
国際特許分類[B21D53/06]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 他の特定物品の製造 (1,238) | 熱交換器,例.ラジエータ,コンデンサー (276) | 金属管からのもの (62)
国際特許分類[B21D53/06]に分類される特許
11 - 20 / 62
金属パイプ成形体、金属パイプ構造体及びそれらの製造方法

【課題】金属パイプをより小さな曲率半径で湾曲させた金属パイプ成形体及び金属パイプ構造体を製造する。
【解決手段】断面円形の金属パイプ材37を対向方向から加圧し、断面長円形状が軸線方向に連続する長円状パイプ27を形成する加圧工程と、長円状パイプ27を湾曲させる湾曲工程とを備え、加圧工程では、互いに略平行な一対の平面形状部23と、一対の平面形状部23間を繋ぐ一対の突状曲面部25と、平面形状部23の一部を凹ませた筋状凹部39とを軸線方向に連続して形成し、湾曲工程では長円状パイプ27を長径に沿う方向に湾曲させる。
(もっと読む)
熱交換器の製造装置および製造方法

【課題】芯管と巻管の密着性を向上させる。
【解決手段】熱交換器の製造装置(1)は、芯管(2)と、巻管(3)と、直管状に形成された芯管(2)を周方向へ回転させる回転機構(10)と、芯管(2)に巻管(3)を螺旋状に巻き付ける巻付機構(90)と、芯管(2)のうち巻管(3)が巻き付けられた部分の一部分を加熱する加熱機構(30)と、加熱機構(30)によって加熱された芯管(2)と巻管(3)の間へ半田を供給する半田供給機構(41)とを備えている。
(もっと読む)
冷媒容器及びその製造方法
【課題】筒体製造時の手間を軽減したり、パイプの取付作業を容易化して生産コストを低減することができるとともに、筒体とパイプの接合強度を高めてパイプの傾斜等を防止することができる冷媒容器を提供する。
【解決手段】上端が開口し、底部3aに冷媒流出孔18が穿設された胴体3の内部に、筒体3よりも小径のパイプ4を配置し、パイプ4の下端部4aを冷媒流出孔18に接合した冷媒容器であって、冷媒流出孔18は、パイプ挿入部4cの外径と略々同寸の径を有するパイプ挿入孔22と、パイプ挿入孔22の下方に配置され、パイプ挿入孔22に比して大径のパイプ固定孔23とを備え、パイプ4は、下端部4aがパイプ挿入孔22及びパイプ固定孔23に挿入された状態で下端部4aのうちのパイプ固定孔23に位置する部分が拡径され、拡径部4dの外周面がパイプ固定孔23の側面に当接している。
(もっと読む)
伝熱促進管の製造方法、伝熱促進管用型、伝熱促進管、熱交換器、核融合炉、及び中性粒子入射加熱装置
【課題】容易かつ効率的に製造できる伝熱促進管の製造方法、伝熱促進管用型、伝熱促進管、及び熱交換器を提供する。
【解決手段】伝熱促進管10aの製造方法は、管材10の対象面11に、所定形状を成す成形型20の対向面21を対向させた状態で、静水圧を付与し、前記対向面21の形状を前記対象面11に転造する静水圧工程を備えたことを特徴とする。
(もっと読む)
処理を行うための装置で使用する表面改善壁部を形成する方法、表面改善壁部、及び、表面改善壁部を組み入れた装置
処理を行うための表面改善壁部を形成する方法が開示されている。この方法は、両側に初期表面を有する1本の材料を用意するステップであって、前記材料が、その表面の間の実質的に中ほどに位置する長手方向中心線を有し、前記初期表面の各々が初期面密度を有する、ステップと、面密度を有する2次模様を前記初期表面の各々に型押しして、前記材料をゆがめるステップと、面密度を有する1次模様をこのようなゆがめられた表面の各々に型押しして、前記材料をさらにゆがめ、且つ、各々の前記表面の面密度をさらに増大させるステップとを広く含む。 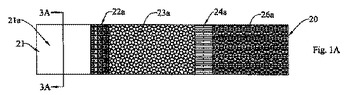 (もっと読む)
(もっと読む)
伝熱器管および伝熱器管の製造方法
【課題】 伝熱器管を伝熱特性に関し改良し、この種の伝熱器管の製造方法を提供することである。
