
国際特許分類[B21D39/03]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 物体または部品を結合するための方法の適用,例.鍍金以外の金属板での被覆;拡管装置 (743) | 折曲げによる以外の金属板の結合 (131)
国際特許分類[B21D39/03]に分類される特許
71 - 80 / 131
トルクロッド及びその製造方法
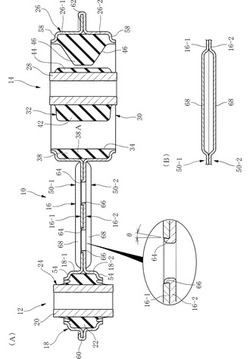
【課題】従来に増して安価に製造することのできるトルクロッド及びその製造方法を提供する。
【解決手段】第1ブッシュ12及び第2ブッシュ14と、それらを連結する剛性の連結部16とを有するトルクロッド10において、第1金具50-1と第2金具50-2とを、重合部16-1,16-2が互いに重なり合う状態で長手方向の各端縁部で互いにかしめ付固定して一体結合し、重合部16-1,16-2にて連結部16を構成する。またそれぞれの半部18-1,18-2にて外筒18を、半部26-1,26-2にて外筒26を構成し、それぞれに内筒20,28及びゴム弾性体22,30から成るブッシュ本体24,32を圧入するとともに、外筒18,外筒26の段付部54,58にてブッシュ本体24,32を軸方向内向きに挟み込み固定する。
(もっと読む)
車両用シートリクライニング装置、及び車両用シートリクライニング装置の製造方法

【課題】ロックスプリングの浮き上がりの懸念を解消する。
【解決手段】機枠10と、内歯ギヤ61を有する蓋体60と、外歯ギヤ21が内歯ギヤに係脱する方向へ揺動可能とされたロックツース20と、ロック方向への回動により外歯ギヤを内歯ギヤに係合させるカム40と、内周端70aが機枠に突設された係合凸部113の外周に嵌合固定され外周端70bがカム40に係合されることで、カムをロック方向へ付勢するうず巻き状のロックスプリング70とを備え、係合凸部113を、機枠を構成する金属板材に対するエンボス加工によって形成した後、係合凸部の先端面113bを押圧することにより、係合凸部の外周面113aを、基端側より先端側が径大となるように形成した。
(もっと読む)
フラットシールを製造する方法およびフラットシール
少なくとも2つの層10,11,12を有するフラットシール13を機械的に接合する方法において、個々の層10〜12が工具2’の領域で位置決めされ、ほぼ円形の断面13を持つ少なくとも1つの穴抜きパンチ2が、各層10〜12を各接合領域14の所定の位置で部分的に切断し、各切断領域7,8,9の外側で、残りの材料の少なくとも一部が変形させられて曲げ領域4,5,6が形成され、それにより各切断領域7〜9が丸み付けられて各曲げ領域4〜6が直線状に構成される。切断領域7〜9内に形成された、少なくとも1つの層10〜12のばり7’が、解除可能な挟み付け接合を構成するように少なくとも1つの別の層10〜12の材料と有効に接合される。 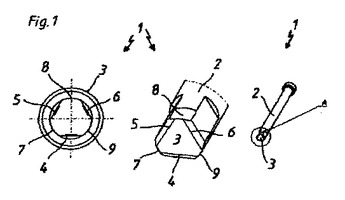 (もっと読む)
(もっと読む)
隔壁構造体およびその製造装置並びに製造方法
【課題】隔壁部材の取付サイクルタイム短縮に好適な隔壁構造体およびその製造装置並びに製造方法を提供する。
【解決手段】コ字状部材10若しくはU字状部材の内壁面に横断方向に隔壁部材20を固定して備える隔壁構造体1において、前記コ字状部材10若しくはU字状部材の外周側から内周側への塑性加工による加工変形により、前記コ字状部材10の内壁面に接する前記隔壁部材20の底部21および側部22からなる外周縁の一部をカシメ止めした。
(もっと読む)
金属厚板をクリンチングするための方法および工具ならびに工具の使用
第1の金属被加工物(11)の第2の金属被加工物(12)への荷重に耐え得る、支持的な、安定な接続のためのクリンチング工具(20)に関する。クリンチング工具(20)は、雄のダイ(20)および雌のダイ(30)を備え、雄のダイ(20)および雌のダイ(30)が協働し、局所的な塑性変形または再成形によって第1の金属被加工物(11)を第2の金属被加工物(12)へと接続または恒久的に接続するクリンチング接続部(13)を形成または接合する。雄のダイ(20)は、回転軸(24)に対して同心に配置されたフランク面(25)を有するダイを有する。フランク面(25)は、回転軸(24)に対して垂直に配置されたフェース面(23)を有する。フランク面(25)は、少なくともフェース面(23)への下部の遷移領域(21)において円錐形に形作られ、10度以下、好ましくは5度以下のフランク角(W、W1、W2)を有する。  (もっと読む)
