
国際特許分類[B21D28/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | プレスカッティングによる成形;穴抜き (1,417)
国際特許分類[B21D28/00]の下位に属する分類
屑を出すかもしくは出さないでブランクまたは物品の押し抜き;ノッチング (426)
穴抜き,すなわち穴の押抜き (664)
国際特許分類[B21D28/00]に分類される特許
51 - 60 / 327
ブランクを絞り加工及びトリミングするための方法及び装置
本発明は、金属製のブランク(1)から絞りパンチ(2)と絞りダイ(3)を用いて部品を絞り加工するための装置であって、絞りパンチ(2)は絞り手順中にブランク(1)をトリミングするための切断エッジ(4)を有し、ダイ(3)に導入輪郭(5)が設けられている装置に関する。本発明は、本発明の装置を用いてブランクを絞り加工する方法及び該方法の本発明による使用にも関する。装置及び方法を提供するという目的は、統合された絞り加工及びトリミング中に部品の輪郭に影響を与えることなく切断力を減少させ得る装置及び方法が、ダイ(3)の導入輪郭(5)を、切断エッジ(4)と導入輪郭(5)が、切断線(7)に沿った切断手順開始時の絞りパンチ位置の特定領域内でのみ切断係合するように構成することによって達成される。 (もっと読む)
トリム加工装置

【課題】トリム刃の手入れを不要とすることができるのはもちろんのこと、切断加工のサイクルタイムの短縮を図ることができるトリム加工装置を提供する。
【解決手段】上型120では、トリム部121が、支持部122によって、下型へ向かう方向とは反対方向に移動可能に支持されている。下型110では、クッション部140が、上型120の下降時におけるトリム刃121AのワークWへの当接前にトリム部121のガイドポスト123と当接することにより、トリム部121を上方に付勢する。トリム部121は減速され、トリム部121の速度は支持部122の速度(プレスラム130の駆動速度)よりも低くなる。ワークWへの当接時、トリム部121は、プレスラム130の駆動速度よりも低いので、トリム刃121Aへの衝撃が小さい。これにより、トリム刃121Aの欠けの発生を防止することができる。
(もっと読む)
オリフィスの加工方法
【課題】本発明の目的は、穴径の異なる凹部及びオリフィスを高い位置精度で、且つ短時間で加工することが可能なオリフィスの加工方法を提供することにある。
【解決手段】ベース2b上に設けられテーブルBを設けたB軸角度割出し装置3と、テーブルB上に設けられテーブルAを設けたA軸角度割出し装置25と、テーブルA上に設けられワークを保持するチャック32と、ベース上に設けられ軸線Z方向に動作可能なベースZ6と、ベースZ上に設けられ軸線X方向に動作可能なベースX8と、ベースX上に設けられ軸線Y方向に昇降動作可能なパンチ保持部13と、パンチ保持部に軸線Zと平行に保持された複数のパンチ19,22とからなるプレス装置で、ワークの姿勢を変えてパンチをZ方向に動かして所望の位置にプレス加工するサイクルを、ワークをチャックしたまま先端径・形状違いのパンチで連続的に行う。
(もっと読む)
パンチプレスのバリ取りツール
【課題】 パンチプレスにおいて板材に打ち抜き加工や切断加工で成形された長孔や切断部分のバリを、同じパンチプレスでの工程として除去できるパンチプレスのバリ取りツールを提供する。
【解決手段】 このパンチプレスのバリ取りツール6は、互いに対向して配置される上型7および下型8を有する。これら上型7および下型8は、それぞれボール保持部材22,32、およびこれらボール保持部材に回転自在に支持されボール保持部材22,32の対向面に互いに対向して突出するボール23,33を有する。これら上下一対のボール23,33の一部が板材Wの前記長孔Aに嵌まり、上下のボール23,33で板材Wを挟んだ状態で板材Wが移動することにより、前記長孔Aの長手方向に沿って形成されているバリaを連続的に取って行くようにされている。長孔Aに限らず、板材Wの切断部分の沿うバリも、上記と同様に連続的に取って行くものとする。
(もっと読む)
インサート、その製造方法及びそのインサートを有する長尺成形品の製造方法
【課題】単位長さ当たりの重量が軽く、短冊部に確実に分離可能なインサートとその製造方法、そのインサートを使用した長尺成形品を提供する。
【解決手段】インサート30は、多数の短冊部31と、圧延と引張により形成された連結部を備えた梯子状の形状である。短冊部31の間にはスリットを形成し、スリットは、長手方向における幅の広い第1スリット34と、第1スリット34よりも幅の狭い第2スリット35が交互に形成される。連結部は、幅方向における幅の狭い第1連結部32と、第1連結部よりも幅方向の幅の広い第2連結部33とが交互に形成される。短冊部31と、第1スリット34と、第2スリット35の長手方向における幅の比は、100:(65〜104):(24〜53)であり、第1連結部32と第2連結部33の幅方向における幅の比は、20:(28〜33)で形成されたインサートである。
