
Fターム[5H615PP02]の内容
電動機、発電機の製造 (29,087) | 電機の対象部分 (6,881) | 回転子 (851)
Fターム[5H615PP02]の下位に属するFターム
カゴ形回転子 (41)
爪(クローポール)形回転子 (35)
Fターム[5H615PP02]に分類される特許
1 - 20 / 775
回転電機のロータ及びその製造方法
ロータコアの固定方法、および、その方法によって固定された回転電機のロータ
ロータ、及びロータ製造方法
回転電機用冶具、及び回転電機の回転子挿入方法、並びに引抜き方法
回転電機用ロータ及びその製造方法
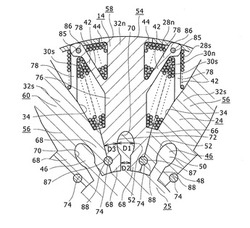
【課題】回転電機用ロータにおいて、ステータで発生する磁束をロータコイルに多く鎖交させて、ロータコイルに生じる誘導電流を大きくすることである。
【解決手段】ロータ14は、それぞれ鋼板を含む複数の板部材58,60が積層される積層体を含み、コイル28n、28s、30n、30sが巻き回しされる複数のコア要素54,56を含む。複数のコア要素54,56は、隣り合うコア要素54,56の間に、一方のコア要素54から突出するように形成され、かつ、第1板部材58により形成される一方の補助突極42と、隣り合う2つのコア要素54,56の間に、他方のコア要素56から突出するように形成され、かつ、第1板部材58により形成される他方の補助突極42とを含む。それぞれの補助突極42に、互いに軸方向に整合するピン孔85を形成し、それぞれのピン孔85に連結ピン86を貫通させる。
(もっと読む)
永久磁石式電動機の回転子及びその製造方法並びに永久磁石式電動機

【課題】永久磁石式電動機の効率を落とすことなく、永久磁石から発生する磁束を有効に利用することで更なる高効率化につながり、かつ、高速運転での機械的な強度の信頼性を向上した永久磁石式電動機の回転子を提供する。
【解決手段】回転子100は、電磁鋼板が複数枚積層され、回転子の中心側に配置された第1継鉄部1と、第1継鉄部1の外周側に配置された複数個の永久磁石2と、電磁鋼板が複数枚積層され、永久磁石2の外周側に配置された第2継鉄部3と、第2継鉄部3の外周側に設けられ、第1継鉄部1、永久磁石2及び第2継鉄部3を第2継鉄部3の外周側から回転子中心側に押しつけるリング部4と、を有するものである。
(もっと読む)
電動機および電動機の組み立てに用いられるギャップゲージ
【課題】固定子と回転子とが均一な間隔となるようにギャップゲージを介して回転子を組み込み、ギャップゲージを容易に取り外して組み立てを行う電動機および電動機の組み立てに用いられるギャップゲージを得ること。
【解決手段】固定子10と固定子10の内周側に所定間隔を隔てて回転可能に配置される回転子20とを有する電動機で、各ティース部12の内周側先端面は、回転子20の外周面と径方向に対向し、回転子20は複数の磁石を埋め込む磁石埋め込み型の回転子で、磁石の外径側を磁極部とし、磁石と磁石の間の外径側を極間部としたとき、磁極部の外周に半径Rの円弧と、極間部の外周に切り欠き部と、切欠き部から外径側に延びる突起部とを備え、突起部の頂点と回転子の中心との距離がRで、円弧の周方向端部と突起部との周方向長さがティース部12の内周側先端面の周方向長さLSより小さく構成されている。
(もっと読む)
回転機用ロータおよびその製造方法
【課題】ブリッジ部の半径方向の幅を広げ、かつブリッジ部における漏れ磁束を減少させることができる回転機用ロータおよびその製造方法を提供する。
【解決手段】ブリッジ部22の少なくとも一部を加熱溶融してキーホール6を形成し、キーホール6の周囲に非磁性元素81を配置している。これにより、ブリッジ部22の半径方向の幅を広げても、ブリッジ部22を非磁性化することができ、ブリッジ部22における漏れ磁束を減少させ、回転機の高出力化を図ることができる。また、ブリッジ部22の半径方向の幅を広げることで、ブリッジ部22の強度を高めることができ、ロータ2の高速回転時の遠心力によるブリッジ部22の破断を防止することができる。
(もっと読む)
積層鉄心の製造方法
【課題】回転子鉄心片を転積するダイの転積時間と固定子鉄心片を転積するダイの転積時間を実質的に一致させて、複数の打ち抜き工程を有する金型装置をより効率的に作動させて、積層鉄心を比較的短時間で製造可能な積層鉄心の製造方法を提供する。
