
国際特許分類[B21B27/02]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | ロール;使用中におけるロールの潤滑,冷却または加熱 (525) | ロールの形状または構造 (242)
国際特許分類[B21B27/02]の下位に属する分類
スリーブロール (38)
国際特許分類[B21B27/02]に分類される特許
81 - 90 / 204
金属シート成形用ロールおよび金属シートの成形方法
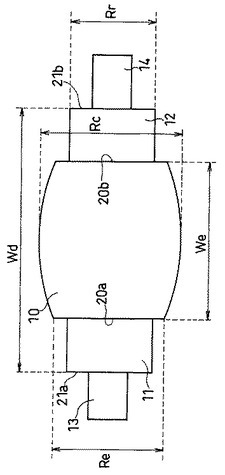
【課題】金属の塑性変形を利用して金属シート表面に凸部を成形できる金属シート成形用ロールおよびそれを用いる金属シートの成形方法を提供することである。
【解決手段】 同一の軸線を有する第1胴部10、第2胴部11、12および軸部13、14を含み、第1胴部10を、その表面に複数の凹部が形成されるロール部材とし、第2胴部11、12を、第1胴部10の軸線方向の両端面20a、20bから第1胴部10に離反する方向に延び、その径が第1胴部10の軸線方向端部の径よりも小さいロール部材とし、軸部13、14を、第2胴部11、12の軸線方向の端面21a、21bから第1胴部10に離反する方向に延び、その径が第2胴部11、12の径よりも小さいロール部材とし、第1胴部10と第2胴部との間に段差がある金属シート成形用ロールを用いて金属シートを加圧成形する。
(もっと読む)
継目無鋼管用丸鋳片の連続鋳造方法

【課題】継目無鋼管用丸鋳片の連続鋳造方法を提供する。
【解決手段】円形鋳型による連続鋳造中の丸鋳片9に、該丸鋳片の凝固完了前に、一対の圧下ロール6aにより圧下を加えて、鋳片とする。この際、一対の圧下ロールとして、カリバー底の開き角度δが75°以上105°以下であり、かつ丸鋳片に接触する部位に、突起13aを有する鞍型ロールを使用する。突起としては、少なくとも1条のロール円周方向に連続する突条、あるいは少なくとも一列のロール円周方向に離散的に分布した複数の突起とすることが好ましい。これにより、少ない圧下量で且つ丸鋳片の断面形状を損ねることなく、Cr含有鋼などに生じやすい軸心部のポロシティや軸心割れの発生を抑制でき、製造コストの削減や、継目無鋼管の品質向上等に寄与できる。
(もっと読む)
摩擦低減テクスチャ表面を有する金属シート及びプレート並びにそれらの製造方法
【解決手段】
摩擦低減テクスチャ表面を有する金属シート及びプレート並びにこれらの金属シート及びプレートを製造する方法を開示する。一実施例において、少なくとも1つの表面に溝が刻設された少なくとも1つの金属製品を含む輸送容器が提供され、溝が刻設された少なくとも1つの表面を有する少なくとも1つの金属製品を含んでおり、溝が刻設された表面はリブレット形体を形成し、該リブレット形体は、複数の隣接する永久的ローリングされた長手リブレットが表面の少なくとも一部に沿って延びており、リブレット形体は、該リブレット形体を保護するために構成された少なくとも1つのコーティングでコートされている。一実施例において、複数の隣接する永久的ローリングされた長手リブレットは、摩擦低減テクスチャ表面となる。一実施例において、金属製品は航空機の少なくとも一部分を製造するのに用いられる。一実施例において、金属製品はロータブレードの少なくとも一部分を製造するのに用いられる。
(もっと読む)
冷間圧延方法
【課題】特にワークロールに表面粗さが小さいものを使用する場合に、焼付きの発生を防止しながら、ロールバイトへの導入油量が小さくても、ワークロールの表面粗さの変化が抑制され、表面粗さの小さい金属帯を安定して製造するための方途について、提供する。
【解決手段】表面の算術平均粗さが0.05〜0.4μmのワークロールを使用して冷間圧延を行うに当たり、平均粒子径:0.01〜0.2μmの固体粒子が含有された圧延油を循環使用する。
(もっと読む)
丸棒鋼の製造方法
【課題】品質に優れた丸棒鋼が効率よく得られる製造方法の提供。
