
国際特許分類[B21B27/02]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | ロール;使用中におけるロールの潤滑,冷却または加熱 (525) | ロールの形状または構造 (242)
国際特許分類[B21B27/02]の下位に属する分類
スリーブロール (38)
国際特許分類[B21B27/02]に分類される特許
11 - 20 / 204
圧延銅箔、並びにこれを用いた負極集電体、負極板及び二次電池
【課題】タフピッチ銅または無酸素銅を素材とする圧延銅箔を改良することにより、リチウムイオン二次電池をはじめとする二次電池の負極集電体材料として好適な、充放電サイクル寿命に優れる圧延銅箔、並びにこれを用いた負極集電体、負極板及び二次電池を提供する。
【解決手段】本発明は、200℃で30分間焼鈍することにより、引張強さが250MPa以下に低下し、Cube方位{001}<100>面積率が30%以上、Brass方位{110}<112>面積率が20%以下、Copper方位{112}<111>面積率が20%以下なる結晶方位が発現し、オイルピットの面積率が3〜20%であり、圧延方向と直交する方向の算術平高さRaが0.05〜0.12μmであることを特徴とする、良好なサイクル特性を有する二次電池の負極集電体用銅箔である。
(もっと読む)
条鋼圧延方法
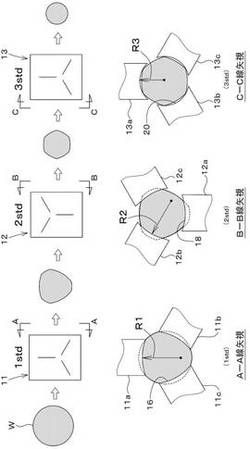
【課題】仕上げ圧延装置での条鋼材捻転の問題を解決することにより、圧延後の条鋼材において製品寸法や形状のバラツキを低減させる。
【解決手段】本発明の条鋼圧延方法は、条鋼材Wをその周方向三方から圧延するための3つの圧延ロールを有し、これら3つの圧延ロールにはロール外周面にカリバが設けられている圧延スタンドを3つ以上備えた仕上げ圧延装置6で用いられるものであり、3つ以上の圧延スタンドのうち最終段に配備された圧延スタンド13の入側で、3つの圧延ロール13a〜13cに対し条鋼材Wが3点より多い接触状態となるようにして、条鋼材Wの圧延を行う。
(もっと読む)
Niめっき特性に優れた異形断面銅合金板およびその製造方法

【課題】厚肉部と薄肉部とで均質な厚みの変動が少ないNiめっき特性を有する異形断面銅合金板及びその製造方法を提供する。
【解決手段】厚肉部と薄肉部とが幅方向に並んだ異形断面銅合金板であり、Fe;0.05〜0.15質量%、P;0.015〜0.050質量%およびZn;0.01〜0.20質量%を各々含有し、残部Cuおよび不可避的不純物からなる組成を有し、後方散乱電子回折像システム付の走査型電子顕微鏡によるEBSD法にて測定したときの前記厚肉部の測定値をT1、前記薄肉部の測定値をT2とするとき、Brass方位密度の比(T1/T2)が0.8〜2.0であり、Copper方位密度の比(T1/T2)が0.5〜1.2であり、Goss方位密度の比(T1/T2)が1.0〜2.5である。
(もっと読む)
異形棒鋼、及びその圧延方法
【課題】2本のリブを有するものよりもフープ加工時のずれ量、降伏点、引張り強さ、コンクリート付着応力が向上し、しかも、フープ加工時の縦のずれ量と横のずれ量とが殆ど差のない均一化したものとする。
【解決手段】 丸棒材の周面にはその長手方向に交差する節が丸棒材の長手方向に間隔をおいて形成されると共に、丸棒材の長手方向に連続するリブが6本形成され、6本のリブが丸棒材の断面の中心を基準にして円周方向に沿って60度毎に形成されていることを特徴とする異形棒鋼。
(もっと読む)
胴幅可変式水平ロール装置
【課題】水平ロールに大きな荷重をかけることができセンターリング装置が不要でロール軸心方向寸法の短縮化が可能な胴幅可変式水平ロール装置を提供する。