【解決手段】薄板条材10を複数のステーション(A)〜(H)を有する金型装置に通して、第1、第2のダイ22内に、回転子鉄心片11及び固定子鉄心片12をそれぞれ打ち抜き、転積された回転子鉄心23及び固定子鉄心24を製造する積層鉄心の製造方法において、第1のダイ22内で積層された回転子鉄心23の転積を行う時間t1と、第2のダイ22内で積層された固定子鉄心24の転積を行う時間t2を±10%の誤差の範囲で、一致させた。
(もっと読む)
回転機用ロータおよびその製造方法
【課題】コギングトルクを低減することができる低コストな回転機用ロータおよびその製造方法を提供する。
【解決手段】保持環10の非保持部11は、加熱溶融しながら非磁性化元素を供給することにより非磁性化されている。非保持部11においては、非磁性化元素が合金化して非磁性化が進むが、非保持部全体を均一に非磁性化することはできず、非保持部11の溶融中心から溶融端部に向かうに従って非磁性体から強磁性体へと緩やかに変化することになる。よって、ロータの回転中におけるコギングトルクを低減することができる。また、保持環10に鉄系の強磁性体を使用しているため、材料コストは安価である。このため、保持環10の厚さを従来の極薄の保持環の厚さよりも厚く加工することができ、加工コストを低く抑えることができる。
(もっと読む)
回転電機用ロータおよび電動パワーステアリング用モータ
【課題】シャフト圧入時、ロータコア外周平面にうねりが発生し、マグネットの接着強度マグネット貼り付け精度を低下させていた。ロータコア外周平面のうねりを抑えるために圧入代を小さくした場合は、ロータコアの回りトルクが小さくなるためうねり抑制と必要なロータコアの回りトルク確保が困難であった。
【解決手段】鉄板を回転積層したロータコア外径面の接着面にマグネットを接着する回転電機のロータにおいて、積層されたロータコアに形成したシャフト貫通孔の内周面に、鉄板の孔径を変えることによって凹凸部を形成し、シャフト貫通孔の両端開口部には凸部を配置すると共に、圧入部に筋立て形状の凸状部を有するシャフトをシャフト貫通孔に圧入して組付け、凹部を2箇所以上、凸部箇所を凹部の箇所プラス1箇所とすると共に凹凸部とシャフトとの各径寸法を、シャフト本体径<コア凸部径<シャフト筋立て径<コア凹部径に設定したものである。
(もっと読む)
ロータとその製造方法
【課題】磁石を確実に固定することができて、ロータコアの遠心力に対する強度の向上を図ったロータコアを提供する。
【解決手段】鋼板2を積層してなるロータコア1であって、各鋼板2には、複数の磁石穴3aと、磁石穴3aよりも軸心寄りに位置する小穴6と、磁石穴3aと小穴6との間にあり、径方向で所定量ずつオフセットしている中間穴7a〜7hと、を形成してある。鋼板2の積層状態で、磁石穴3aは軸心方向に貫通するスロット部3を、小穴6は同じく樹脂注入穴16をそれぞれ形成していて、スロット部3には磁石4が挿入される。さらに、中間穴7a〜7h同士が積層方向および径方向でそれぞれオフセットしながら連通して、スロット部3と樹脂注入穴16とを連通させる放射状の連通穴17を形成している。
(もっと読む)
モータ用ロータとその製造方法
【課題】積層された電磁鋼板と永久磁石が面接触して電気的に通電し、面接触する電磁鋼板の端面と永久磁石との間で大きな渦電流が形成され、渦電流損失が増加するといった課題を解消することのできるモータ用ロータとその製造方法を提供する。
【解決手段】電磁鋼板1が積層されてなるロータコア10と、永久磁石2とからなるモータ用ロータ20の製造方法であって、少なくとも一方の積層面に絶縁被膜3を有したそれぞれの電磁鋼板1の永久磁石2と接する端部1bを同一方向に折り曲げ加工し、積層してロータコア10を製造し、永久磁石2を配設してロータコア10に固定してモータ用ロータ20を製造する。
(もっと読む)
直流モータおよび直流モータの巻線方法
【課題】スロットを整流子片の半数とする構成を採用しつつ、高出力化にも対応することができる直流モータおよび直流モータの巻線方法を提供する。
【解決手段】6つのブラシ15を設けたので、ブラシ15を6つ未満とする場合に比べて、1つのブラシ当たりの負荷電流が低減される。また、同電位となるべき整流子片41間を接続する均圧線も存在しない。さらに、各ティース36の逆巻線33aおよび順巻線33bは、互いに異なる正負のブラシ間における同位相の整流子片41に導通される。このため、同極で分散された3つのブラシ15の各整流子片41に対する接触タイミングが同期しない場合であれ、互いに120°だけ位相がずれた3組の逆巻線33aおよび順巻線33bの少なくとも一方は、同時に励磁または非励磁の状態になる。
(もっと読む)
ロータ分離装置
【課題】家電製品等から採りだして簡易的に分解することによって得られたモータのロータアッセンブリから、容易に希土類磁石を取り出してリサイクルすることが可能になるロータ分離装置を提供する。