【解決手段】本発明に係る丸棒鋼48の製造方法は、以下の圧延工程を含んでいる。第一圧延工程では、鋼塊42は一対の圧延ロール10によって形成される略矩形の圧延孔18に通されて、断面が略矩形の鋼片44が得られる。第二圧延工程では、この鋼片44は一対の圧延ロール12によって形成される略菱形の圧延孔26に通されて、鋼片44の稜部が圧延される。第三圧延工程では、この鋼片46が一対の圧延ロール14によって形成される略楕円の圧延孔38に通されて、断面が略楕円の鋼片が得られる。第四圧延工程では、この鋼片は一対の圧延ロール14によって形成される略円の圧延孔40に通されて、断面が略円の鋼片48が得られる。
(もっと読む)
高成形性圧延材の製造方法及びその圧延材
【課題】金属材料圧延材の異方性を減少することでプレス成形(張出し成形・深絞り成形等)に好適な圧延板材を製造するための高成形性圧延材の製造方法、圧延材及び圧延成形体製品を提供する。
【解決手段】圧延材を挟んで相対する一対の圧延ロールを、同一形状のテーパーロールに構成すると共に、一方のロールのロール直径が左端から右端に向い連続的に増加又は減少し、他方のロールのロール直径が左端から右端に向い連続的に減少又は増加している圧延ロールを、同ロールの回転軸を同ロールが上下で点対称になるように平行に設置して、上下ロール端部のロール直径の比を1.3以上とし、試料の板材にせん断変形を付与しつつ圧延を実施する高成形性圧延材の製造方法、その圧延材及び圧延成形体。
【効果】せん断付与圧延を実施することが可能であり、低コストで高成形性圧延材及び圧延成形体を作製し、提供することができる。
(もっと読む)
固体高分子型燃料電池用セパレータ製造装置
【課題】低コスト・高耐久型の固体高分子型燃料電池に適用でき、加工後の捻れやうねりが極めて少ない密閉性に優れた燃料電池用セパレータの製造装置を提供する。
【解決手段】上下一対のロールの軸方向中央部に、第1凹凸部(11a、11b)と、前記第1凹凸部(11a、11b)より外側で、前記第1凹凸部(11a、11b)のコーナー部近傍の4箇所のみに、それぞれエンボス状凹凸部(12a−1、12a−2、12a−3、12a−4、12b−1、12b−2、12b−3、12b−4)を有する1段目の圧下ロールと、上下一対のロール軸方向中央部に前記第1凹凸部と対応する第2凹凸部を有する2段目の圧下ロールからなるロール列を有する。
(もっと読む)
ステンレス鋼または高炭素鋼の冷間圧延方法
【課題】水系の潤滑剤を用いてステンレス鋼や高炭素鋼などの金属帯を高速圧延する場合に、均一な表面光沢を得ることができる冷間圧延方法を提供する。
【解決手段】ステンレス鋼や高炭素鋼の冷間圧延に際し、ワークロールとしてロール径が150mm以下のものを用いると共に、クーラントとして、重量平均分子量が500〜4000のポリアルキレングリコール:1〜15質量%および炭素数が18〜22の脂肪酸のアミン塩:1〜8質量%を含有する水溶液を使用する。
(もっと読む)
ステンレス鋼または高炭素鋼の冷間圧延方法
【課題】水系の潤滑剤を用いてステンレス鋼や高炭素鋼などの金属帯を高速圧延する場合に、均一な表面光沢を得ることができる冷間圧延方法を提供する。
【解決手段】ステンレス鋼や高炭素鋼の冷間圧延に際し、ワークロールとして、ロール径が150mm以下のクロムめっきロールを用いると共に、クーラントとして、水溶液中に重量平均分子量が500〜4000のポリアルキレングリコールを1〜15質量%含有し、かつ当該水溶液の曇点が30〜65℃を満足するものを使用する。
(もっと読む)
高合金継目無鋼管の製造方法
【課題】高合金継目無鋼管の穿孔時に発生する噛出しを防止する高合金継目無鋼管の製造方法を提供する。
【解決手段】900〜1250℃の温度域に加熱した高合金鋼ビレットを、表面粗さRmaxを150〜500μmの範囲に調整した主ロールを配したピアサで穿孔圧延する。比(ガイドロールの開度WG/主ロールの開度WR)は1.10〜1.20の範囲に調整するのが好ましい。また、主ロールの出口面とパスラインとがなす半角θRおよび穿孔プラグの圧延面とパスラインとがなす半角θPの差(θP−θR)は0〜3.0°の範囲に調整するのが好ましい。
(もっと読む)
81 - 90 / 204
[ Back to top ]