
国際特許分類[B21C3/16]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 圧延以外の方法による金属板,線,棒,管,型材または類似の半製品の製造;実質的に材料を除去しない金属加工と関連して用いる補助作業 (3,382) | 金属引抜き用プロフィリング工具;金属引抜き用ダイスおよびマンドレルの組合せ (135) | マンドレル;据付けまたは調整 (33)
国際特許分類[B21C3/16]に分類される特許
11 - 20 / 33
引抜プラグ及び引抜加工装置
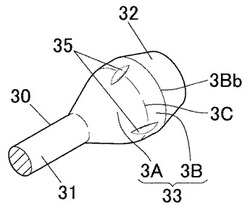
【課題】管状ワークの外表面を高平滑面に加工することができる引抜プラグを提供する。
【解決手段】引抜プラグ30は、管状ワーク40の中空部40c内に配置されるとともにワーク40の内表面40bを加工するプラグ本体32を備える。プラグ本体32の表面におけるワーク内表面40bとの当接部33に、引抜方向Nと平行に延びた溝条部35が設けられている。
(もっと読む)
管状ワーク用引抜加工装置

【課題】管状ワークの外表面を高平滑面に加工することができる管状ワーク用引抜加工装置を提供する。
【解決手段】引抜加工装置10は引抜ダイス20と引抜プラグ30を具備する。引抜ダイス20は、ワーク40が縮径加工されながら離れる第1曲面部1Cと、第1曲面部1Cにおけるワーク離れ位置Kよりも内側且つ下流側に配置されたダイスベアリング部2Bと、ダイスベアリング部2Bの上流端Fに滑らかに連なる第2曲面部2Cを有する案内部2Dと、を備える。案内部2Dは、第1曲面部1Cから離れたワーク40と再接触して該ワーク40を縮径加工しながらダイスベアリング部2Bへ案内するものである。引抜プラグ30は、ダイスベアリング部2Bの長さL4よりも短いプラグベアリング部3Bを備える。プラグベアリング部3Bは、ダイスベアリング部2Bに対応する位置に配置される。
(もっと読む)
内面溝付管の加工方法
【課題】金属管に容易にねじりを加えることができ、内面溝のリード角を大きくできる内面溝付管の加工方法を提供する。
【解決手段】金属管コイル18から引き出される金属管1内に、フローティングプラグ2と、フローティングプラグ2と連結棒3を介して接続された溝付きプラグ4とを配し、金属管1を引抜きダイス9を通すことでフローティングプラグ2を引抜きダイス9に留め、溝付きプラグ4の位置で金属管1を溝付きプラグ4上に圧迫して金属管1の内面に複数の溝8を形成する内面溝付管の加工方法において、金属管コイル18から金属管1を軸方向に引き出すと共に、金属管1が溝付きプラグ4の回転方向と同じ方向に回転するように金属管コイル18を軸廻りに回転させるものである。
(もっと読む)
管材の引抜加工用プラグおよびそれを用いた引抜加工方法
【課題】厚肉(t/Dが20%以上)の素管を用いて冷間引抜加工する場合であっても、プラグ破損やビビリ欠陥の発生がない、最適な引抜加工用プラグを提供する。
【解決手段】管材の内面に挿入する引抜加工用プラグであって、プラグの先端から順にストレート部、第1テ-パ部および第2テ-パ部で連続的に形成された外面を有し、前記ストレート部の外面は円柱面状であり、前記第1テ-パ部にはその径がストレート部から第2テ-パ部に向かって大きくなるようにテ-パ角θ1が付与され、前記第2テ-パ部にはその径が前記第2テ-パ部から後端に向かって大きくなるようにテ-パ角θ2が形成され、テーパ角θ1とθ2がθ1>θ2>0(ゼロ)の関係を満足することを特徴とする管材の引抜加工用プラグである。さらに、それを用いる引抜加工方法である。
(もっと読む)
冷間引抜加工用プラグ及び金属管の製造方法
【課題】冷間引抜加工後の金属管の外面の引張残留応力を低減できる冷間引抜加工用プラグを提供する。
【解決手段】プラグ1は、第1円柱部20と、テーパ部30と、第2円柱部40とを備える。第1円柱部20は外径D1を有する。第2円柱部40は、外径D1よりも大きい外径D2を有する。テーパ部30は、第1円柱部20と第2円柱部40との間に形成される。テーパ部30は、第1円柱部20から第2円柱部40に向かって徐々に大きくなる外径を有するテーパ表面31と、軸方向長さLとを有する。プラグ1の外径D1及びD2と、軸方向長さLとはさらに、式(1)〜(4)を満たす。
