
国際特許分類[B21B27/02]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | ロール;使用中におけるロールの潤滑,冷却または加熱 (525) | ロールの形状または構造 (242)
国際特許分類[B21B27/02]の下位に属する分類
スリーブロール (38)
国際特許分類[B21B27/02]に分類される特許
71 - 80 / 204
圧延板、および圧延板の製造方法
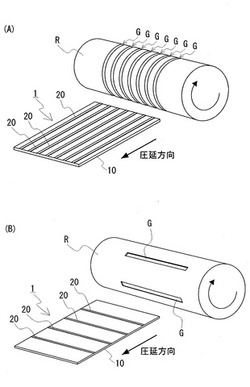
【課題】マグネシウム合金からなる板材であって、薄くても剛性が高い板材、およびその製造方法を提供する。
【解決手段】圧延板本体10と、この本体10に一体化され、本体10厚さの10倍以上の長さを有する突条20とを有し、マグネシウム合金からなる圧延板1とする。突条20は、圧延板1におけるリブの役割を果たすので、圧延板1の剛性を大きく向上させることができる。このような圧延板1は、外周に凹溝Gを有する圧延ロールRを用意し、この圧延ロールRによりマグネシウム合金からなる素材を圧延することで得ることができる。
(もっと読む)
圧延機用ロール
本発明は、長い半完成物品(18)を圧延するためのロール(26)に関する。ロールは、回転の軸(r)の周りに回転可能であり、および:半完成物品の外側の輪郭の公称の弧(h)を再現することができる溝(44);および回転の軸に関して垂直に、そのより小さい部分に沿ったロールに交差する溝平面(π)を含む。ロールは、溝平面(π)に関して非対称性である。また、本発明は、複数のそのようなロールを含む圧延ステーション(22)および連続圧延機(20)に関する。最終的に、本発明は、これらのロールを再調整するための方法に関する。 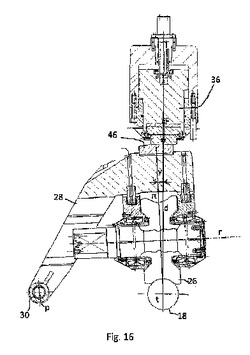 (もっと読む)
(もっと読む)
特に金属製品を圧延する圧延スタンド
【解決手段】この発明は、一対として第一ローラを支持する第二ローラと接触される一対の第一ローラを有し、第一ローラ及び第二ローラが中心平面(4)に関して非対称的に形成された半径経過(CVC摩面)を備えている金属品を圧延する圧延スタンドに関する。第一ローラを支持する第二ローラの楔性を最適稼働条件が調整するように形成するために、この発明は、第二ローラの半径経過が三次或いは五次多項式により与えられ、係数間の関係(比)に特殊な関係(式)が与えられていることを企図する。 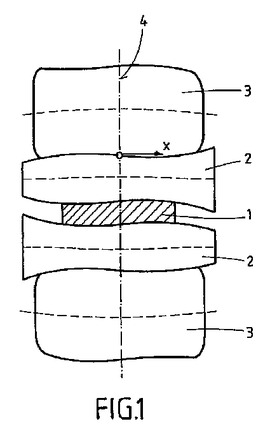 (もっと読む)
(もっと読む)
3ロール式のマンドレル圧延機によって継目無管を製造する方法

本発明は、金属、特に鋼から継目無管を製造するための方法であって、事前に製造された高温中空素材が3ロールマンドレル圧延機によってマンドレルバーで延伸して母管とされ、前記マンドレル圧延機に進入する前に前記中空素材が上流側スタンドを介して、直径を均一化する圧延ステップを施されるものに関する。前記上流側スタンドのロールが前記マンドレル圧延機の成形スタンドと同じ程度に離反接近され、前記上流側スタンドのロールの孔型底部半径が60°にわたって延び、前記孔型底部半径に、接線方向移行部を有する側面半径が追従し、前記側面半径はロール最大送り時にも側面の領域で中空素材予想最大直径の直径低減が殆ど起きないように設計されている。 (もっと読む)
継目無管の製造方法
【課題】マンドレルミルによる延伸圧延工程で管の外面に生じ易い焼き付きを効果的に防止することができる継目無管の製造方法を提供する。
【解決手段】本発明に係る継目無管の製造方法は、下記の式(1)〜式(3)をそれぞれ満足する第1〜第3圧延スタンドで管を延伸圧延する工程を含むことを特徴とする。
第1圧延スタンドの孔型周長/第1圧延スタンド入側の管外周長≧0.92・・(1)
第2圧延スタンドの孔型周長/第1圧延スタンドの孔型周長≧0.95・・(2)
第3圧延スタンドの孔型周長/第2圧延スタンドの孔型周長≧0.95・・(3)
(もっと読む)
圧延銅箔およびその製造方法