【解決手段】希土類磁石を有するロータ5の中心に形成された孔部5aにシャフト2が挿入されて嵌め合いにより固定され、シャフト2の一端部にシェル4が一体的に設けられたロータアッセンブリ1からロータ5を分離する装置であり、架台10にロータ5のシェルとの対向部をシャフトの軸線方向に支持する支持部材18,19と、シェル4の対向部に当接する押出プレート20と、押出プレート20を支持部材による支持方向と反対方向に押圧する流体圧シリンダ16とを設け、かつロータ5と当接する支持部材18、19を非磁性体によって形成した。
(もっと読む)
部品の挿入方法、及び、挿入装置
【課題】簡単な構造で、高速、高精度に部品を部品収納部に挿入することができる部品の挿入方法、及び、挿入装置を提供する。
【解決手段】部品5をワーク2に設けられた部品収納部3に挿入する部品の挿入方法であって、部品5を部品収納部3に案内するためのガイド部材20と、部品収納部3と、の位置を位置決め部材30を挿入することで位置合わせする第1工程と、ガイド部材20を、第1工程で位置合わせした状態で固定する第2工程と、ガイド部材20の案内面21に、部品5を配置する第3工程と、部品5を押圧部材30で押圧し、部品収納部3に挿入する第4工程と、を有する。
(もっと読む)
回転子組立装置
【課題】永久磁石がその内部に埋め込まれた回転子を固定子に挿入する際もしくは引き抜く際に、回転子と固定子間に発生する磁気吸引力のアンバランスによって、コア表面やコイルエンドに傷がついたり、また引き抜く際に大きな力が必要となったりする。
【解決手段】回転子組立装置は、永久磁石に隣り合うスリット2に挿入されるバー13であって、少なくとも一部が挿入されるスリット2と同形状の断面形状を持つバー13を有する。電動機の組立もしくは分解の際に、このバー13を、回転子のスリット2に挿入することによって、回転子と固定子の間に発生する磁気吸引力を低減させる。
(もっと読む)
回転電機用コアの製造方法及びコア板の打ち抜き装置
【課題】コア板を磁石保持孔のコア板外周側や内周側の端縁部が分離された状態で打ち抜き形成する場合でも、そのコア板を積層方向に隣接するコア板上に正確に位置決めして積層することができる回転電機用コアの製造方法及びコア板の打ち抜き装置を提供する。
【解決手段】ダイ22及びパンチ23により、帯板状のワークWから磁石保持孔15を有するコア板12,13を打ち抜き、そのコア板12,13を積層して回転電機用コアを製造する。コア板12,13の打ち抜き時にその打ち抜きに先行して、パンチ23に設けられた押さえ部26により、磁石保持孔15のコア板外周側の内側縁部を押さえる。コア板12,13の打ち抜きと同時に、パンチ23に設けられた突部27により、磁石保持孔15の外側部分を積層方向に隣接するコア板13,12の外側部分に対してダボ18で結合する。
(もっと読む)
整流子の製造方法
【課題】整流子の絶縁体を金型で樹脂成形する際、成形樹脂が外側にはみ出てしまうことを抑制することができる整流子の製造方法を提供する。
【解決手段】円筒素材22の軸方向端部は、軸方向に突出する複数の突出部(各ライザ14の折り曲げ端部14a、第1及び第2中爪15,16の折り曲げ端部15a,16a)を有する段差状に形成される。そして、第1及び第2金型32a,32bにそれぞれ設けられた耐熱ゴム部材34a,34bを各折り曲げ端部14a,15a,16aの周方向の隙間に入り込ませてシールし、その状態で円筒素材22の内側に樹脂材料を封入する。
(もっと読む)
ディスクモータ及びそれを備えた電動作業機、並びにディスクモータのバランス調整方法
【課題】別部材を追加する場合と比較して部品点数の増加及びコストアップを抑え且つディスクモータの長所である扁平を維持でき、さらにモータ完成品の状態でのバランス取りが可能なディスクモータ及びそれを備えた電動作業機、並びにディスクモータのバランス調整方法を提供する。
【解決手段】コイルパターン92の外周部はバランス取り用領域として確保され、バランス取り用領域に、コイルパターン92とは電気的に絶縁されたバランス取り用パターン93が設けられている。バランス取り用パターン93は、コイルパターン92と同材質であり、絶縁基板90からの高さがコイルパターン92と略同一である。バランス取り用パターン93は、コイルパターン92を囲む連続したリング状である。バランス取り用領域に穴開け加工、切欠加工をしたり、バランス取り用パターン93上にハンダ盛りを形成することで、バランス調整が可能である。
(もっと読む)
1 - 20 / 775
[ Back to top ]