
Fターム[5G307BB02]の内容
Fターム[5G307BB02]に分類される特許
81 - 100 / 133
配線用導体およびその製造方法
【課題】コネクタとの嵌合など大きな外部応力がかかる環境下においても、導体周囲のSnめっき膜表面やはんだからウィスカが発生するおそれが少なく、また、高温・高湿環境下においても接触抵抗が増大することのないPbフリーの配線用導体およびその製造方法を提供するものである。
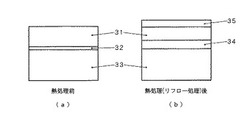
【解決手段】本発明の配線用導体は、少なくとも表面の一部にPbフリーのSn系材料部31と心材33となる金属材料からなる複合材であり、心材33とSn系材料部31との間に所定厚さのNi−P中間層32を設け、その後、リフローを行い、そのNi−P中間層32をSn系材料部31中に拡散させてNi−P中間層32を消失させると共に、Sn系材料部31の表面に、Sn酸化物とP酸化物からなる複合膜(又はSn酸化物とリン酸塩化合物からなる複合膜)35を形成したものである。
(もっと読む)
環境絶縁的な合金を有するクラッド銅ワイヤ

燃料電池のための電流コレクタは、高伝導金属の内部コア45と、環境絶縁材料である外部クラッド60とを有する少なくとも1つのワイヤを備える。電流コレクタは酸化及び還元の両環境において利用される。 (もっと読む)
銅合金
【課題】耐軟化性に優れる銅合金、この銅合金からなる銅荒引線の製造方法、この銅合金からなる銅荒引線及び電線用導体を提供する。
【解決手段】この銅合金は、質量割合で、Sn,Pb,Fe,Ag,Ni及びZnを合計100ppm以上1000ppm以下含有し、更に、酸素を100ppm以上650ppm以下含有し、残部が銅及び不可避的不純物からなる。Sn,Pb,Fe,Ag,Ni及びZnの各元素の含有量は、質量割合で、Sn:0超800ppm以下、Pb:0超30ppm以下、Fe:0超50ppm以下、Ag:0超300ppm以下、Ni:0超100ppm以下、Zn:0超100ppm以下である。特定量の添加元素を含有することで、酸素含有銅でありながら、無酸素銅と同等以上の耐軟化性を有する。銅荒引線は、バッチ炉で作製した上記銅合金からなる溶湯を連続鋳造圧延して製造する。電線用導体は、この銅荒引線に延伸加工を施して製造する。
(もっと読む)
圧延板材
【課題】自動車、電車や機関車などの車両に代表される移動体に搭載される電気・電子機器に使用される端子の信頼性を具現する応力緩和特性試験方法と、その試験方法による応力緩和特性を満足する圧延板材を提供する。
【解決手段】Crを0.1〜1.0mass%、Snを0.05〜1.5mass%、Znを0.05〜1.5mass%含み、残部Cuと不可避不純物からなる銅合金を冷間圧延した圧延板材であって、その圧延方向に対して平行方向及び直角方向の前記圧延板材に対する嵌合式応力緩和試験における150℃、1000時間経過後の応力緩和率が、共に50%以下である圧延板材。
(もっと読む)
同軸ケーブル、及び同軸ケーブル用内部導体の製造方法
【課題】銅製の線材の表面に錫メッキ層を形成した内部導体を有する同軸ケーブルにおいて、表皮効果による高周波信号の減衰を抑える。
【解決手段】内部導体を絶縁体、外部導体およびシースで順に覆った同軸ケーブルであって、上記内部導体が、銅製の線材22の表面に、平均厚0.5〜0.6μmの錫メッキ層を有する。この錫メッキ層は、溶融メッキ法で形成され、溶融錫61に浸漬した後、ダイス62のダイス穴63を通過させる。そして、錫メッキ層に対して、ダイス62による目付制御と表面の平滑化を行い、表面が滑らかな錫メッキ層を形成する。
(もっと読む)
放電加工のための電極ワイヤ
