
国際特許分類[B21D39/03]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 物体または部品を結合するための方法の適用,例.鍍金以外の金属板での被覆;拡管装置 (743) | 折曲げによる以外の金属板の結合 (131)
国際特許分類[B21D39/03]に分類される特許
21 - 30 / 131
締結部材のかしめ締結方法
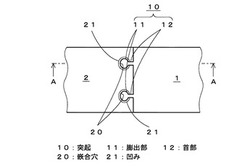
【課題】材料の節約ができ且つ一対の締結部材を簡単に締結することが可能な締結部材のかしめ締結方法を得る。
【解決手段】第1の締結部材と第2の締結部材とを一体となるよう締結するかしめ締結方法において、第1の締結部材の一端に先端が幅広形状の膨出部11とこれより幅の狭い首部12とからなる突起10を形成し、一方、第2の締結部材の一端に突起10が隙間を生じない程度に嵌るように膨出部11と首部12の外縁形状に沿う形状の嵌合穴20を形成し、この嵌合穴20に突起10を嵌め合わせ圧入するとともに、嵌合穴20の周囲に凹み21を加圧成形して第1の締結部材と第2の締結部材とを結合する締結部材のかしめ締結方法であるので、互いの締結部材の重なり部分がなく、電機部品の接続端子として十分に採用できる。また、このことから材料費の節約ができ、部品としてのコストが低減される。
(もっと読む)
長尺薄板材連結装置

【課題】薄板材の端部を重ね合わせた積層部をプレス加工した後に、積層部が金型に食い付いても、強制的に金型から離間させることが可能な長尺薄板連結装置を提供する。
【解決手段】一方の長尺薄板材の端部と他方の長尺薄板材の端部とを重ね合わせた積層部Jをプレス加工して連結部を形成するための第1金型1及び第2金型2を備えた長尺薄板材連結装置に於て、第2金型2方向へ常時弾発付勢する第1弾発付勢部材を介して第1金型1に取着されプレス加工後に第1金型1に食い付いた積層部Jを押圧して第1金型1から離間させるための第1押出部材12と、第1金型1方向へ常時弾発付勢する第2弾発付勢部材を介して第2金型2に取着されプレス加工後に第2金型2に食い付いた積層部Jを押圧して第2金型2から離間させるための第2押出部材22と、を備え、さらに、プレス加工後に相互に離間する第1金型1及び第2金型2よりも遅く第1押出部材12及び第2押出部材22を相互に離間させる差動リンク機構3を設けた。
(もっと読む)
物品のかしめ固定構造
【課題】2つの物品の各係合部におけるめっきの剥離を抑制させつつ、鉛直方向へのかしめ固定強度を好適に設定することが可能な物品のかしめ固定構造を提供する。
【解決手段】各係合凸部35,36は、最突出部35a,36aを含む鉛直方向に沿った断面において、その最突出部35a,36aから上側の直線縁部35c,36cと下側の直線縁部35b、36bとの成す角(α1+β1)が90度よりも大とされる。また、各直線縁部35b,36b,35c,36cが水平方向との成す角度(角度α1,β1)が、上側の直線縁部35c,36cよりも下側の直線縁部35b,36bの方が小(角度α1<角度β1)となる形状となるようにかしめ変形されて各係合凸部35,36が形成される。
(もっと読む)
カシメ締結構造及びこのカシメ締結構造を有する燃焼装置
【課題】 一対の係止爪を拡開させて係止孔に圧接させるというカシメ締結構造において、その係止爪をより小さい圧入力であっても塑性変形し易くしてより強固に連結・固定し得るカシメ締結構造を提供すること、そして、かかるカシメ締結構造を用いて形成することにより歪み音発生を可及的に抑制して低騒音化を図り得る燃焼装置を提供する。
【解決手段】 一対の係止爪8,8間のスリット7の最奥端位置に円形状のカット部13を形成する。カット部13の直径Dを一対の係止爪8,8の左右方向幅Bの1/2以下で一方の板材11の板厚T1の2倍以上とする。
(もっと読む)
電池、電池の製造方法、及び金属シートの接合方法
【課題】正極板,負極板と、正極端子側,負極端子側の接続タブとが針かしめにより良好に接続され、かしめの返り部に外力が及んだ場合に、返り部の界面で隙間が生じず、接触抵抗の上昇が抑制された電池及び該電池の製造方法、並びに金属シートの接合方法を提供する。
