
国際特許分類[B21B27/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | ロール;使用中におけるロールの潤滑,冷却または加熱 (525)
国際特許分類[B21B27/00]の下位に属する分類
ロールの形状または構造 (242)
ロールの潤滑,冷却,加熱 (161)
国際特許分類[B21B27/00]に分類される特許
71 - 80 / 122
放電コーティング圧延用ロール、圧延用ロールの表面処理用消耗電極および放電コーティング装置、並びに、圧延用ロールの表面処理方法
【課題】電極が加工油の高流速中にさらされた状態においても、放電により均一にコーティングする技術を確立することによって、ブリキ用や自動車用に供される冷延鋼板の圧延加工等で使用される圧延用ロール、圧延用ロールの表面処理方法および表面処理用電極、並びに圧延用ロール用表面処理装置を提供する。
【解決手段】 主成分としてTi、Zr、Ta、Nb、W、Cr、Ni、Coのうちいずれか1種、または2種以上と、不可避的不純物とを含み、原料粒径が10〜500μmであり、気孔率が30〜70%の多孔質体である消耗電極。
(もっと読む)
ロールの製造方法及びこれを用いて製造したロール

【課題】 ロール本体と溶射被膜との密着性を従来よりも向上させ、溶射法により製造したロールの使用範囲を広げることが可能なロールの製造方法及びこれを用いて製造したロールを提供する。
【解決手段】 ロール本体10の表層部11を硬化させ、その表面に結合材を含む硬質セラミックスを、溶射速度800m/秒を超え1200m/秒以下で高速溶射し、気孔率が1.5体積%以下の溶射被膜12を形成する。また、ロール本体10の表層部11は、硬化肉盛層の形成又は焼入れにより硬化させる。
(もっと読む)
圧延ロール用外層材および圧延ロール
【課題】 優れた耐摩耗性、靭性および炭化物の均質性を具備するとともに、耐凹み疵性に極めて優れた圧延ロール用外層材およびそれを用いた圧延ロールを提供することを目的とする。
【解決手段】 ビッカース硬さがHv550〜900の基地に、面積率でMC炭化物が20〜60%、円相当直径で1μm以上のM2C、M6CおよびM7C3炭化物の総量で0〜3%分散した組織であって、ロックウェルCスケール硬さ(HRC)の実測値が62以上で、かつ下記(s)式を満足することを特徴とする圧延ロール用外層材。
(ロックウェルCスケール硬さの実測値)−(基地のビッカース硬さ(Hv)を下記(t)式でHRC単位に換算した値F)≧2・・・(s)
ここで、
F=−4.47×10−5×Hv2+0.106×Hv+7.82・・・(t)
(もっと読む)
圧延ロール用外層材および圧延ロール
【課題】優れた耐摩耗性および耐肌荒れ性を具備するとともに、外層材に高い縦弾性係数を付与することによりロールの偏平を抑制し、圧延の安定性に優れ、製造コストが比較的安価なた圧延ロール用外層材およびそれを用いた圧延ロールを提供する。
【解決手段】圧延ロール用外層材イはビッカース硬さがHv550〜900の基地に、面積率でMC炭化物が20〜60%、円相当直径で1μm以上のM2C、M6CおよびM7C3炭化物の総量が0〜5%分散した組織であって、縦弾性係数が240GPa以上である。
(もっと読む)
熱間圧延用複合ロールの製造方法および熱間圧延用複合ロール
【課題】 耐折損性に優れた熱間圧延用複合ロールの製造方法を提案する。
【解決手段】 遠心力鋳造法でC:2.5〜4.0%、Cr:6.0〜20.0%、Mo:2.0〜12.0%、V:3.0〜10.0%、Nb:5.0%以下を含む組成のハイス系合金鋳鉄材からなる外層を形成し、あるいはさらに中間層を形成した