(もっと読む)
厚い金属被加工物をクリンチングするための方法、そのようなクリンチング工具の使用、ならびにそのようにして製造された鋼構造要素
荷重に耐え得る構造的な鋼の接続を生成するための方法であって、クリンチング接続部(13)が雄のダイ(20)および雌のダイ(30)によって局所的な変形を使用して形成され、この接続部が第1の金属被加工物(6.1、6.2)を第2の金属被加工物(6.3、6.4)へと接続している方法に関する。この目的のために、まずは、第1の金属被加工物および第2の金属被加工物が、雌のダイの加工面上に互いに重ねて配置され、整列させられる。次いで、雄の金型のダイが適用され、互いに重ねて配置された2つの金属被加工物(6.1、6.2、6.3、6.4)へと塑性変形によってクリンチング接続部(13)が形成されるまで下げられる。第1の金属被加工物が、第1の被加工物厚さ(t1)を有し、第2の金属被加工物が、第2の被加工物厚さ(t2)を有し、これらが共に、8ミリメートルよりも大きい全体としての被加工物の厚さ(tt)をもたらす。 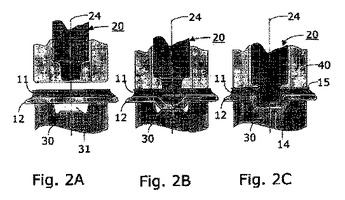 (もっと読む)
(もっと読む)
フレーム体およびフレーム体組立システム
【課題】 組立てにあたって接合装置の移動量を少なくすることができるフレーム体およびフレーム体組立システムを提供する。
【解決手段】 四角枠状のフレーム体40は、複数の被接合部材41が、回転軸線50まわりに周方向に間隔をあけて並ぶ複数の接合部分60で接合される。接合部分60毎に、回転軸線50と回転軸線50からの半径方向距離が予め定める第1規定距離Aとなる半径方向接合位置52とを結ぶ第1連結直線L1に関して、半径方向接合位置52を通過して、第1連結直線L1に垂直に延びる半径方向接合面53と、第1連結直線L1から回転軸線50まわりに周方向一方Eに予め定める角度角変位した第2連結直線L2に関して、回転軸線50からの半径方向距離が予め定める第2規定距離Bとなる軸線方向接合位置54を通過して、回転軸線50に垂直に延びる軸線方向接合面とが、接合すべき被接合部材41にそれぞれ形成されて、互いに接合される。
(もっと読む)
パンチリベット接合及びクリンチングの品質特性のオンライン測定
【課題】本発明は、可動パンチ10及び固定ダイ20によるパンチリベット接合工程における膨らみ寸法xST及び長さLのリベット3のリベットヘッド端部位置KHSのオンライン測定を開示するものである。
【解決手段】接合工程中、パンチ10がとった変位及びパンチがかけた力をオンラインで測定し評価する。接合部の品質特性は、所定の閾値や接合工程の力/変位データを図面によって評価することにより測定することができる。
(もっと読む)
プレス加工方法及び金型装置ならびに連鎖状ワーク
【課題】ワークにプレス加工を複数回施すことが可能でかつ設備の小型化を図ることができるプレス加工方法を提供する。
【解決手段】板金で構成されたワーク13を複数直列に接続して、これらのワーク13を該ワーク13の長手方向に沿って間欠的に移動させながら、該ワーク13の長手方向に沿って並べられた複数の金型に順にプレス加工を施させる。
(もっと読む)
平板体による筒状体及びこの筒状体の製造方法
【課題】 平板体の一端と他端に凹凸形状を形成し、この凹凸形状を噛合させて筒状体にする場合、製品形態を向上させて噛合部の結合を強固にする構造を提供する。
【解決手段】 平板体の一端に根元部と根元部よりも幅の広い先部を有する凸部と、凸部の隣に設けられる入口部と入口部よりも幅の広い奥部を有する凹部を形成し、他端に一端側の凸部と凹部に噛み合う凹部と凸部を形成するとともに、一端側又は/及び他端側の凸部の表面の一部又は全部に隆起部を形成し、平板体を巻回して一端側と他端側の凸部と凹部とを嵌込み状に噛合させ、隆起部を押し潰して凸部と凹部との隙間を埋めてあることを特徴とする平板体による筒状体。
(もっと読む)
71 - 80 / 131
[ Back to top ]