(もっと読む)
無段変速機用エレメントの製造方法
【課題】無段変速機の駆動ベルトを構成する無段変速機用エレメント(エレメント)を金属製帯板から打ち抜いて作製する際、エレメントの厚み方向の寸法精度を向上させる。
【解決手段】先ず、金属製帯板50の幅方向略中央部に、該金属製帯板50の長手方向に沿って延在するスリット58が形成される。次に、金属製帯板50の幅方向端部が圧潰され、該幅方向端部の厚み方向寸法が短縮される。これに伴って、金属製帯板50には、幅方向端部から中央部に向かう肉の流動が発生する。この流動は、前記スリット58によって吸収される。最後に、金属製帯板50の幅方向に沿って、2個のエレメント10、10のヘッド部16、16同士が対向するようにして打ち抜きが行われる。
(もっと読む)
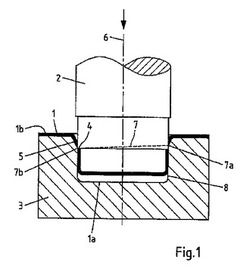
切断金型装置、及びそれを用いた切断方法
【課題】パンチの先端部から確実に切断カスを分離させることができる切断金型装置、及びそれを用いた切断方法を提供すること。
【解決手段】本発明にかかる切断金型装置は、パンチ受け孔1aを有するダイ1と、パンチ受け孔1aに対して挿脱可能に設けられたパンチ2とにより切断対象となる薄板材を切断する切断金型装置であって、パンチ2が、第1パンチ2aと第2パンチ2bとを含む複数のパンチに分割され、第2パンチ2bは、第1パンチ2aと協働して薄板材を切断するとともに、その下死点がパンチ受け孔1a内に設けられたパンチストッパー1bにより制限され、第1パンチ2aの下死点が第2パンチ2bの下死点よりも下になっているものである。
(もっと読む)
リンク部材の製造方法
【課題】リンク部材を製造する際の板材の歩留を高めて、リンク部材のコストを低減することである。
【解決手段】まず、マッチング孔明け工程において、帯板51にマッチング孔52を形成する。マッチング孔52を基準として順送装置により帯板51を順送し、次いで、面取り工程において帯板51の両側辺51a,51bに助手席側のリンクプレートの両端形状を形成する。次いで、送り工程において帯板51を順送装置により順送した後、孔明け工程において帯板51に固定孔35と連結孔36,37とを形成する。固定孔35と連結孔36,37とが形成された帯板51を、送り工程において順送装置により順送した後、切断工程において、順送された帯板51の長手方向先端部から両端形状を形成された範囲を順送毎にくの字に曲がった同一形状で順次切断する。
(もっと読む)
パンチプレス
【課題】パンチ金型に備えた板押えによってワークを押圧するとき、圧痕を生じないように押圧力を調節することのできるパンチプレスを提供する。
【解決手段】上下動用アクチュエータによって上下動されるラム3の下端部にパンチ金型5を着脱交換可能に備えると共にワークをダイ金型に押圧するための板押え11を上下動自在に備えたパンチプレスであって、前記ラム3を囲繞して上下動自在に備えた環状の昇降部材21の下側に、前記パンチ金型5におけるパンチ7を囲繞した前記板押え11を支持するための板押えホルダ27を上下動自在に備えると共に、前記昇降部材21を上下動するためのアクチュエータ23を備え、前記昇降部材21と前記板押えホルダ27との間に、前記板押え11がワークの押えを開始すると前記板押え11に押圧力を付与するための第1の弾性部材と、前記昇降部材21と前記板押えホルダ27との間の間隙31が所定値以下になると前記板押え11に押圧力を付与するための第2の弾性部材とを備えている。
(もっと読む)
微小径のステンレス鋼製溶接ナット及びその製造方法、該製造方法に使用する打抜きパンチ
【課題】微小径の溶接ナットをステンレス鋼板の打抜き加工により容易に製造することができるステンレス鋼製溶接ナット及びその製造方法、該製造方法に使用する打抜きパンチを提供する。
【解決手段】ねじ径がM1.2〜M1.6の微小径のステンレス鋼製溶接ナットであって、ナットの高さと等しい厚みを有するステンレス鋼板の素材20を打抜き成形加工して、外形が六角形のナット本体21の底部対辺部位に溶接突起23とが成形されている。製造方法は、素材20からナット本体2を打抜き加工すると同時に、該ナット本体21の底部対辺部位に溶接突起23を成形する工程に特徴がある。製造方法に使用する打抜きパンチ2はナット本体21の外形に対応する六角柱状を有し、該打抜きパンチ2の下端面外周部の対辺部位に溶接突起23を成形する切欠き部5が設けられている。
(もっと読む)
51 - 60 / 327
[ Back to top ]