【課題】破砕γ相真鍮表面層を備えると同時に、切断ステップ中に高い機械か効率を保持し、仕上げステップ中により良好な放電加工特性をもたらし、具体的には0.4より下の波形パラメータWtによって特徴付けられるより滑らかな機械加工表面を可能にする、新規な放電加工ワイヤ構造を設計する
【解決手段】本発明に従った電極ワイヤは、ブロック(2a)に破砕される構造を有するγ相真鍮コーティング(2)で被覆される真鍮コア(1)を含み、コアはブロック間に露出される。ブロック(2a)は、狭い分配を備える厚さ(E2)を有し、50%よりも大きい被覆率に従ったコア(1)の被覆率をもたらす。これはコーティングの規則的な形成をもたらし、それは機械加工部分の仕上げ状態を向上する。
(もっと読む)
太陽電池用はんだめっき線及びその製造方法並びに太陽電池
【課題】タフピッチ銅(TPC)を導体材料とした従来の太陽電池用はんだめっき線よりも0.2%耐力が低く、無酸素銅(OFC)を導体材料とした従来の太陽電池用はんだめっき線と同等又はそれ以下の0.2%耐力を備え、かつ低コストである太陽電池用はんだめっき線及びその製造方法並びに太陽電池を提供するものである。
【解決手段】本発明の太陽電池用はんだめっき線2は、太陽電池セル1に接合すべく、断面平角状に形成された導体3の表面の一部又は全部にはんだめっき4が被覆されたものであり、導体3を、Nb、Ti、Zr、V、Ta、Fe、Ca、Mg又はNiから選択される1種又は2種以上の硫黄親和性金属を含有し、残部が酸素含有量が10massppmを超える銅及び不可避的不純物である銅材で構成したものである。
(もっと読む)
太陽電池用はんだめっき線及びその製造方法並びに太陽電池
【課題】タフピッチ銅(TPC)または無酸素銅(OFC)を導体材料とした従来の太陽電池用はんだめっき線よりも0.2%耐力が低い太陽電池用はんだめっき線及びその製造方法並びに太陽電池を提供するものである。
【解決手段】本発明の太陽電池用はんだめっき線2は、太陽電池セル1に接合すべく、断面平角状に形成された導体3の表面の一部又は全部にはんだめっき4が被覆されたものであり、導体3を、Nb、Ti、Zr、V、Ta、Fe、Ca、Mg又はNiから選択される1種又は2種以上の硫黄親和性金属を含有し、残部が酸素含有量10massppm以下の銅及び不可避的不純物である銅材で構成したものである。
(もっと読む)
太陽電池用はんだめっき線及びその製造方法
【課題】高導電率でありながら低コストで、尚且つプロセス中の熱処理時に材料間の粘着のない太陽電池用はんだめっき線及びその製造方法を提供するものである。
【解決手段】本発明の太陽電池用はんだめっき線2は、太陽電池セル1に接合すべく、断面形状が平角状に加工された導体3の表面にはんだめっき4を被覆したものであり、導体3を、100ppm以下のPを含有し、残部が銅及び不可避的不純物であり、体積抵抗率が30μΩ・mm以下の銅合金で構成したものである。
(もっと読む)
EMI対策ノンシールドケーブル及び耐ノイズ強化シールドケーブル。
【課題】従来は、撚り線構造の導体に中心単一導体を使用していたので、外周に編組シールドを施すことが必要になるので、端末加工の作業性や可とう性とコスト面で難があるだけでなく、ケーブルの可とう性、取り扱い性においても課題が残されていた。
【解決手段】中心単線導体または、複数の導体素線を撚り合わせた撚り線導体の中心層の外周部に、より抵抗率の大きな導体例えば、めっき層や特殊合金素線や高抵抗めっき素線を施すことにより、可とう性とコスト面で優れているだけでなく、前記より抵抗率の大きな導体部分で、EMI規定領域において、高周波ノイズ成分が熱に替わり、放射ノイズが放出されないので、EMI対策ノンシールドケーブルが得られる。このケーブルに通常シールドを施すことにより、従来シールドケーブルより、更に、耐ノイズの強化をはかったシールドケーブルである。
(もっと読む)