のち、内層を、球状黒鉛鋳鉄材となる内層材溶湯を、内層材溶湯の溶湯過熱度ΔT(℃)を、[ΔT−400×{R2−(R−x)2}/R2]/100 :100超250未満(ここで、ΔT:内層材溶湯の溶湯過熱度(℃)、R:内層の半径(m)x:内層材溶湯により溶解する外層または中間層の厚み(m))を満足するように調整し、注湯し、静置鋳造法で形成し2段または3段構成の熱間圧延用複合ロールとすることにより、内層のCr+Mo量が0.8%以下、共晶炭化物量が12面積%未満となり、圧延中の折損事故の発生を防止できる。
(もっと読む)
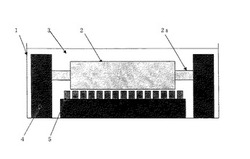
転写ロールの製造方法
【課題】装飾性や塗装鮮映性の向上等を目的として、金属板の表面に転写する凹凸パターンを、正確に低コストで実現することができる転写ロールの製造方法およびこの製造方法を用いた転写ロールを提供する。
【解決手段】 金属板の表面に凹凸パターンを転写する転写ロール1a、1bを、圧延用ロール2の表面に線径が50μm以下の高強度極細線3を、その一端側をロール端部に固定した後、ロール周方向に、極細線3が互いに接触するよう張力を付与しながらロール軸方向に順次巻付けた後、圧延ロール2の他端側に固定して形成するようにしたのである。リソグラフィ加工に比べて極めて簡便にロール表面に凹凸形状を形成することができる。この凹凸形状の凸部の先端形状は円形で摩耗損傷しにくく、極細線3の巻替えのみで摩耗が進行した凹凸形状を更新でき、ロール寿命も向上し、ロール加工コストが低減する。
(もっと読む)
圧延機用バックアップロール
スリーブ2とロール軸/ロールシャフト3とからなる、厚板圧延機、薄板圧延機等のような圧延機のためのバックアップロール1において、ロール軸/ロールシャフト3が複数の部材によって形成されている。本発明はさらに、バックアップロール1を製造するための方法に関する。 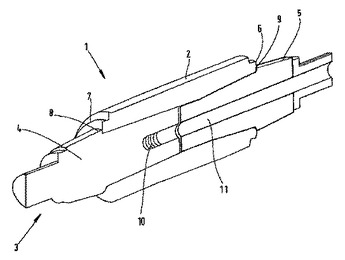 (もっと読む)
(もっと読む)
1次冷延シャドウマスク鋼帯の製造方法
1次冷延シャドマスク鋼帯における化学成分、製造工程、パラメータによって得られる、材質性能に優れ、表面の縦筋が著しく減少し、消滅でき、さらに板の形状が良好で生産性が高く、生産コストが低下できるカラーフラウン管用1次冷延シャドマスク鋼帯を提供する。
1次冷延シャドウマスク鋼帯の製造方法は、精錬・鋳造・熱延した後、温度880〜900℃で最終熱延し、温度510〜610℃で巻取る工程、酸洗・冷延する工程、トリミングカット・ラインを用意し、周辺傷、バールなどの周辺部の欠陥を消滅して縁取る工程、加熱段と均熱段の板温が675〜695℃の範囲に制御し、20〜35s均熱する連続焼鈍を施す工程、ダブルスタンド六ハイスキンパッシングミルによりスキンパッシングする工程を付与する。
(もっと読む)
圧延ロール用外層材および圧延ロール
【課題】外層材の熱伝導率を低減させ、優れた耐摩耗性および耐事故性を具備するとともに、サーマルクラウン成長の抑制を図り、通板性に優れた圧延ロール用外層材およびそれを用いた圧延ロールを提供する。
【解決手段】圧延ロール用外層材イは、ビッカース硬さがHv550〜900の基地に、面積率でMC炭化物が20〜60%、M2C、M6CおよびM7C3炭化物の総量で0〜5%分散した組織であって、300℃における熱伝導率が25W/m・K以下である。
(もっと読む)
圧延ロール用外層材および圧延ロール
【課題】 従来技術とは異なる技術的手段で外層材自体の熱膨張係数を小さくすることを行ったものであり、優れた耐摩耗性および耐事故性を具備するとともに、サーマルクラウン成長の抑制を図り、通板性に優れた圧延ロール用外層材およびそれを用いた圧延ロールを提供する。
【解決手段】 ビッカース硬さがHv550〜900の基地に、面積率でMC炭化物が20〜60%、M2C、M6CおよびM7C3炭化物の総量で0〜5%分散した組織であって、常温〜300℃における平均熱膨張係数が10×10−6/℃以下であることを特徴とする。
(もっと読む)
71 - 80 / 122
[ Back to top ]