
国際特許分類[B21D22/20]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 型打ち,へら絞り,または深しぼりによる切削しない成形 (1,667) | 深しぼり (1,015)
国際特許分類[B21D22/20]の下位に属する分類
ブランクの縁を固定しないもの (6)
ブランクの縁を保持する装置をもつもの (38)
ブランクに関して向いあった方向に効果をもつ二つのしぼり操作を有するもの (14)
特殊な,例.不規則な,形をした物品の製造のためのもの (251)
連続するダイスを用いる円筒状の物品のもの (96)
深しぼりにより成形された製品を仕上げるためのもの (58)
国際特許分類[B21D22/20]に分類される特許
81 - 90 / 552
熱処理硬化鋼板を用いた局部的に異種強度を有する自動車部品の製造方法
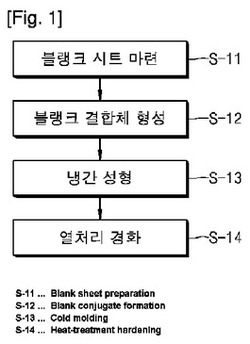
【課題】局部的に異種強度を有する自動車部品の製造方法に関するものであり、より詳しくは、局部的に異種厚を有する熱処理硬化鋼を用いた自動車部品の製造方法に関して開示する。
【解決手段】本発明は、要求される強度によって、異種厚を有する熱処理硬化鋼板または異種材質を有する熱処理硬化鋼板を用いてブランクシートを準備するブランクシート準備段階;レーザー溶接(Laser welding)を用いて前記ブランクシートを連結してブランク結合体を形成するブランク結合体形成段階;前記ブランク結合体を冷間プレス成形する冷間成形段階;及び冷間成形された部品をAC3温度以上に加熱した後、金型に拘束した状態で急冷して成形残留応力を解消し、強度を向上させる熱処理硬化段階;を含む自動車部品の製造方法を提供する。
(もっと読む)
金属部品の製造方法

【課題】二つの金属部品、例えばヨークとヨークカバーを一枚の金属材料から効率良く製造できる方法を提供することにある。
【解決手段】金属材料をプレス機で抜き加工して第1の金属部品を得る抜き工程と、前記抜き加工後の金属材料の抜き孔の外側部分をプレス機により必要回数絞り加工して筒状又は皿状の第2の金属部品を得る絞り工程を備えた製造方法である。金属材料をプレス機により絞り加工する工程と、絞り加工された金属材料の天板部又は底板部をプレス機により打ち抜いて第1の金属部品を得る工程と、前記第1の金属部品打ち抜き後の金属材料を必要回数絞って、筒状の周壁の軸方向一端に前記第1の金属部品打ち抜き跡(底孔又は天孔)があり、軸方向他端に開口部のある第2の金属部品を得る工程を備えた方法である。前記方法は、金属材料を移動しながら、金属部品の絞り加工、他の金属部品の打ち抜き加工、打ち抜き後の金属部品の絞り加工を行うことができる。
(もっと読む)
合金化溶融亜鉛めっき鋼板からなる張出し成形品の製造方法および製造装置
【課題】GA鋼板を張出し成形する際の摺動性を安定化し、面品質の低下を抑制する。
【解決手段】パンチとダイを備えるプレス成形装置を用いてGA鋼板を張出し成形することによって張出し成形品を製造する際に、パンチとGA鋼板とが接触を開始してから下死点までの間の少なくとも一部の領域では、直前のパンチ速度を維持し、または成形ストロークとともにパンチ成形速度を増大するようにする。この領域は、ドアアウタ部品の取手部をはじめとするエンボスを成形し始めるストロークから成形下死点までの領域である。
(もっと読む)
プレス成形品およびその製造方法
【課題】深絞り加工が可能な程度に成形性が良好なプレス成形品を製造するための有用な方法、およびプレス成形品を提供する。