太陽電池用はんだめっき線およびその製造方法
【課題】太陽電池を薄板化した場合でも接続用リード線の接合時に太陽電池の反りもしくは破損が生じにくい太陽電池用はんだめっき線を提供する。
【解決手段】平角状に形成された導体の表面の一部又は全部にはんだめっきが被覆された太陽電池用はんだめっき線において、前記導体の引張り試験における0.2%耐力値が90MPa以下であり、かつ前記導体の結晶粒径が20μm以上300μm以下である。
(もっと読む)
導電性部材を装置に接続する方法
導電性部材を装置に接続する方法
電気的接続用の導電性部材(「接続部材」)を所望の装置に溶接により連結する方法であって、該接続部材が、高導電性プレート本体上に形成された腐食防止被覆層、及び該接続部材の一端に形成されたエンボス加工された構造を包含し、該方法が、該エンボス加工された構造の突出部が該装置の予め決められた、該接続部材が該装置と接続される区域と接触するように該接続部材を配置すること、溶接ロッドを、該突出部に対向する窪みと接触させること、及び抵抗溶接を行うことを含んでなる、方法、及び該連結方法により連結された導電性接続部材を開示する。この連結方法には、価格競争力が低いニッケルを置き換え、溶接工程の際に引き起こされる問題を解決し、それによって、生産性を大きく向上させ、欠陥の可能性を大きく低下させるという効果がある。  (もっと読む)
(もっと読む)
耐食導電被覆材料及びその製造方法
【課題】燃料電池用金属セパレータ、電気接点、端子、色素増感型太陽電池用電極に用いることができ、量産性に優れた金属基材に、耐食性と電気伝導性とに優れたπ共役系導電性高分子層を被覆し、良好な導電性と耐食性を兼ね備え、安価で量産性に優れた耐食導電被覆材料及びその製造方法を提供すること。
【解決手段】表面が粗面加工された金属基材上に被覆されるπ共役系導電性高分子層の少なくとも一部が、該金属基材表面に付着された導電性微粒子を介して被覆されていることを特徴とする耐食導電被覆材料。
(もっと読む)
耐屈曲性ケーブル用導体及びその製造方法並びにその導体を用いた耐屈曲性ケーブル
【課題】導電率98%IACS以上、伸び率15%以上を満たし、かつ、生産性を低下させることなく、耐屈曲性を向上させた耐屈曲性ケーブル用導体及びその製造方法並びにその導体を用いた耐屈曲性ケーブルを提供するものである。
【解決手段】本発明に係る耐屈曲性ケーブル用導体は、単一組成の銅又は銅合金で構成されるものであり、最終線径近くまで伸線し、焼鈍して導体線材を作製し、その導体線材に、最終線径まで、かつ、破断時の伸び率が15%以上となるように冷間加工を施して、最終線材の表面部を中央部より硬く形成したものである。
(もっと読む)
銅合金板材およびその製造法
【課題】Cu−Ni−Si系銅合金において、強度、導電性を良好に維持しながら、特に応力緩和特性と曲げ加工性を高レベルに両立した銅合金板材を提供する。
【解決手段】質量%で、Ni:0.6〜4.2%、Si:0.2〜1.0%、Sn:0.1〜1.3%を含有し、必要に応じてZn:2.0%以下、あるいはさらにCo、Cr、Mg、B、P、Fe、Zr、Ti、Mnの1種以上を合計3%以下の範囲で含有し、残部実質的にCuの組成を有し、下記(1)式を満たす双晶帯密度NGを有する銅合金板材。
NG=(D−DT)/DT≧0.3 ……(1)
ここで、DTは双晶帯を結晶粒界とみなして測定される平均結晶粒径、Dは双晶帯を結晶粒界とみなさないで測定される同平均結晶粒径である。
(もっと読む)
太陽電池用はんだめっき線およびその製造方法
【課題】 太陽電池との接合信頼性が十分得られ、かつ太陽電池との接合時に太陽電池の反りを少なくするために要求されるはんだめっき被覆による0.2%耐力の増大を抑制することを可能とする。
