
国際特許分類[B21B27/02]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | ロール;使用中におけるロールの潤滑,冷却または加熱 (525) | ロールの形状または構造 (242)
国際特許分類[B21B27/02]の下位に属する分類
スリーブロール (38)
国際特許分類[B21B27/02]に分類される特許
61 - 70 / 204
H形鋼用粗形鋼片の製造方法

【課題】スラブを、二重式圧延機によりドッグ・ボーン形状の中間材に圧延し、ウェブ相当部を、造形孔型により厚み圧下することによって、ウェブ部およびフランジ部を有する形鋼用粗形鋼片を製造する際に、造形孔型の圧延時におけるフランジ相当部の外面の噛み出しを防止して圧延能率を向上する。
【解決手段】造形孔型により中間材のウェブ相当部の厚み圧下を行う前に、中間材のフランジ相当部の外面に、tS×1.3<WR<tS×1.6を満足する幅WR、およびΔtw×(1/4)<YR<B×0.2を満足する深さYRを有する凹部を形成する。tSは鋼片の厚さを、Δtwは造形孔型圧延でのウェブ厚みの圧下量を、さらに、Bは中間材のフランジ幅を、それぞれ示す。
(もっと読む)
異形断面条の製造方法

【課題】肌荒れや表面荒れをより確実に防止して、歩留まりを良くする。
【解決手段】粗圧延工程、焼鈍工程、仕上げ圧延工程を有し、粗圧延工程及び仕上げ圧延工程は、厚肉部を形成するための小径ロール部及び薄肉部を形成するための大径ロール部が軸線方向に並んで形成された段付きロールと、半径が軸線方向に沿って一定とされた平ロールとからなる複数組の圧延ロールにより前記平板状素材又は異形断面成形材を複数回ずつ挟み込んで圧延するものであり、粗圧延工程では、薄肉部の加工率を厚肉部の加工率よりも大きくして複数回圧延し、仕上げ圧延工程では、薄肉部の加工率と厚肉部の加工率とを同一にして複数回圧延する。
(もっと読む)
異形断面条の製造方法及び製造装置
【課題】厚肉部に十分に材料を充満させて精度よく異形断面条を製造するとともに、その際に材料ロスによる歩留まり低下や設備費の増大等を招くことのない異形断面条の製造方法及び製造装置を提供する。
【解決手段】複数の大径部3と小径部4とが交互に並んだ段付きロール1と、段付きロール1と平行に配置した平ロール2との間で平板状素材5を圧延して、複数の厚肉部7と薄肉部6とが幅方向に並んだ異形断面条8を製造する方法であって、段付きロール1と平ロール2との間で平板状素材5を圧延するに際し、平板状素材5の幅方向の両端部に、段付きロール1の小径部4により厚肉部7を形成しつつ、小径部4から突出する凸条部12により厚肉部7の端縁部の少なくとも一部を幅方向の内方に向けて押圧加工する。
(もっと読む)
熱間圧延機用ワークロールとその製造方法
【課題】本発明は、金属板の熱間圧延、とりわけ薄鋼板の熱間仕上圧延において、ワークロールに発生するサーマルクラウンを抑えて、そのことにより、通板性が良好で安定した圧延と圧延後の金属板や薄鋼板の形状品質の向上を可能とする熱間圧延機用ワークロールおよびその製造方法を提供する。
【解決手段】ワークロールは、炭素鋼製または合金鋼製の軸材、Fe−Ni合金製の中間層およびハイス系材料製の外層からなる複合ロールであり、バレル部において、軸材はロール胴長方向の中央部の外周に凹部を有し、中間層は該凹部に形成されて、軸材と中間層とで円柱状体を形成し、該円柱状体の外周に外層が形成されている。製造方法は連続鋳掛方法を採用することができる。
(もっと読む)
熱間仕上圧延機用ワークロール、熱間仕上圧延機列と圧延方法
【課題】本発明は、熱延鋼板の熱間仕上圧延において、ワークロールに発生するサーマルクラウンを抑えて、そのことにより、通板性が良好で安定した圧延と鋼板の形状品質の向上を可能とする熱間仕上圧延機用ワークロール、該ロールを組み込んだ複数の熱間仕上圧延機からなる圧延機列および該圧延機列による圧延方法を提供する。
