
国際特許分類[B21B27/02]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | ロール;使用中におけるロールの潤滑,冷却または加熱 (525) | ロールの形状または構造 (242)
国際特許分類[B21B27/02]の下位に属する分類
スリーブロール (38)
国際特許分類[B21B27/02]に分類される特許
51 - 60 / 204
金属線の製造方法
【課題】金属線材の圧延中において金属線材の捻転を防止することができる金属線の製造方法を提供する。
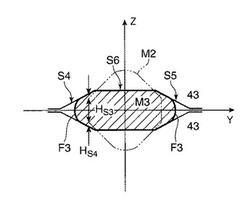
【解決手段】全工程を通じての総減面率を75%以上となるように、金属線材を第1偏平成形ロールで温間圧延し、次に第1カリバーロールで拘束部分と下記式(1)及び式(2)を満たす非拘束部分とからなる断面形状を有するように温間圧延し、そして前記非拘束部分が押圧されるように第2偏平成形ロールで温間圧延し、さらに偏平率を低下させるように温間圧延する。
w1 ≧ 0.26w10 (1)
r1 ≧ 2.23w10 (2)
(式中、w1は非拘束部分の両端の直線距離、w10は第1カリバーロールで温間圧延した後の金属線材の幅、r1は非拘束部分の外周の曲率半径を示す。)
(もっと読む)
多ロールマンドレルミルおよび継目無管の製造方法

【課題】 マンドレルミルにおけるアンダーフィルおよびオーバーフィルを効率的に防止する多ロールマンドレルミルおよびこれを用いた継目無管の製造方法を提供。
【解決手段】小径管の製管段取において、ロールチョック部の干渉をなくし、孔型ロール間の隙間調整できる範囲を広げるため、「段取別ロールチョック部等の設計適正化」を図った多ロールマンドレルミルは、管材を圧下するロール孔型として複数の孔型ロール本体を具備し、これらを駆動するロール軸およびロールチョック部がそれぞれ配置された圧延スタンドを複数基備えるマンドレルミルであって、マンドレルミルの製管段取に応じて、孔型ロール本体に加えて、ロール軸およびロールチョック部のいずれか一以上を異なる形状の部品に交換することを特徴とする。アンダーフィル、オーバーフィルの防止に有効な延伸圧延装置である。
(もっと読む)
差厚板の製造方法及び圧延機
【課題】、ワークロールの1周分に対応する板長さ間で所望の板厚偏差パターンが付与された差厚板を製造する。
【解決手段】本発明は、周方向に半径の異なるワークロール2を備えた4段以上の多段圧延機により差厚板を製造するものであって、ワークロール2と接するバックアップロール4又はワークロール2と接する中間ロールを、ワークロール2からオフセンタ(オフセット)させることにより、ワークロール2の1周分に対応する差厚寸法を備えた差厚板を製造する。ワークロール2からオフセンタしているバックアップロール4が2本以上、又はワークロール2からオフセンタしている中間ロールが2本以上あってもよい。
(もっと読む)
鋼帯の調質圧延方法及び調質圧延設備。
【課題】引張強度が1470MPa以上の高張力鋼についても、従来圧延機で対応可能な圧延負荷の範囲内で、所定の伸び率を確保し形状矯正を可能とする鋼帯の調質圧延方法を提供する。
【解決手段】直径が300mm以下でかつ表面平均粗さRaが3.0〜10.0μmであるワークロール1を用いて、鋼帯4を調質圧延することにより、引張強度1470MPa以上の高張力鋼でも、大がかりな設備や煩雑な管理を必要とすることなく、鋼帯の形状を矯正することが可能となる。
(もっと読む)
条鋼線材の圧延方法及び条鋼線材用圧延機の圧延ロール
【課題】角状断面の鋼材を丸状断面する際に鋼材の表面に発生する表面疵を抑制しながら簡単に圧延を行うことができるようにする。
