
国際特許分類[B21C47/34]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 圧延以外の方法による金属板,線,棒,管,型材または類似の半製品の製造;実質的に材料を除去しない金属加工と関連して用いる補助作業 (3,382) | 金属の処理法のみに関連した点を特徴とする金属線,金属帯または他の可撓性金属材料の巻取り,コイリングまたは巻戻し (621) | 特殊なタイプの装置に特に適するものでない供給またはガイド装置 (89)
国際特許分類[B21C47/34]に分類される特許
11 - 20 / 89
鋼帯コイルの端部位置の検出方法
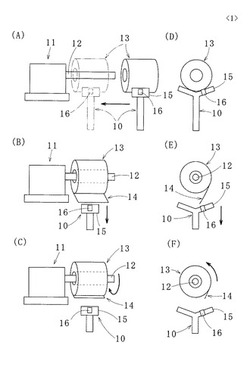
【課題】簡単な構成で作業性よく、しかも確実に、鋼帯コイルの払出し側端部を検出可能な鋼帯コイルの端部位置の検出方法を提供する。
【解決手段】コイル搬送手段10により搬送されペイオフリール11のマンドレル12に装着された鋼帯コイル13の払出し側端部14を検知して、ペイオフリール11の上位置に配置されたマグネットコンベアに吸着させる鋼帯コイルの端部位置の検出方法であり、マンドレル12に装着された鋼帯コイル13を払出し方向とは逆方向に回転させながら、巻回状態の鋼帯コイル13から剥がれた払出し側端部14を、コイル搬送手段10に設けられ鋼帯コイル13とは隙間を有して配置された在荷検出用センサー16により検知させ、検知状態が未検知状態となった角度位置を基準として、鋼帯コイル13を予め設定した角度回転させ、鋼帯コイル13の払出し側端部14をマグネットコンベアに吸着させる。
(もっと読む)
サイドガイドの設備及び金属ストリップのガイド方法

【課題】より確実にコイル巻き形状の安定化が可能なサイドガイドの設備及びそのガイド方法を提供する。
【解決手段】搬送ラインに沿って搬送されてきたストリップを巻き取るコイラーの入側に配置されて、上記搬送されてきたストリップを側方からガイドするサイドガイドの設備である。上記搬送ライン方向Lに沿って、それぞれ独立した複数段のサイドガイド5A、5Bを配列したことを特徴とするものである。
(もっと読む)
コイル状鉄筋繰出し装置
【課題】手動工具で鉄筋先端部の矯正操作を行うことなく、楽に鉄筋加工装置に鉄筋の先端部を導入できるようにする。
【解決手段】鉄筋保持装置2を、上下軸心回りに回転自在に設置台3に取り付け、鉄筋保持装置2により保持されるコイル状鉄筋1の巻き径方向の外側で、且つ、コイル状鉄筋1の保持位置よりも高い位置に、横方向に繰出す鉄筋1を受ける一対の支持ローラ8を、それらの回転軸心を上下方向に沿わせた状態で横方向に並べて取り付ける支持体12を設け、一対の支持ローラ8よりも鉄筋保持装置2から遠ざかる側で一対の支持ローラ8間に対し遠近移動自在に支持体12に取り付ける曲り矯正ローラ13を設け、支持ローラ8を駆動回転するローラ駆動装置17を設けて鉄筋1を略直線状に矯正する押圧矯正機構4を構成してある。
(もっと読む)
デフレクタピンチロールの安全清掃方法及び装置
【課題】デフレクタピンチロールの清掃作業を安全に行うことができる清掃方法及び装置を提供する。
【解決手段】巻戻した鋼板を製造ラインに送り出すデフレクタピンチロールの清掃方法において、(i1)デフレクタピンチロールの制御盤を操作する作業者の作業領域に配置した、該作業者の存在を検知するマットセンサーAと、デフレクタピンチロールを清掃する作業者の作業領域に配置した、該作業者の存在を検知するマットセンサーBの両方が作動し、その後、(i2)デフレクタピンチロールの前に設けた、該ロールの有形物の巻き込みを検知するエリアセンサーCが作動し、(ii)エリアセンサーCが、デフレクタピンチロールの有形物の巻き込みを検知したとき、上記制御盤に、デフレクタピンチロールの回転を停止する信号を送ることを特徴とする。
(もっと読む)
圧延機及び圧延方法
【課題】コイル状に巻かれた長尺の金属板を圧延することに適した圧延機で、金属板の繰り出し端を圧延ロールにまで確実に案内できる圧延機と圧延方法とを提供する。