【解決手段】電池1の電極体は、負極板11と正極板とをセパレータ12を介し、側面視が長円状となるように巻回してなる。電池1の蓋部の裏面には絶縁体6が設けられ、絶縁体6の凹部には、接続タブ7aが垂設された集電体が収容されている。該接続タブ7aの前面には、負極板11に突設された負極板接続部14を重ね合わせた状態で、針かしめを行うことによりかしめ部18が形成されている。かしめ部18の返り部17には、返り部17の折り目から先端部に延びる溝状の凹部17aが設けられている。
(もっと読む)
固定装置
【課題】固定装置の提供。
【解決手段】本発明の固定装置は、第一固定部と第二固定部2とを備える。前記第一固定部には底台と、前記底台に設ける最低一つの固定台と、底台上に設ける最低一つの貫通孔を設ける。前記貫通孔は上が広く下の狭い鳩尾形とする。前記第二固定部には本体を備え、前記本体の表面には前記貫通孔を通る突出部を形成し、前記突出部は前記貫通孔の下端から上端へと貫通した後、作用力が加えられて変形し、変形後の突出部が前記鳩尾形の貫通孔内に引っ掛かり、第一固定部と第二固定部は相互に結合固定する。
(もっと読む)
クラッド材及びその製造方法
【課題】長手方向に二種類以上の金属材が並接されたクラッド材を効率良く製造することができ、接合強度の向上を図ると共に、生産性及び歩留まりの向上を図り、製造コストの低減化を図ることのできるクラッド材及びその製造方法を提供する。
【解決手段】本発明は、性質の異なる二種類以上の金属材11,12,31,32が長手方向に並接されるように接合されたクラッド材10,30であって、一方の金属材11,31の端部に凸部13,33が形成され、他方の金属材12,32に凸部13,33を上下から挟み込むように凹部14,34が形成されていることを特徴とする。
(もっと読む)
円筒軸、搬送ローラー、搬送装置及び印刷装置
【課題】形状の安定した円筒軸、当該円筒軸を用いた搬送ローラー、当該搬送ローラーを用いた搬送装置、印刷装置を提供すること。
【解決手段】プレス加工により一対の端部を対向させて円筒状に形成され、前記一対の端部間に繋ぎ目を有する円筒軸であって、前記繋ぎ目は、前記円筒軸の中心軸方向に延在する第一繋ぎ部分と、前記中心軸を挟んで前記第一繋ぎ部分とは反対側に設けられ、前記第一繋ぎ部分の端部に連結され、前記中心軸方向に延在する第二繋ぎ部分と、を有する。
(もっと読む)
金属製パイプとエンジンマウントの製造方法、及び金属製パイプとエンジンマウント
【課題】本願発明の課題は、高価な引抜鋼管を使用することなく、スプリングバックによる開きを生じない金属製パイプを容易に製造する方法、及びこの金属製パイプを構成部材とするエンジンマウントの製造方法、並びにこの製造方法による金属製パイプ、エンジンマウントを提供することにある。
【解決手段】本願発明の金属製パイプの製造方法は、金属板の一端に凸部を形成し、他端にはその凸部に嵌合する凹部を形成する嵌合部成形工程と、前記金属板を環状に曲げて、金属板の両端を突き合わせる曲げ加工工程と、前記凸部を凹部に嵌合させて、この嵌合部を打撃して又は/及び加圧して、凸部と凹部の嵌合部を密着固定させる端部接合工程とを備えた方法である。
(もっと読む)
管体成型プレス機及び管体成型プレス方法
【課題】
成型工程が少なく、成型を高速に行うことが可能な管体成型プレス機及び管体成型プレス方法を提供することにある。
【解決手段】
略直方体状で、上面に長手方向に伸びて穿設された断面円弧状の丸凹面を有すると共に、上面の両長手角から丸凹面に向かって傾斜面を有する下型と、下型の上方に位置し、下型の丸凹面に咬合可能に横臥する円柱型と、下型の長手方向の両側に、上端面が円柱型の上方に突出するサイドガイドと、サイドガイドの上端面よりも上の円柱型の上方に位置し、円柱型に咬合可能な下向きの断面円弧状の丸凹面を有する上型とを備え、サイドガイドの上端面に載置された板材を、下降する上型の丸凹面と円柱型の外周面との間で断面円弧形に成型しつつ、上型で押し下げられた円柱型の外周面と下型の丸凹面との間で断面円弧形に成型し、もって板材を管体に成型することを特徴とする。
(もっと読む)
21 - 30 / 131
[ Back to top ]