
国際特許分類[B21D22/20]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 型打ち,へら絞り,または深しぼりによる切削しない成形 (1,667) | 深しぼり (1,015)
国際特許分類[B21D22/20]の下位に属する分類
ブランクの縁を固定しないもの (6)
ブランクの縁を保持する装置をもつもの (38)
ブランクに関して向いあった方向に効果をもつ二つのしぼり操作を有するもの (14)
特殊な,例.不規則な,形をした物品の製造のためのもの (251)
連続するダイスを用いる円筒状の物品のもの (96)
深しぼりにより成形された製品を仕上げるためのもの (58)
国際特許分類[B21D22/20]に分類される特許
61 - 70 / 552
高強度鋼部材の成形方法
【課題】TBF鋼を加熱下でプレス成形して高強度鋼部材に成形するにあたり、その加熱下での成形性および成形後の高強度鋼部材の機械的特性をともに改善しうる高強度鋼部材の成形方法を提供する。
【解決手段】TBF鋼板を450〜600℃の温度T℃に加熱し、その温度T℃において下記式で定義されるPt秒以下の保持時間でプレス成形する。
【数1】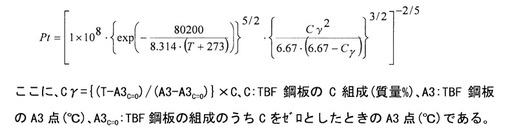 (もっと読む)
(もっと読む)
高強度鋼板のプレス成形方法

【課題】生産性の低下を抑制して、深絞り成形と張出し成形を含むプレス成形部品を、高強度鋼板でプレス成形できるようにすることである。
【解決手段】深絞り成形する成形後期に張出し部Aを張出し成形するに際して、プレス成形中の鋼板温度を100℃〜350℃とし、張出し成形を行う成形後期の成形速度を、張出し成形を行わない成形前期の成形速度よりも遅くすることにより、張出し部Aでの割れを防止して、プレス成形限界を向上させ、深絞り成形と張出し成形を含むプレス成形部品を、高強度鋼板でプレス成形できるようにした。
(もっと読む)
高強度鋼板を用いた成形素材の溶接方法およびレーザ溶接装置、それにより得られる成形素材ならびに加工方法および成形品

【課題】高強度鋼板を対象として、予め施した溶接部の延性を改善し、成形限界を向上させ得る成形素材の溶接方法およびレーザ溶接装置と、それにより得られる成形素材、ならびにこの成形素材を用いる加工方法および成形品を提供する。
【解決手段】高強度鋼板を複数枚重ね合わせた成形素材を溶接し、溶接部を再加熱する溶接方法であって、1回目の溶接部7の近傍に2回目の溶接を、1回目の溶接部7と略平行に、しかも2回目の溶接部10の方が1回目の溶接部7よりも成形の際に変形を受ける箇所から遠くなるように施すことを特徴とする高強度鋼板を用いた成形素材の溶接方法である。再加熱または2回目の溶接を、レーザを用いまたはレーザ溶接により行い、さらに間隔を1.5〜2mmとするのが望ましい。この方法は本発明のレーザ溶接装置により好適に実施できる。
(もっと読む)
プレス成形方法
【課題】深絞り成形と張出し成形の成形要素を含むプレス成形部品を、高生産性を確保できる10mm/sec以上の速い成形速度でプレス成形できるようにすることである。
【解決手段】深絞り成形工程を100℃〜250℃の温間で行い、張出し成形工程を50℃未満の冷間で行うことにより、深絞り成形されるカップ状の底部に張出し部Aが張出し成形され、深絞り成形と張出し成形の成形要素を含むプレス成形部品を、高生産性を確保できる10mm/sec以上の速い成形速度でプレス成形できるようにした。
(もっと読む)
ブランク材のプレス成形方法
【課題】形成した貫通孔の形状がホットプレス加工装置による焼入れ成形後においても成形時のひずみにより形状変化をさせずにしかも低コスト並びに工数低減したプレス成形品の製作を可能にする。
【解決手段】常温状態のブランク素材4−1に、ブランク型プレス加工装置5の有底孔加工工具5dを用いて材料組織が断裂しない程度に塑性変形させた状態で有底孔7を形成すると共にトリミングしてブランク材4を成形し、次に、ブランク材4を、焼入れ温度まで加熱した上でホットプレス加工装置8により所定形状にプレス成形するとともに焼入れを行なって中間成形品1aを成形し、その後当該中間成形品1aを冷却した上で、別のプレス加工装置15が備える有底孔加工工具15eにより有底孔7の底板部7aを打抜き切除することによって、貫通孔9を有するプレス成形品を成形する。