【解決手段】パンチおよびダイを用いて薄鋼板をプレス成形して成形品を製造するに当り、薄鋼板をAc3変態点以上の温度に加熱した後、フェライト変態が生じる臨界冷却速度以上の冷却速度で冷却し、ベイナイト変態が開始する温度よりも160℃高い温度以下から成形を開始する。
(もっと読む)
プレス成形品の製造方法
【課題】金型を複雑に構成することなく、必要によって鋼板表面にスケールが形成されることによる不都合を招くことなく、深絞り加工が可能な程度に成形性が良好なプレス成形品を製造するための方法を提供する。
【解決手段】プレス成形方法は、パンチ1およびダイ2を用いて薄鋼板4をプレス成形して成形品を製造するに当り、薄鋼板4をAc3変態点以上の温度に加熱し、プレス成形を開始し、成形高さの1/3に至った段階で、前記薄鋼板内の温度差が200℃以内となるようにして成形する。
(もっと読む)
マグネシウム合金製プレス品の製造方法および順送型金型ユニット
【課題】耐食性に優れた軽量で高強度のマグネシウム合金製プレス品を効率良く製造可能な製造方法を提案すること。
【解決手段】マグネシウム合金製プレス品の製造法は、Mg−Al−Mn系合金製の原料板に冷間プレス金型を用いて穴明け加工を施す穴明け工程(ST2)と、穴明け加工後の原料板を360℃から500℃までの範囲内の温度まで加熱する予熱工程(ST3)と、360℃から500℃までの範囲内の温度に保持されている熱間プレス金型を用いて、予熱後の原料板に曲げ加工を施す曲げ工程(ST4)を有している。予熱工程を経て、原料板および金型の双方をかかる温度に加熱することにより、高精度の曲げ加工を歩留まり良く効率的に行うことができる。
(もっと読む)
熱間成形品の製造方法
【課題】深絞り加工が可能な程度に成形性が良好な熱間成形品を製造するための有用な方法を提供する。
【解決手段】パンチおよびダイを用いて薄鋼板を熱間で成形して成形品を製造するに当り、薄鋼板をAc3変態点以上の温度に加熱した後、(フェライト変態開始温度+50℃)以下の温度から成形を開始する。
(もっと読む)
金属板のプレス成形方法
【課題】汎用性があり、優れた形状凍結性の得られる金属板のプレス成形方法を提供する。
【解決手段】金属板をプレス成形して作製した部品において残留応力の緩和に最適な平坦部または縦壁部の部位をプレス成形解析方法により予め特定しておき、前記平坦部または縦壁部の部位に相当する位置に軟化部を設けた金属板をプレス成形することを特徴とする金属板のプレス成形方法。
(もっと読む)
プレス成形方法
【課題】底面から縦壁部に材料を流入させるプレス成形において、コーナー部に破断を生じさせることなく成形可能な方法を低コストに提供する。
【解決手段】ブランク材10の底面3に相当する領域に予め複数の脆弱部(穴部12)を形成し、この脆弱部の数、位置、及び形状を適宜設定することにより、コーナー部8へ向けて外縁4と直交する方向に流動する底面3の材料の流動量Bよりも、直線部9に向けて外縁4と直交する方向に流動する底面の材料の流動量Aが多くなるように制御し、直線部9の材料をコーナー部8へ回り込ませる。
(もっと読む)
金属板のプレス成形方法
【課題】安価で、汎用性があり、優れた形状凍結性の得られる金属板のプレス成形方法を提供する。
【解決手段】金属板Aをプレス成形して作製した部品において残留応力の緩和に最適な平坦部または縦壁部の部位をプレス成形解析方法により予め特定しておき、前記平坦部または縦壁部の部位に相当する金属板Aの位置に開口部を設け、前記開口部に、より低強度な金属板Bを溶接した金属板Aをプレス成形することを特徴とする金属板のプレス成形方法。
(もっと読む)
81 - 90 / 552
[ Back to top ]