
国際特許分類[B21B27/02]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | ロール;使用中におけるロールの潤滑,冷却または加熱 (525) | ロールの形状または構造 (242)
国際特許分類[B21B27/02]の下位に属する分類
スリーブロール (38)
国際特許分類[B21B27/02]に分類される特許
1 - 10 / 204
圧延機のロールギャップのゼロ点設定方法及び圧延機
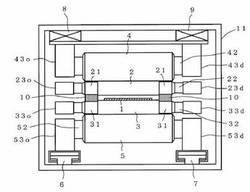
【課題】圧延機のレベリング操作でワークロールにダメージを与えない圧延機のロールギャップのゼロ点設定方法及び圧延機を提供する。
【解決手段】上下ワークロール2、3と上下バックアップロール4、5とを備え、上下ワークロール2、3で連続する材料を圧延する圧延機のロールギャップのゼロ点設定方法において、圧延開始時のロールギャップのゼロ点調整時の上下ワークロール2、3を締め込む前に、上下ワークロール2、3の両端部のロール縮径部21、31にスペーサー10を挿入してゼロ点を調整するものである。
(もっと読む)
継目無鋼管の縮径圧延方法

【課題】高合金鋼の管材に対して倒れ込み疵の発生を有効に防止する方法を提供する。
【解決手段】3ロール圧延スタンドを複数スタンド直列配置したストレッチレデューサーを用いる継目無鋼管の縮径圧延方法であって、単スタンド当りの縮径率をYとされたスタンドに対し、エッジ逃がし量xが次式(1)を満たすロールを用いる。0.80Y−4.44≦x≦1.22Y−6.81‥‥(1)Y:単スタンド当りの縮径率(%)、x:エッジ逃がし量(mm)。
(もっと読む)
球状黒鉛鋳鉄製鋼管成形用ロール及びその素材の製造方法
【課題】成形面に耐摩耗性が付与され、かつ、機械加工して成形面とするときの切削性にも優れる球状黒鉛鋳鉄製鋼管成形用ロールを提供する。
【解決手段】鋼板から鋼管を成形する少なくとも1つの成形面を有する球状黒鉛鋳鉄製鋼管成形用ロールであって、質量%で、C:3.2〜3.6%、Si:1.0〜1.8%、Mn:0.4〜0.6%、P:0.08%未満、S:0.08%未満、Ni:1.5〜2.8%、Cr:0.85〜1.9%、Mo:0.4〜0.8%、及び、Mg:0.03〜0.09%を含有させ、残部はFe及び不可避的不純物の組成とし、前記成形面からの深さが20mmまでの部位で、マルテンサイト及びベイナイトを基地として、セメンタイトを、面積率で15〜25%含有させ、ショア硬さを、55〜65にする。
(もっと読む)
H形鋼製造用粗圧延機
【課題】ウェブ高さが400mm〜1000mmのH形鋼を製造する際にH形断面に鋳造または圧延されたH形鋼素材の粗圧延をウェブ高さの拡大量が大きい場合でも安定して行うことのできるH形鋼製造用粗圧延機を提供する。
【解決手段】H形断面に鋳造または圧延されたH形鋼素材のフランジ内面をフランジ外面側に押し広げる上下一対のフランジ押し広げ用凸部を、上側孔型ロールと下側孔型ロールとの間に形成された孔型の中央部に有するH形鋼製造用粗圧延機において、フランジ押し広げ用凸部の周面部4aと左右側面部4b,4cとのコーナー部を連続した2つの円弧R1,R2から形成し、これらの円弧R1,R2のうち左右側面部4b,4cと繋がる第2円弧R2の曲率半径を周面部4aと繋がる第1円弧R1の曲率半径より大きい曲率半径とした。
(もっと読む)
高Cr−高Ni基合金からなる継目無管の製造方法
【課題】穿孔圧延時に溶融被れ疵の発生を防止できる高Cr−高Ni基合金継目無管の製造方法の提供。
【解決手段】質量%で、Crを20〜30%、Niを30〜50%、並びにMoおよびWの1種以上をMo+0.5Wで1.5%以上含有する継目無管を製造する際、(1)式を満足する条件でビレットを加熱して穿孔圧延する。
T≦1475.5−1.564×D/Bd−15.951×Vf−178.088×Φr−105.983×Φθ…(1)
同式中のΦr:径方向対数歪、Φθ:周方向対数歪は(2)式、(3)式で示され、各式中の記号の意味は下記の通り。
Φr=−ln(2×th/Bd)…(2)
Φθ=ln(2×(Sd−th)/Bd)…(3)
T:ビレットの加熱温度[℃]、D:ロールゴージ部の直径[mm]、Bd:ビレットの直径[mm]、Vf:ロールゴージ部での周速[m/sec]、th:中空素管の肉厚[mm]、Sd:中空素管の外径[mm]。