【課題】 過剰品質で製造コスト高を招く虞のある従来の粗化方法を用いることなく、FPCのような高いピール強度は要求されないが所定の接合性は確保することが必要とされる場合に、それに対応可能な程度の適度な表面粗さを確保することを可能とした圧延銅箔およびその製造方法を提供する。
【解決手段】 銅箔材段階の圧延銅箔1の板厚を変動させて行く圧延を行った後、粗度調節仕上工程として、粗度調節仕上用ロール3を用いて、その銅箔材の圧延銅箔1の板厚の変動を意図することなしに、その銅箔材の圧延銅箔1の表面粗さRzを、圧延を行った後のその銅箔材の圧延銅箔1の表面粗さよりも粗くなるように粗化して、表面6を所望の表面粗さRzに調節してなる圧延銅箔1を製造する。
(もっと読む)
エンボス圧延加工用ロールおよび銅条・銅箔の製造方法
【課題】生産能率や製造歩留まりの低下を引き起こすことなく、銅条材や銅箔材の表面に所望の寸法の微細な凸状の立体パターンを常に正確かつ均一に形成することが可能なエンボス圧延加工用ロール、銅条・銅箔の製造方法を提供する。
【解決手段】エンボス凹型穴15が無限軌条状のベルト材の外周面に形成され、かつエンボス凹型穴15に連なりベルト材の厚さ方向を貫通するように伸びてその方向へと余剰な圧延油を逃がすように設定された圧延油逃し孔3が形成された金型本体ベルト1と、金型本体ベルト1の内周面に外周面が接触してその外周面の回転運動を金型本体ベルト1の内周面に伝達することで、金型本体ベルト1を無限軌条的に運動させるためのロール軸体2と、ロール軸体2と共に金型本体ベルト1に対して所定のテンションを掛け、エンボス圧延加工用ロール10を用いて、凸状の立体パターンを被加工物である銅条材の表面に形成する。
(もっと読む)
熱間圧延ラインにおける幅プレス用ピンチロールおよびそれを用いた金属材料の幅圧下方法および熱間圧延方法ならびに熱延金属帯の製造方法
【課題】熱間圧延ラインにおける幅プレス用のピンチロールが、ヒートクラックの亀裂先端の進展により、早期に破断してしまうのを防止し、修繕費を抑えるとともに、熱間圧延ラインの操業稼働率維持を図った金属材料の幅圧下方法及び熱間圧延方法ならびに熱延金属帯の製造方法を提供する。
【解決手段】ピンチロールの直径を、ピンチロールが被圧延材を挟圧する際にヒートクラックが進展して該ピンチロールが折損してしまうことのないように、(1)式のように調整する。D:ピンチロールの直径M:ピンチロールが被圧延材を挟圧する際にピンチロールに作用する曲げモーメントΔKth:下限界応力拡大係数範囲 (もっと読む)
(もっと読む)
フランジを有する形鋼の圧延方法
【課題】H形鋼等のフランジを有する形鋼の寸法精度、特にフランジ厚さを均一にすることができる製造方法を提供する。
【解決手段】ブレイクダウン圧延機で粗形鋼片に圧延した後、粗ユニバーサル圧延機群で、ウエブ厚さと、フランジ厚さ及びフランジ幅を圧延し、その後、仕上げユニバーサル圧延機で仕上げ圧延を行ってフランジを有する形鋼を製造するに際し、粗ユニバーサル圧延機群を構成する粗ユニバーサル圧延機11に、外周面11aaの形状を円弧状とした垂直ロール11aと、垂直ロール11aの外周面11aaと相対する側面部分11baを円弧状とした水平ロール11bを使用する。
(もっと読む)
溶融亜鉛めっき鋼板の4重スキンパス圧延機およびスキンパス圧延方法
【課題】設備コストの大幅な上昇をもたらさずに低荷重で溶融亜鉛めっき鋼板の金属ストリップを耳しわが発生することなくスキンパス圧延する大径の4重スキンパス圧延機およびスキンパス圧延方法を提供する。
【解決手段】溶融亜鉛めっき鋼板の4重スキンパス圧延機であって、フラット形状または放物線パターンの凸型クラウン形状を有する上下一対のバックアップロールと、放物線パターンの凸型クラウン形状21と、板端部より150mm内側から板端部より150mm外側の範囲内においてロール端部に向かってロール径が増大するテーパークラウン形状20を有する上下一対のワークロールと、前記ワークロールのロール軸端部に、前記ワークロールに対し垂直方向のベンディング力を付加するベンダー装置と、を備えることを特徴とする、溶融亜鉛めっき鋼板の4重スキンパス圧延機。
(もっと読む)
71 - 80 / 204
[ Back to top ]