部品挿入位置と部品排出位置との間を移動可能なスライダ14と、(2)1個の部品ECを所定向きで収容可能な凹部15cを有し、且つ、スライダ14のロータ装着孔14cに回転自在に配置されたロータ15と、(3)ロータ15に対する選択的な接触を可能とし、且つ、ロータ15に接触した状態ではスライダ14の移動に伴って該ロータ15を所定角度回転させるための動力を付与する回転力付与部材16と、(4)ロータ15の凹部15c内に収容された部品ECの方向性を検出する方向性検出センサ19と、を備える。
(もっと読む)
電子部品供給装置
【課題】テープ送り穴の間隔の誤差を吸収して、安定で且つ高精度な送りを可能とする。
【解決手段】テープ送り方向及びテープ1に対して垂直方向へ互いに独立して移動可能な第1及び第2の送りピン10、20と、該第1及び第2の送りピンを、それぞれテープ送り方向に駆動するための駆動源31、38と、両方の送りピンが垂直線上に並んだ位置を基準として、両方の送りピンが互いに反対方向に同じ量だけ同期して移動するよう、各ピンの移動量に応じて、各駆動源を、それぞれフィードバック制御することにより、各送りピンをテープ送り方向に平行移動させる手段と、前記平行移動に際して、送りピンを互いに干渉しないよう上下動させながらテープ送り穴2へ抜き挿しさせると共に、両方の送りピンが互いに反対方向に同じ量だけ同期して昇降するよう、各送りピンをテープに対して垂直方向へ移動させる手段とを備える。
(もっと読む)
表面実装機および部品供給装置
【課題】各々の送り歯の回転角度位置を検出するためのセンサ部材を用いることなくスプロケットの回転角度位置を検出することが可能な表面実装機および部品供給装置を提供する。
【解決手段】この表面実装機100は、部品120を収納するテープ121の係合孔122bと係合する送り歯51aと、送り歯51aの位置を示す位置検出標識80とを有するスプロケット51を回転させる駆動モータ52とを含み、スプロケット51を回転させてテープ121を送り出すテープフィーダ110がセットされる表面実装機本体105と、位置検出標識80を撮像する基板撮像装置27とを備え、基板撮像装置27がスプロケット51の位置検出標識80を撮像することにより、撮像された位置検出標識80の画像に基づいて送り歯51aの回転角度位置を検出するように構成されている。
(もっと読む)
電子部品装着装置
【課題】本発明の目的は、電子部品装着装置の装置本体への荷重負担が少ない部品供給装置を提供することである。
【解決手段】電子部品装着装置において、部品供給装置が、所定のパレットを引き出し機構により引き出すために鉛直方向に移動可能とするエレベータ機構と、パレット上のトレイから電子部品を取出し移載する移載装置と、吸着ノズルによって電子部品がピックアップされるピックアップ領域との間で往復移動可能とする供給装置とを具備してなるカート部とを有し、エレベータ部とカート部とが着脱可能であることを特徴とする。
(もっと読む)
1 - 20 / 66
[ Back to top ]