(もっと読む)
圧延ロール
【課題】圧延ロールのロール軸方向における温度分布を均一化させる優れた技術を提供する。
【解決手段】圧延ロール1は、ロール本体2と、ロール本体2を支持するためのジョイント側軸部3(軸部)及び反ジョイント側軸部4(軸部)と、を備える。圧延ロール1は、ロール本体2のロール軸方向として第1方向A(第1の方向)と、第1方向Aと反対の第2方向B(第2の方向)と、を有する。圧延ロール1には、冷媒(媒体)が流れる冷媒流路9(媒体流路)が形成されている。冷媒流路9は、ロール本体2のロール面5の近傍で冷媒を第1方向Aに流す複数の上流側冷却流路部10(第1流路部)と、ロール本体2のロール面5の近傍で冷媒を第2方向Bに流す複数の下流側冷却流路部11(第2流路部)と、を含む。複数の上流側冷却流路部10と複数の下流側冷却流路部11は、ロール本体2の周方向で略交互に配置されている。
(もっと読む)
孔型圧延ロールの基準位置決定方法
【課題】圧延スタンドに配設された孔型圧延ロールの圧下位置調整のための基準位置を容易に決定でき、容易に圧下位置のキャリブレーションを行い得る孔型圧延ロールの基準位置決定方法を提供する。
【解決手段】圧延スタンド200には、圧下方向Yに垂直な方向Xに位置調整可能な2つの孔型圧延ロールR11,R12が配設されている。本発明に係る孔型圧延ロールの基準位置決定方法は、第3直線部L3を具備する孔型圧延ロールR11の第3直線部L3が、第4直線部L4を具備する孔型圧延ロールR12の第4直線部L4に一定の荷重下で接触するまで、第3直線部L3を具備する孔型圧延ロールR11又は第4直線部L4を具備する孔型圧延ロールR12を圧下方向Xに垂直な方向Yに移動させることを特徴とする。
(もっと読む)
H形鋼の製造方法
【課題】断面が扁平形状のH形鋼素材から高品質のH形鋼を製造することのできるH形鋼の製造方法を提供する。
【解決手段】ドックボーン形状に造形されたH形鋼素材のウェブ部をウェブ圧下用孔型11により圧下したときのウェブの圧下量をX、ウェブ部の両側に形成されたフランジ部の幅をHとしたとき、ウェブ圧下用孔型11の内側面11aと孔型ロール6,7の周面部との間に形成された噛み出し抑制部13の幅EをE=0.10X/2〜0.20X/2に設定するとともに、噛み出し抑制部13の高さhをh≦0.35Hに設定してH形鋼素材を粗造形圧延する。
(もっと読む)
形鋼の熱間圧延方法および形鋼
【課題】ルートフェイスを適切な幅にすることができる形鋼の熱間圧延方法を提案する。
【解決手段】エッジング圧延機により形鋼のフランジの先端縁部にルートフェイス102xとこのルートフェイス102xに連なる開先面102y、102zとを成形し、この後、仕上げユニバーサル圧延機4において、開先成形面43b、52bにより、開先面102y、102zを仕上げ形状に成形する。フランジ成形用空間62の先端縁部成形用空間部分62bには、主部成形用空間部分62aより狭い幅の逃がし空間64が連なっている。逃がし空間64を画成する逃がし成形面43a,52aの主部成形面42、51に対する角度は、開先成形面43b、52bの主部成形面42、51に対する角度より小さい。仕上げ圧延において、フランジ102の先端縁部102bの一部が逃がし空間64に入り込む。ルートフェイス102xの幅は、この逃がし空間64の厚さにより決定される。
(もっと読む)
継目無鋼管の製造方法
【課題】ガイド設置、孔型形状変更の何れの手段も適用困難であったプラグミルを用いた延伸圧延において、被圧延管のねじれを大幅に軽減することができる継目無鋼管の製造方法を提供する。
【解決手段】断面が円形乃至楕円形である中空鋼管を出発素材とし、被圧延管の外面側を加工するカリバー形状が略円弧形状である一対の孔型ロール1と、内面側を加工する断面が円形状のプラグ2とを有するプラグミルにて熱間で複数パスの延伸圧延を行い、その際、各パスとその次パスとで被圧延管のカリバー底当接位置を90度ずらす圧下位置90度変更を行う、継目無鋼管の製造方法において、各パスで、式(1)を満たすように圧延を行う。Hc=2×t+Dp>2×R1…(1)Hc:カリバー底孔型高さ[mm]、t:出側目標肉厚[mm]、Dp:ロールバイト下死点におけるプラグ径[mm]、R1:カリバー底部孔半径
(もっと読む)
1 - 10 / 204
[ Back to top ]