【解決手段】長尺の金属板Mが巻回される巻き胴12を有するコイラ10と、前記巻き胴12に設けられて金属板Mの端部を保持する端部保持機構12Hと、このコイラ10を収納する箱体12と、コイラ10の金属板Mを所定の温度に加熱する加熱手段と、金属板が箱体の内外に渡るための挿通孔とを有するヒートボックス20と、前記コイラから繰り出された金属板を所定の圧下率に圧延する圧延ロール60とを備える。さらに、巻き胴に巻回された金属板の繰り出し端部をめくり上げるオープナー30と、このオープナーでめくり上げた金属板の繰り出し端部を前記挿通孔に案内する繰り出しガイド部と、前記繰り出し端部近傍の金属板の浮き上がりを押える繰り出しスナバロール40とを備える。
(もっと読む)
圧延機及び圧延方法
【課題】コイル状に巻かれた長尺の金属板を圧延する圧延機で、金属板の端部をコイラの巻き胴に保持し、かつ保持箇所近傍で金属板に過剰な屈曲が生じない圧延機を提供する。
【解決手段】長尺の金属板Mが巻回される巻き胴12を有するコイラ10と、このコイラ10を収納するヒートボックス20と、コイラ10からヒートボックスを通って繰り出された金属板を所定の圧下率に圧延する圧延ロール60とを備える。巻き胴12は、金属板Mの端部を保持する端部保持機構を有する。端部保持機構は、巻き胴の回転軸を有する基部と基部に対して開閉する可動部とを備え、基部に対して可動部を開くことで巻き胴の外周面から金属板の端部が挿入される溝を基部と可動部との間に形成する。溝は、その溝に挿入された金属板の端部と、この端部につながり巻き胴の外周に接して巻回される金属板とのなす角度が鈍角となる方向に形成されている。
(もっと読む)
ピンチロールの切替ゲート
【課題】ゲートと通板エプロンを一系統のシリンダーで動作させることができるピンチロールの切替ゲートを提供する。
【解決手段】最後方のダウンコイラーより前方に設置させる前方のダウンコイラーに対応するピンチロールの出側に設置され、ストリップ10を前方のダウンコイラー11側と後方のダウンコイラー12側に振り分ける切替ゲート1を備え、切替ゲート1は、ストリップ10を前方のダウンコイラー11ヘ誘導する場合には上昇し、ストリップ10を後方のダウンコイラー12ヘ誘導する場合には下降するゲート2と、ストリップ10を後方のダウンコイラー12ヘ誘導する際にストリップ10を安定的に通板させる通板エプロン3と、ゲート2と通板エプロン3を昇降させる一系統のシリンダー6とを備えた。
(もっと読む)
テンションリールの外周巻きズレ修正装置
【課題】 既設のスナバロール用のアームを利用して、テンションリールに巻き取られているコイルとストリップの境界付近で、簡単な構成でコイル外周の巻きズレを修正する。
【解決手段】 テンションリールに近接した支柱にスナバアームが揺動自在に設けられ、該アームにブラケットを介してスナバロールが回転自在に支持される。スナバロールの上側で前記スナバアームの先端に第1取付部材がスナバアームの長さ方向に対し、ほぼ直立状態で固定され、該第1取付部材に対し、第2取付部材がほぼ直角に延びた状態で固定され、該第2取付部材の先端に第3取付部材が揺動自在に取付けられる。前記第2取付部材と第3取付部材との間で上側には揺動シリンダーが接続され、前記第3取付部材の下面にはストリップの幅方向に往復作動するガイドシリンダーがストリップの一端面側および他端面側に取付けられ、前記ガイドシリンダーの先端に各々ガイドロールが取付けられる。
(もっと読む)
鋼帯の通板方法
【課題】コイルの先端の反りや曲がりに起因して発生する、ピンチロール入口部分での掛かり板の問題を解消可能な鋼帯の通板方法を提供すること。
【解決手段】プロセスラインの入側におけるストリップ通板時に、ペイオフリールに装着されたコイルの先端をマグネットコンベアで吸着してピンチロールへ導く鋼帯の通板方法であって、該マグネットコンベアの一端部を軸支し、該軸を中心として、他端部を下降させてペイオフリールに装着されたコイルの先端をマグネットコンベアに吸着させ、その後、該軸を中心として、他端部を上昇させながらマグネットコンベアに吸着されたコイルの先端をピンチロールへ通板させる。
(もっと読む)
金属帯の巻き取り方法およびその装置
【課題】板厚が薄い金属帯を高速で通板する場合に、該金属板を切断後、捲取急速減速する際に、該切断側先端部の上反りを回避可能な金属帯の巻き取り方法およびその装置を提供すること。
【解決手段】高速通板される金属帯を切断後テンションリールに巻き取る金属帯の巻き取り方法であって、該金属帯を切断すると同時に、該巻き取り方向の上部から、該切断部に10〜30Nm3/Hrの流量のエア流量を390〜980kPaのエア圧で噴射する。
(もっと読む)
11 - 20 / 89
[ Back to top ]