【解決手段】条鋼線材用圧延機を用いて角状断面の鋼材3を丸状断面することで条鋼線材を製造する条鋼線材の圧延方法において、角状断面の鋼材3を丸状断面にするために角状断面の鋼材3を圧延して変形させるに際し、角状断面の鋼材3の面部12より圧下して変形させる。角状断面の鋼材3の上下面をそれぞれ圧下する。
(もっと読む)
帯板製造設備とその方法
【課題】 一定幅の薄板スラブに発生する幅端部の凹凸形状を連続圧延中に容易かつ迅速に矯正して偏平形状の帯板を製造でき、設備コストの低減化が図れる帯板製造設備とその方法を提供する。
【解決手段】 上部に配置されるタンディシュ2から鋳造湯3を供給され一定幅のスラブ5を連続鋳造する双ロール又は単ロールの連続鋳造機6と、連続鋳造機の下流側近傍に配置されかつ一対の上下作業ロール7、8が軸線に沿って互いに反対方向に移動可能な単体の仕上圧延機11からなる。
(もっと読む)
圧延方法
【課題】高次関数ロールを用いてクラウン制御能力の高い圧延を安定して行うに好適な手段を提供する。
【解決手段】ワークロールとこれに接触するバックアップロールとのすべり率と、ワークロールとこれに接触するバックアップロールとの間の線圧の1/2乗と、ミル中心からの距離の積をワークロールとバックアップロールとの接触域全幅にわたって積分した時の積分値が0となるように、ロールバレル外形を決定する。
(もっと読む)
疲労強度に優れたダル表面金属ストリップの調質圧延方法およびダル表面金属ストリップ
【課題】表層部の機械的材質の劣化や製造コストの大幅な上昇をもたらさず、疲労強度に優れたダル表面金属ストリップの調質圧延による製造方法およびその圧延方法で製造されたダル表面金属ストリップを提供する。
【解決手段】連続焼鈍された金属ストリップを、ワークロールの表面粗さが算術平均粗さで2μmRa以上4μmRa以下のダルワークロールを用い、摩擦係数で0.15以下の圧延潤滑条件で伸び率0.3%以上、0.9%以下の調質圧延をする。
(もっと読む)
作業ロールシフト機能を具備した圧延機
【課題】一端が先細り状に形成される作業ロールをその軸方向にシフトさせ、圧延材のエッジドロップを制御する際に、圧延材の幅方向両端部による作業ロールへの磨耗傷の発生を抑えることにより、その表面に転写傷のない高品質の圧延材を圧延することができる作業ロールシフト機能を具備した圧延機を提供する。
【解決手段】ロール先端に向かうに従ってロール径が漸次小さくなる先細り部31b,32bをロール胴部31a,32aの一端に有し、且つ、先細り部31b,32bがその軸方向において反対側に位置するように圧延材1を挟持する上下一対の作業ロール22a,22bと、作業ロール22a,22bをその軸方向にシフトさせるロールシフト装置40,50とを有するリバース圧延機11であって、作業ロール22a,22bにおけるロール胴部31a,32aの表面を、セラミックス材または超硬合金材で形成する。
(もっと読む)
圧延機及びそれを備えたタンデム圧延機
【課題】硬質材及び薄板材圧延のため、より小径の作業ロールを使用可能とし、高い生産性や高い製品品質の帯板を得ることができる圧延機及びそれを備えたタンデム圧延機を提供する。
【解決手段】帯板1を圧延する上下1対の作業ロール2と、この上下1対の作業ロール2を支持する各々上下1対の中間ロール3と、この上下1対の中間ロール3を支持する各々上下1対の補強ロール4から成り、前記作業ロールの圧延可能な板幅内,外に支持ロールを有しない6段式の圧延機や中間ロールの無い4段式の圧延機において、前記作業ロールが駆動されると共に、同作業ロールは、小径で超硬合金やセラミックス等の高い縦弾性係数の材質を使用した。
(もっと読む)
51 - 60 / 204
[ Back to top ]