【解決手段】 平角状に形成された導体の表面の一部又は全部にはんだめっきが被覆された太陽電池用はんだめっき線であって、前記太陽電池用はんだめっき線の引張り試験における0.2%耐力値が90MPa以下であり、かつ前記被覆されたはんだめっきの厚さが5〜120μmである。
(もっと読む)
線材の製造方法、線材の製造装置および銅合金線
【課題】連続焼鈍によって時効処理を行うことができる、線材の製造方法、線材の製造装置および配線用電線導体等に用いられる銅合金線を提供する。
【解決手段】線材繰り出し装置と、線材巻き取り装置と、線材繰り出し装置および線材巻き取り装置の間に設けられて、通過経路に沿って折り返して時効析出型銅合金線材が通過する走間焼鈍装置とを備えた線材の製造装置。走間焼鈍装置の上流側にタンデムに時効析出型銅合金線材を昇温する通電加熱焼鈍装置をさらに備えていてもよい。走間焼鈍装置の上流側に時効析出型銅合金線材を溶体化処理する別の通電加熱装置をさらにタンデムに備えていてもよい。また、走間焼鈍装置のかわりに通電加熱装置をタンデムに接続して時効処理のための走間加熱装置を構成してもよい。また、これらの装置を用いることにより、直径が0.03mm以上3mm以下の範囲において時効析出型銅合金線を得る。
(もっと読む)
リード線、アルミニウム電解コンデンサ用リード端子およびアルミニウム電解コンデンサ
【課題】 アルミニウム電解コンデンサのアルミニウムリードに、鋼素線に銅めっきと錫めっきをしたリード線を溶接している。リード線表面が錫めっきのためアルミニウムリードとリード線の溶接部分から錫ウィスカが発生する。
【解決手段】 本発明のリード線10は、鋼素線11表面に内側から順に、銅層12、ニッケル層13、錫層14が積層されてなる。本発明のリード線10は最も錫ウィスカの発生しやすいアルミニウムリードと溶融一体化した部分でも、錫原子がニッケル原子と金属間化合物をつくり、鉄原子、銅原子、アルミニウム原子と溶け合う。このため錫原子が集まってウィスカの発生源となる錫粒子をつくることが防止される。また希少金属を必要としないので安価であり資源不足の心配もない。
(もっと読む)
PbフリーのSn系材料及び配線用導体並びに端末接続部並びにPbフリーはんだ合金
【課題】PbフリーのSn系材料部の表面におけるウィスカの発生を抑制したPbフリーのSn系材料及び配線用導体並びに端末接続部並びにPbフリーはんだ合金を提供するものである。
【解決手段】本発明に係る配線用導体は、少なくとも表面の一部にPbフリーのSn系材料部を有するものであり、Sn系材料部の母材に、変態遅延元素としてSb、Bi、Cd、In、Ag、Au、Ni、Ti、Zr、Hfから選択される少なくとも1種の元素および酸化抑制元素としてGe、P、Zn、K、Cr、Mn、Na、V、Si、Al、Li、Mg、Caから選択される少なくとも1種の元素をそれぞれ添加し、リフロー処理したものである。
(もっと読む)
電気複合めっき線材、電気複合めっき線材の製造方法及び製造装置
【課題】線材の長さ方向における電気伝導性に優れた電気複合めっき線材、電気複合めっき線材の製造方法及び電気複合めっき線材の製造装置を提供すること。
【解決手段】長軸と短軸の長さ比が10以上の微粒子をその長軸方向が電気複合めっき線材長さ方向に沿うように含有している電気複合めっき被膜を線材表面に形成して成る電気複合めっき線材。該線材は、有底容器12と筒状陽極14を備えるめっき液槽10、複合めっき液流れ制御手段20及び線材走行制御手段30を具備し、複合めっき液流れ制御手段20が筒状陽極14内で複合めっき液4を一方向に流し、線材走行制御手段30が筒状陽極14内で複合めっき液4の流れと同一又は逆方向に線材2を走行させる装置を用いることによって製造する電気複合めっき線材製造方法および該製造装置。
(もっと読む)
81 - 100 / 133
[ Back to top ]