
国際特許分類[B21D39/03]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 物体または部品を結合するための方法の適用,例.鍍金以外の金属板での被覆;拡管装置 (743) | 折曲げによる以外の金属板の結合 (131)
国際特許分類[B21D39/03]に分類される特許
31 - 40 / 131
搬送ローラー及び搬送ローラーの製造方法
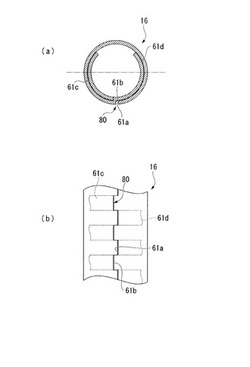
【課題】搬送不良の発生しにくい搬送ローラー及び搬送ローラーの製造方法を提供すること。
【解決手段】金属板の対向する一対の端部が近接する、あるいは当接するように円筒状に形成され、前記一対の端部間に継ぎ目を有するローラー本体を備え、前記一対の端部のうち少なくとも一部は、前記ローラー本体の内周面側に突出し前記内周面を押圧する突出部を有する。
(もっと読む)
プレス方法及びプレス装置

【課題】複数枚の板材を積層してなるワークを、板材の積層方向に押圧することにより、各板材を積層状態に強固かつ高精度に結合させることができるプレス装置を提供する。
【解決手段】複数枚の鉄心片Sを積層してなるワークWを載置するための載置台15と、その載置台15上のワークWを上方から押圧するための押圧部材35とを備える。支持部材11により載置台15を水平面内において遊動可能に支持する。押圧部材35の下降時に、ワークWの各鉄心片Sが同一垂直軸線上に位置するように、位置決め部材39によりワークWを位置決めする。
(もっと読む)
金属接合体、及び、金属接合装置
【課題】本発明は、小型化を図った金属接合体、及び、この金属接合体を製造し、かつ、強度の向上を図った金属接合装置を提供することを課題とする。
【解決手段】突出部13、14、15が、前記2つ以上の金属板10、11、12を重ねた状態で、第1切断線L2及び該第1切断線L2の両端部を通り、かつ、前記第1切断線L2に対して交差する方向に延びた一対の第2切断線L3に沿って前記2つ以上の金属板10、11、12を切断して、前記第1切断線L2及び前記一対の第2切断線L3に囲まれた部分を前記一対の第2切断線L3の端部同士を結ぶ一対の折り曲げ線L1に沿って折り曲げるように押圧することにより押圧方向Zに突出して設けられる。
(もっと読む)
搬送ローラーの製造方法及び円筒軸の製造方法
【課題】金属の板材から略円筒状の搬送ローラー又は円筒軸を形成した場合であっても、一対の端部が互いに接する接続部での腐食の発生を防止できる搬送ローラーの製造方法及び円筒軸の製造方法を提供すること。
【解決手段】本発明は、シート状の記録媒体上に情報を記録する印刷装置に設けられ、記録媒体を搬送する搬送ローラーの製造方法であって、板材を曲げて略円筒状の円筒部材を形成する工程S1と、板材の一対の端部が互いに接する接続部を電解めっきによって被覆するめっき工程S3とを有するという方法を採用する。
(もっと読む)
アルミニウム材のかしめ接合方法及びかしめ接合体
【課題】本発明の課題は、接合強度を向上させることができるアルミニウム材のかしめ接合方法を提供することにある。
【解決手段】本発明のかしめ接合方法は、アルミニウム材としてのアルミニウム合金板2,3の接合面11における酸化被膜8の少なくとも一部を除去するまで研磨する研磨工程と、前記アルミニウム合金板2,3を加圧しながらかしめ接合する接合工程と、を有することを特徴とする。このかしめ接合方法によれば、アルミニウム合金板2,3同士の接合面11では再生した酸化被膜8cが破れてアルミニウム合金同士が凝着し合うので、アルミニウム合金板2,3同士が強固に接合される。
(もっと読む)
複合材
【課題】複数枚で構成され、剛性、断熱性、遮音性能などに優れる複合材を提供すること。
【解決手段】アルミニウム製の平板状の板体1Bの上に凸部20A及び平面部20Cが形成されたアルミニウム製の板体1Aを凸部20Aが上方に突出するように、すなわち凸部20Aの開口部が下となるように、載せてプレス金型装置内にセットして、2枚の板体1A、1Bに複数の凸部20Bを形成して凸部20B同士を接合することによって2枚の板体1A、1Bを接合する。
(もっと読む)
パネル成形装置及び成形方法
【課題】 速かにパネルを成形するパネル成形装置及び成形方法を提供する。
【解決手段】 固定設置された下部金型、及び前記下部金型の上側で垂直上下に往復動する上部金型でなり、先端部に供給される複数の母材を圧搾してパネルを成形するパネル成形方法であって、前記複数の母材を圧搾して前記複数の母材の断面が直角三角波形を成すように圧搾し、前記直角三角波形の断面を持つように圧搾された複数の母材を圧搾して、前記複数の母材の断面が鈍角三角波形を成すように圧搾し、前記鈍角三角波形の断面を持つように圧搾された複数の母材を前後方向に直線状に加圧することによって前記複数の母材を決着させる。
(もっと読む)
多段プレス装置及びそれを用いた被成形体の成形方法
【課題】複数の工程を一つの装置で行うことにより、工程の簡素化、生産効率の向上を図ることができ、さらには省スペース化も実現することができる多段プレス装置及びそれを用いた被成形体の成形方法を提供すること。
【解決手段】多段プレス装置は、上段プレス型3及び下段プレス型4を鉛直方向に並べて配置し、上段プレス型3及び下段プレス型4を鉛直方向に一度に閉じることにより、複数の被成形体8を一度にまとめてプレス成形することができるよう構成されている。下段プレス型4は、被成形体8に複数の付属部品81をカシメ固定するためのカシメ装置5を備えている。
(もっと読む)
金属板の接合方法および接合装置ならびに接合製品
【課題】2枚の金属板の端部に形成した凹・凸形状部どうしの加締め強度を、少ない加工工程にして高める。
【解決手段】2枚の金属板1、2の端部に形成した凹・凸形状部11、21を互いにかみ合わせ、凸形状部21の表面2aの押圧により、それの外周部21aに凹形状部11の裏面1bの内周部11aに係止する突起部22を成形する第1の加締め部3と、凸形状部21の裏面2bの押圧により、それの外周部21aに凹形状部11の表面1aの内周部11aに係止する突起部23を成形する第2の加締め部4とを、1つの凸形状部21に対して併設配置し、それぞれの突起部22、23を、凹形状部11の表裏両面1a、1bに係止させる。
(もっと読む)
金属板の接合方法および接合装置ならびに接合製品
【課題】押圧により凸形状部から突出する突起部の成形を促進して、金属板の接合強度を高める。
【解決手段】2枚の金属板1、2の端部に形成した凹・凸形状部11、21を互いにかみ合わせ、凸形状部21の片側面をポンチ3で押圧し、そのポンチ3と凸形状部21の他側面を支持するダイ4との間で、凸形状部21の外周部21aに、凹形状部11の他側面の内周部11aに係止される突起部5を成形する加締め部6を設ける加締め工程を有する。この加締め工程が施される際に、突起部5の成形部分に、その突起部5が相手側の凹形状部11の係止部位に突出するのを促進する逃げ部Eを設け、突起部5の突出量や厚さを充分に確保する。
(もっと読む)
31 - 40 / 131
[ Back to top ]