【解決手段】仕上げ圧延機に組み込むワークロールは、炭素鋼製または合金鋼製の軸材、Fe−Ni合金製の中間層およびハイス系材料製の外層からなる複合ロールであり、ワークロールバレル部において、軸材はロール胴長方向の中央部の外周に凹部を有し、中間層は該凹部に形成されて、軸材と中間層とで円柱状をなしており、かつ中間層は胴長方向断面が台形状に形成されている。
(もっと読む)
靭性に優れた鍛鋼製冷間圧延ロール
【課題】高価なマイクロアロイ等の元素を使用したり、特殊な製法等を採用したりすることがなくても、優れた靭性を確保することができ、高負荷環境時でも圧延時に割れが発生することがない靭性に優れた鍛鋼製冷間圧延ロールを提供することを課題とする。
【解決手段】質量%で、C:0.6〜1.2%、Si:0.4〜0.8%、Mn:0.4〜1.0%、Ni:0.4〜1.0%、Cr:3.0〜6.0%、Mo:0.2〜0.5%、を含有し、残部がFe及び不可避的不純物からなる鍛鋼製冷間圧延ロールであって、表層部の金属組織に分散した炭化物の平均粒径が1μm以下且つ、分散した炭化物の面積分率が5〜30%である。
(もっと読む)
異形鉄筋およびその製造方法
【課題】曲げ加工性が良好な竹節状鉄筋を、その有利な製造方法とともに提供する。
【解決手段】節とリブとを有し、前記節が鉄筋の軸方向と直交する竹節状の異形鉄筋の
節とリブとが交わるコーナーに鞍状部を設ける。
(もっと読む)
圧延材を圧延するために少なくとも1個のワークロールを準備するための方法
本発明は、第2ロール4、5、特に中間ロールまたはバックアップロールと協働し、この中間ロールまたはバックアップロールによって支持するために、ワークロール1、2が設けられ、第2ロール4、5がその軸方向端領域に削り取り部6を備えている、帯状圧延材3を圧延するために少なくとも1個のワークロール1、2を準備するための方法に関する。圧延された帯材の品質を高めるために、本発明に係る方法は次のステップ:a)協働する2個のワークロール1、2の間に生じるロール間隙断面を計算するステップ、この場合少なくとも一部が第2ロール4、5の削り取り部6の範囲内に延在している圧延材3の所定の幅Bに基づいて計算が行われ;b)ワークロール1、2を通過する際の圧延過程によって発生する所望な圧延材輪郭を定めるステップ;c)ステップaのロール間隙断面から、ステップb)で定めた圧延材輪郭を差し引き、かつ計算された差に減衰定数Kを掛けることにより、ワークロール1、2のための補正削り部を計算するステップ;d)ステップc)によって計算された補正削り部を、少なくとも1個のワークロール1、2に少なくとも部分的に形成するステップを含む。 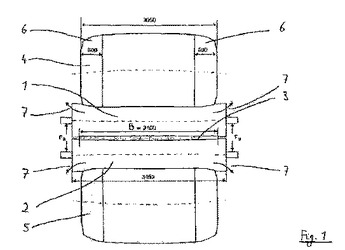 (もっと読む)
(もっと読む)
圧延機及び圧延銅箔並びにフレキシブルプリント基板
【課題】圧延銅箔の表面を均一に粗すことができ、圧延銅箔の低粗度化及びFPCの微細配線化が図れる圧延機及び圧延銅箔並びにフレキシブルプリント基板を提供する。
【解決手段】フレキシブルプリント基板に使用される圧延銅箔3を製造する圧延ロール4、5を有する圧延機1において、前記圧延ロール4が表面に均一な凹凸8を有する金属製圧延ロ―ルからなる。
(もっと読む)
駆動シャフト及びローラリングを備えるローラ並びにこのようなローラを組立てる方法
一方では一定の外径と一定の長さとを有する円筒形の外表面(6)を有する駆動シャフト(1)と、他方ではより短いローラリング(2)とを具備するタイプのローラであって、ローラリングが、硬い材料から作成される外部リング(4)と、外部リングと同軸であると共により延性のある材料から作成される内部リング(3)とを含み、内部リングが、一定の内径を有する円筒形の内面を含み、かつ一方では冶金的なやり方で外部リングに永続的に結合され、他方では、駆動シャフトから外部リングにトルクを伝達するために、駆動シャフトと回転方向に固く接続されるローラに関する。本発明によれば、駆動シャフトとローラリングとの間における、回転方向に固い結合作用は、締りばめ接合のみからなり、この締りばめ接合は、駆動シャフトの外表面と内部リングの内面との間で行われ、駆動シャフトの外径の少なくとも0.01%の締めしろを有する。  (もっと読む)
(もっと読む)
61 - 70 / 204
[ Back to top ]