【解決手段】一方に駆動源が連結され、両側を軸受箱14、14aによって支持されたロール軸12にスプライン結合によって装着された左右の中空軸11、11aと、それに固着された左右対となる水平ロール10、10aと、ロール軸12に対して左右の中空軸11、11aの取付け位置をそれぞれ決める位置決め手段20、21aとを有する胴幅可変式水平ロール装置21において、位置決め手段20、20aは、外周側に雄ねじ28が、内周側に螺旋方向の異なる雌ねじ29が形成され、軸心方向に移動可能な中空ねじ駒13の回転を防止する回転防止手段25を有する。
(もっと読む)
絞り圧延用ロールの製造方法、及び、絞り圧延用ロール
【課題】噛み出し疵及びエッジ疵の発生を抑制できる絞り圧延用ロールの製造方法を提供する。
【解決手段】3ロール式絞り圧延機に用いられる絞り圧延用ロールを準備する。次に、絞り圧延用ロールをロール軸まわりに回転し、カリバ部とフランジ部との隣接部分に形成される稜部52を切削して稜部52に丸みをもたせる。稜部52に丸みをもたせる工程では、稜部52の頂上を中心としたロール軸方向に3.0mmの範囲の稜部領域RA52において、0.5mmピッチで測定された曲率半径の平均を2.5mm〜3.0mmとし、かつ、曲率半径の最大値と最小値との差分を1.0mm以下にする。
(もっと読む)
熱間圧延H形鋼の製造方法、及びユニバーサルエッジャミルの竪ロール
【課題】多数のロールを使用することなく製品疵や寸法不良の発生を抑制しながら熱間圧延H形鋼を製造する。
【解決手段】H形鋼のウェブ高さ調整を行うユニバーサルエッジャミルを用いて熱間圧延H形鋼を製造する際に、前記ユニバーサルエッジャミルの竪ロールとして、両端にR部を介した多段テーパー加工を施された竪ロールを用いる。
(もっと読む)
線材の圧延方法および圧延装置
【課題】ガイドロールのような補助装置を用いることなく、線径4mm以下の細線を倒れや断線を生じることなく圧延可能な線材の圧延方法および圧延装置を提供する。
【解決手段】溝付き2方ロールを複数用いた線材の圧延方法である。溝がロール接触面と平行な底部1と、底部1に対して40〜50°の傾斜角を有する肩部2とからなり、底部1の幅をw、溝の深さをdとしたとき、w/dが0.85〜0.90であり、かつ、第1の溝付き2方ロールによる圧延の減面率は4〜10%であり、第2の溝付き2方ロール以降の溝付き2方ロールによる圧延の減面率が20%以下である。
(もっと読む)
表面に凹凸模様を有する鋼板の製造方法
【課題】意匠性や滑り止めなどの機能性が要求される凹凸模様鋼板を多段圧延によって製造するにあたり、凹凸模様形状によらずワークロールの耐久性を落とすことなく、低コストでの凹凸模様鋼板の工業生産を可能とする方法を提案する。
【解決手段】表面に凹凸部を有したワークロールを用いた多段圧延機で圧延して金属帯板表面に凹凸模様を形成する際、胴長方向の一部を小径化した部位に凹凸部を有するロールを少なくとも一方のワークロールとして用いた多段圧延機で圧延する。
ワークロールとしては、ロールの胴長方向の両側部を残し中央部のみ小径化したロールを用いることが好ましい。
(もっと読む)
異形断面材及びその製造方法
【課題】複雑な断面形状であっても、通常の安価な塑性加工法により、製品形状の自由度を高くして、複雑な形状の異形断面材を製造する異形断面材の製造方法、およびこのような製造方法により得られた異形断面材を提供する。
【解決手段】ポーラス金属を素材1として、塑性加工法により異形断面材3を製造することを特徴とする異形断面材3の製造方法および前記製造方法により製造された異形断面材3。塑性加工法が、少なくとも一方のロールに溝ロール11を用いた圧延加工法である。薄部を形成する圧延部分に対する圧下率が、ポーラス金属の気孔率以下の圧下率である。
(もっと読む)
11 - 20 / 204
[ Back to top ]