【解決手段】 管軸線と、管壁と、管外面と、管内面とを備えた伝熱器管に関わる。管壁から、連続的に延在し且つ軸線平行にまたは螺旋状に周回するように延在する内側フィンが管内面に成形されている。各内側フィンは2つのフィン側面部と1つのフィン先端部とを有している。それぞれ隣接しあっている内側フィンの間には、連続的に延在する溝が形成されている。フィン先端部は規則的な間隔で反復する隆起部を有し、該隆起部は実質的に切頭角錐状の形状を有している。本発明による解決手段によれば、1つのフィン側面部からフィン先端部への移行エッジによって定義される輪郭線に沿って、この領域で前記フィン側面部から連なっている突出部が形成されていることにより、内側フィンのフィン側面部は半径方向に盛り上がっていることとし、さらに、伝熱器管を製造するための方法とする。
(もっと読む)
内面溝付管の製造装置およびその製造方法
【課題】高精度な内面溝付管の生産性を向上することのできる内面溝付管の製造装置とその製造方法を提供する。
【解決手段】内面溝付管製造装置1は、素管101を縮径する縮径装置20と、縮径された縮径管102の内面に溝加工を施す溝加工装置40と、溝加工された内面溝付管104を引き抜く巻取りドラム60とを上流側からこの順に備えている。前記縮径装置20と前記溝加工装置40の間には、前記縮径管102を前記溝加工装置40へ向けて送り補助する補助送り装置30が設けられている。また、前記縮径装置20と前記補助送り装置30とが固定されて前記巻取りドラム60の引抜方向と平行に前記溝加工装置40に対して相対移動可能な上流可動台82が設けられ、この上流可動台82が前記溝加工装置40に対して前記相対移動する際に前記上流可動台82にかかる前記相対移動方向の荷重を検出する上流荷重検出器92が設けられている。
(もっと読む)
熱交換器の製造方法、熱交換器、ヒートポンプ式給湯装置
【課題】直管に細管と線状のろう材を同時に巻き付け、加熱して、細管を直管に沿ってろう付けすることで、ろう材の細管への設置、ペースト状のろう材の塗布作業をなくし、加工費が低減され、安価に熱交換器を製造できる熱交換器の製造方法を提供する。
【解決手段】本熱交換器の製造方法は、直管を用意し、この直管よりも直径の小さな細管とこの細管よりも細い線状のろう材とを、直管の長手方向に沿って直管に同時に巻き付け、しかる後、炉内で加熱し、細管を直管にろう付けする。
(もっと読む)
伝熱管、空気調和機、及び伝熱管の製造方法
【課題】熱交換効率を向上することができると共に、外管の厚さが薄い伝熱管、当該伝熱管を備える空気調和機、及び伝熱管の製造方法を提供する。
【解決手段】本発明に係る伝熱管1は、銅又は銅合金から形成される第1金属管10と、第1金属管10の外部に配置され、銅又は銅合金から形成される第2金属管20と、第1金属管10と第2金属管20との間に設けられるフィン12とを備え、第1金属管10は、第1の冷媒の流通経路であり、第1金属管10の外側と第2金属管20の内側との間は、第1の冷媒の圧力よりも低い圧力の第2の冷媒の流通経路であり、フィン12、第1金属管10の外側と第2金属管20の内側とに接触して設けられる。
(もっと読む)
内面溝付管の製造装置及び製造方法
【課題】本発明では、溝加工部に備えた溝付プラグが転造ボールにより破損される前に加工中に断管が発生したと判断することができ、溝付プラグの破損を確実に防止することができる内面溝付管の製造装置及び製造方法の提供を目的とする。
【解決手段】
素管11aを抽伸して縮径させる縮径手段13と、該縮径手段13通過後の素管内面に多数の溝を形成する溝加工手段14と、該溝加工手段14の管軸方向X下流側で加工済みの内面溝付管11を抽伸する抽伸手段16とを備えた内面溝付管の製造装置10A,10B,10Cであって、前記抽伸手段16よりも管軸方向X上流側に、素管11aの抽伸に伴って管軸方向Xに生じる加工荷重に関する加工関連データを検出する加工関連データ検出手段17,45,52を備えた。
(もっと読む)
11 - 20 / 62
[ Back to top ]