
国際特許分類[B21B43/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 固定式または可動式の冷却床;特に冷却床と関連した手段,例.素材を制動するための手段または冷却床へもしくは冷却床から素材を運搬するための手段 (68)
国際特許分類[B21B43/00]の下位に属する分類
レーキまたはバーから成る冷却床 (5)
ロールまたはウォームから成る冷却床 (4)
キャリッジから成る冷却床
回転ドラムまたは循環チェーンから成る冷却床 (6)
冷却床を通じて素材を移動させる他の要素を有した冷却床 (3)
素材片の整列装置,すなわち冷却床上または同調コンベヤ上で素材の全軸端を整列させるもの
国際特許分類[B21B43/00]に分類される特許
21 - 30 / 50
熱延巻き取り後のコイル冷却方法
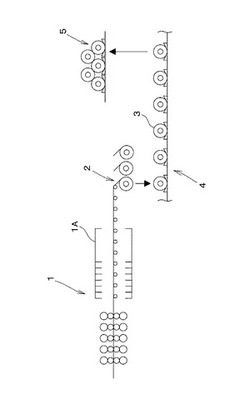
【課題】熱延後の圧延材を巻き取ったコイルの変形を抑制し、生産性や歩留りの向上を図る。
【解決手段】熱間圧延機の後段に水冷手段1Aとダウンコイラ2とを配置した熱間圧延ライン1において、圧延材を水冷手段1Aで所定の温度で冷却してダウンコイラ2でコイル3に巻き取った後、熱延コイル置場5で室温までコイルを冷却する方法であって、比率耐荷重の許容範囲が0.5以上(より好ましくは0.6以上)に対応する、コイル3の外周部における平均冷却速度が40℃/hr以下の冷却速度(より好ましくは33℃/hr以下の冷却速度)でコイル3を徐冷する。
(もっと読む)
冷却床搬入装置

【課題】 条鋼のすべり出しのタイミングを長手方向で揃える。
【解決手段】本発明の冷却床搬入装置1は、長尺材2を持ち上げるリフタ11と、該リフタ11からの長尺材2を冷却床6まで滑らせるすべり傾斜部12とを備えており、すべり傾斜部12は長手方向に複数のゾーン36に分割され、各ゾーン36のすべり傾斜部12を個別に昇降させる昇降手段22と、リフタ11に対するすべり傾斜部12の高さを調整する調整手段33と、を備えている。なお、調整手段33は、リフタ11とすべり傾斜台21との高さの差を検出する検出手段34と、検出手段34からの出力によって昇降手段22の昇降量を調整する制御部35とを備えているのが好ましい。
(もっと読む)
熱間圧延棒線の直接焼入方法
【課題】 炭素鋼のコイル状棒線を高強度化するため熱間圧延後直接焼入する。
【解決手段】 仕上げ圧延後の赤熱棒線をレイング式巻取機によって垂直らせんリング列に成形し、直接冷水槽中の集積台上に落下させる。集積台はリング列中心軸と偏心して水平回転させ且つ集積高さに対応して下降させ且つ集積部位を水面直下としているので水中で正確な幾何的ルーズコイルが形成される。冷水槽は上層部で遠心放射状の流れを形成していて集積されたリングは直ちに且つ均等に急冷され焼入がなされる。
(もっと読む)
冷却床
【課題】梁部材の熱反りの影響による可動レイクプレート端部の垂れ下がりを防止し、冷却対象長尺材を冷却しながら搬送することを、障害なくスムーズに行うことができる冷却床を提供する。
【解決手段】複数の受け溝2a,1aが、上面に夫々同じ間隔で設けられた固定レイク2と可動レイクプレート1を備えてなり、固定レイク2の受け溝2aで支持された冷却対象長尺材Aが、可動レイクプレート1の受け溝1aで受け取られ、固定レイク2の次の受け溝2aで支持されるよう順次搬送方向に送られ、搬送の間に冷却対象長尺材Aが放冷されるように構成された冷却床において、可動レイクプレート1は、冷却対象長尺材Aの搬送方向と直交する梁部材3で支持されており、その梁部材3の上面は遮蔽体4で被覆されている。
(もっと読む)
線材コイルの冷却方法及び冷却装置
【課題】線材コイル集束ライン及び/又は線材コイル搬送ラインにおいて、高温の線材コイルを急速に冷却でき、かつ、線材コイル全体を均一に冷却することができるとともに、冷却装置の設置スペースが少なくてすむようにした、線材コイルの冷却方法及び冷却装置を提供すること。