(もっと読む)
輻射伝熱加熱用金属板及びその製造方法、並びに異強度部分を持つ金属加工品及びその製造方法
【課題】表面反射率が高い場合にも、簡単に所望の温度にまで加熱できる上に、連続的に強度の異なる部分を持つ金属加工品を、低コストで、生産性よく製造することができ、また強度の異なる部分の配置に制約の少ない異強度部分を持つことができる輻射伝熱加熱用金属板及びその製造方法を提供する。
【解決手段】近赤外線による輻射伝熱加熱が行われる金属板の表面の一部または全体に、ドットの数、ドットの1個当たりの大きさ、ドットの分布密度および/または模様の線の数、模様の線の太さ、模様の分布密度、模様のパターンによる反射率低減処理の濃淡が形成されている反射率低減処理処理領域を形成させる。その金属板を輻射伝熱加熱することにより部分的に温度の異なる加熱金属板としたうえ、例えばホットスタンプによって冷却を伴う熱処理加工を行う。
(もっと読む)
順送プレス加工装置
【課題】順送プレスにおいて温間成形加工を可能とし、かつ、温間成形加工を行う際に生じる熱が周辺部に悪影響を及ぼすことのない順送プレス加工装置を提供する。
【解決手段】金型基台100上に複数工程を行う動作部200がワーク材Wの搬送方向に沿って設置され、ワーク材Wに対し動作部200が複数工程を行って製品を製造する順送プレス加工装置10であって、動作部200は、ワーク材Wの加工範囲Waを加熱する加熱部400と、加熱後の加工範囲Waを所定温度に保持した状態で温間成形加工する温間成形加工部(絞り加工部)500と、温間成形加工後に温間成形加工された加工範囲Waを冷間成形加工する冷間成形加工部(打ち抜き加工部)600とを有し、加熱部400は、加熱部400を冷却する流体を流通させる第1冷却用流体流通路440を有する。
(もっと読む)
成形性に優れた高強度鋼板、温間加工方法、および温間加工された自動車部品
【課題】980MPa級以上の強度を確保しつつ、伸びと深絞り性を兼備する高強度鋼板を提供する。
【解決手段】質量%で、C:0.05〜0.3%、Si:1〜3%、Mn:0.5〜3%、P:0.1%以下(0%を含む)、S :0.01%以下(0%を含む)、Al:0.001〜0.1%、N :0.002〜0.03%を含み、残部が鉄および不純物からなる成分組成を有し、全組織に対する面積率で、ベイニティック・フェライト:50〜90%、残留オーステナイト(γR):5〜20%、マルテンサイト+上記γR:10〜50%、フェライト:40%以下(0%を含む)を含む組織を有し、上記γRは、そのC濃度(CγR)が0.5〜1.2質量%、その平均円相当直径が0.2〜2μm、その平均アスペクト比(最大径/最小径)が3.0未満を満足するものである高強度鋼板。
(もっと読む)
部分加熱加工装置及びそれを備えた順送型加工システム
【課題】部分加熱増肉加工により加工時間を短縮して生産性に優れた部分加熱加工装置及び順送型加工システムの提供。
【解決手段】基台10aとその上方に対向配置された上ホルダー17とを備え、上ホルダーは、その下方に、上ホルダーの上下方向の動きを水平方向の動きに変換してパンチ部材13,14を水平駆動させる縦押圧手段と、加熱手段を備えた上面支持部と、を連結し、上ホルダーを下降させることにより、連結された縦押圧手段及び上面支持部を下降させ、上面支持部と基台上に設けられた下面支持部とでワークを挟圧保持し、挟圧保持したワークの加熱予定部を、上面支持部及び/又は下面支持部に設けられた加熱手段によって加熱するとともに、縦押圧手段のカムスライド面によって動きを変換され水平駆動する横押圧手段の先端に設けられたパンチ部材をワーク方向に移動させ、ワークの左右外方から内方に押圧して、ワークの加熱予定部を加工する。
(もっと読む)
直接通電加熱方法
【課題】例えばホットプレス加工に際し、直接電流を流すことによりメッキ鋼鈑を加熱する直接通電加熱方法において、溶融したメッキが偏る不具合を解消する。
【解決手段】直接電流を流すことによりメッキ鋼鈑1を加熱する直接通電加熱方法において、メッキ鋼鈑1の電流が流れる方向に延びる側縁11に対して絶縁間隙2を挟んで延びる側縁31を有する補助通電板3を前記メッキ鋼鈑1と同一平面内に並べ、メッキ鋼鈑1及び補助通電板3に同位相の電流を通電することを特徴とする直接通電加熱方法である。
(もっと読む)
61 - 70 / 552
[ Back to top ]