0.25≦ρ≦2.00 (1)
0.06≦L/D2≦0.8 (2)
L/D2≦0.3×ρ+0.575 (3)
L/D2≧0.1×ρ (4)
ここで、ρ=(D2−D1)/D1×100である。
(もっと読む)
金属管の引抜装置および引抜方法
【課題】金属管の引抜方法において、内面潤滑を改善し、長い素管の引抜や高速引抜における焼付きを防止する。
【解決手段】金属製素管(10)を外面を成形するダイス(1)と内面を成形するプラグ(6)と間に通すことで加工する引抜装置(31)において、前記素管(10)の内面に潤滑油(L)を供給する内面用潤滑油供給部を備えることを特徴とする。前記内面用潤滑油供給部は、例えば前記プラグ(6)を支持するロッド棒(7)の外面に開口して素管(10)の内面に向かって潤滑油(L)を吐出させる吐出口(12)である。
(もっと読む)
引抜加工方法
【課題】簡単な設備で、引抜製品の内径寸法を高精度で管理できる引抜加工方法を提供する。
【解決手段】本発明は、管材Wを、引抜ダイス2および引抜プラグ3間の隙間に通して引き抜くようにした引抜加工方法を対象とする。引抜開始から引抜終了にかけての引抜加工中に、引抜速度を増加させることにより、引抜開始時の初期引抜速度に対し、引抜終了時の終期引抜速度が速くなるように制御する。
(もっと読む)
引抜加工方法
【課題】プラグロッドに振動が発生するのを確実に防止できる引抜加工方法を提供する。
【解決手段】本発明は、管材Wをその内部にプラグロッド3を配置した状態で、引抜ダイス1に通して引き抜くようにした引抜加工方法を対象とする。管材Wの引抜ダイス1への搬送経路に沿って複数配置され、かつ管材Wおよびプラグロッド3を支持可能なローラ部材5を準備する。複数のローラ部材5のうち、引抜ダイス1に最も近い位置に配置されるローラ部材55に対して、管材Wの後端W2がローラ部材55を通過する前に、ローラ部材55を管材Wから離間させる通過前離間動作を行わせる。
(もっと読む)
内面溝付管の製造方法,製造装置及び内面溝付管
【課題】高さが高くかつリード角の大きい内面フィンを有する内面溝付管を、より生産性よく製造することができる製造方法及び製造装置を提供すること。
【解決手段】素管に対して一定方向へ引抜き力を連続的に付与し、縮経ダイスと前記素管内に挿入されたフローティングプラグとにより前記素管を縮経する縮経工程と、前記フローティングプラグへ回転自在に連結され外周面に螺旋状の平行な多数の溝.を有する溝付プラグと、当該溝付プラグ側へ押圧された状態で前記素管の外周を遊転しつつ遊星回転する複数のボール又はロールからなる転造工具とにより、前記素管内へ前記溝付プラグの溝に沿った多数のフィンを転写する転造工程とを含み、前記引抜き力を検出しながら、その検出値に基づいて前記素管に対する引抜き力を目標範囲内に収まるように制御することを最も主用な特徴としている。
(もっと読む)
内面溝付管の製造装置及び製造方法
【課題】溝付加工性等に優れる内面溝付管の製造装置及び製造方法を提供する。
【解決手段】内面溝付管の製造装置において、フローティングプラグ4と溝付プラグ5の間に、素管1aの引抜き方向に沿ってワイパー9、引抜き装置8、中間整形ダイス11を設ける。また、内面溝付管の製造方法において、素管1aの引抜き時におけるフローティングダイス2に負荷される荷重Fの最大値と最小値の差が500N以下となるようにする。さらに、フローティングダイス2に取り付けられたロードセル21により、フローティングダイス2に負荷される荷重Fを検出し、素管1aを引抜きながら前記荷重Fの経時的変化を電気信号に変換して制御部へ入力し、前記制御部は前記荷重Fの経時的変化を抑制するように引抜き装置8に信号を送信し、前記引抜き装置8が前記信号によりプーリ81の回転トルクを制御しつつプーリ81に動力を伝達するようにする。
(もっと読む)
11 - 20 / 33
[ Back to top ]