【解決手段】 線材コイルの集束ライン及び/又は搬送ラインにおいて、各線材コイル1をこれに冷却用空気を吹き付けて冷却する線材コイルの冷却方法であって、冷却対象の線材コイル1の胴部を臨む側に複数個のエアーノズル10を設置し、前記エアーノズル10により、送風狙い部位が線材コイル1のコイル外周稜線部となるようにし、かつ、線材コイル1の端面側から見て、送風狙い部位での当該線材コイル1の巻線の接線方向と当該エアーノズル10の送風方向とのなす角度が0〜30°の範囲を満たすように、冷却用空気を吹き付けて冷却を行う。
(もっと読む)
棒鋼の制御冷却装置
【課題】 熱間圧延直後の棒鋼を全長均一に制御冷却する装置を提供する。
【解決手段】 棒鋼を並列させて棒列を形成する手段と、個々の棒を自転させつつ斜行並進させて冷却帯を通過させる搬送手段と、冷却帯として常温流動床を内装する流動床槽と、該槽内で棒列と平行に搬送方向に多段に並列された送風ノズル列と、該棒列の下方で棒列と流動床との接触を断つ多段の遮蔽板列と、該棒列の上方で放熱を抑制する多段の保温板列とから成り、個々の棒を全長に渡り同時に同一条件で冷却するとともに棒鋼と流動床との接触を適宜調節して間欠冷却を可能とする。
(もっと読む)
冷却床
【課題】ピッチずれ及び搬送キズが生じる恐れなく丸棒あるいは円筒状の材料を回転冷却することができるとともに、搬送機械を大幅に簡易化できかつ材料を効率的に均一冷却することが可能な冷却床を提供する。
【解決手段】リンクプレート2bにトッププレート2aが設けられ、該トッププレート2aが材料Wを連続的に積載可能な積載面を構成する第1のチェーン2と、チェーンの長手方向に所定の間隔pをおいて、前記積載面よりも上方に突出するトップロ−ラ3を設けたリンクプレート1bを有する第2のチェーン1とが、搬送方向に平行に配置され、チェーンの駆動機構は、第1のチェーン2と第2のチェーン1とを同期した駆動であり、該同期した運転状態と、前記第1のチェーン2のみ駆動した運転状態とに切替え可能な切替え手段を有する。
(もっと読む)
線材冷却装置及びそれを用いた線材製造装置、並びに線材冷却方法
【課題】熱間圧延後に巻き取られて形成されるリング状線材を、ステルモア冷却工程上において線材全体に対して均一に冷却熱処理を施すことができ、優れた靱性及び延性を有し、高減面の伸線加工性に優れた高炭素線材を製造することが可能な線材冷却装置及びそれを用いた線材製造装置を提供する。
【解決手段】連続したコイルリング状に形成されてなるリング状線材50を搬送しつつ冷却する線材冷却装置1であり、少なくとも、リング状線材50の各リング部51が各々間隙を有するように支持して搬送する搬送部2と、リング状線材50に対して冷却風を衝風する送風部3とが備えられてなる。
(もっと読む)
棒鋼制御冷却方法
【課題】 熱間圧延直後の棒鋼を全長均一に制御冷却して各種の高強度鋼棒を製造する方法を提供する。
【解決手段】 棒鋼を並列させ、自転させつつ且つ斜行に並進させつつ冷却帯を通過させる。冷却帯は常温流動床で構成し、通過軌跡の下方には遮蔽板を設けて適宜開閉して棒鋼と流動床を間欠接触させ、同様に上方には保温板を設けて適宜開閉することにより空冷と保温を選択して合わせて所望の冷却パタンを得る。棒鋼に直接パテンティング、直接焼入、直接焼入焼戻し、細粒化処理等の熱処理が可能となる。
(もっと読む)
ランイントラフ
【課題】環境に左右されることなくトラフの開閉を行うことができ、作動調整等のメンテナンス作業が容易であるランイントラフを提供する。
【解決手段】圧延された棒鋼wが供給される樋状の受け部材11と、受け部材11が一端に取り付けられ一端が上下動するように設けられた揺動アーム12とを備え、揺動アーム12を揺動させてその一端を昇降させると、受け部材11から冷却床CBに棒鋼wが供給されるランイントラフ1であって、揺動アーム12を揺動させる揺動手段15が、その作動量を数値制御し得る非エア駆動のアクチュエータである。アクチュエータが数値制御されているので、設備のメンテナンス後に、メンテナンス前の状態に正確かつ容易に復帰させることができる。複数のアクチュエータを一括して調整することも可能となるので、調整作業を短時間かつ少人数で、最適な状態に容易に調整することができる。
(もっと読む)
21 - 30 / 50
[ Back to top ]