
国際特許分類[B21F1/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 線材の加工または処理 (503) | コイル状化以外の線材の曲げ加工;線材の矯正 (83)
国際特許分類[B21F1/00]の下位に属する分類
国際特許分類[B21F1/00]に分類される特許
1 - 10 / 45
バスバーの製造装置及びその製造方法
【課題】金型を用いることなく製造が可能であって、その製造工程を簡素化するとともに、複数種類のバスバーを比較的容易に製造する。
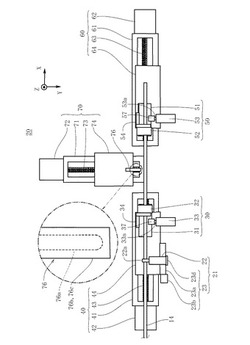
【解決手段】バスバーの製造装置20は、角線14を長手方向に繰出す送り装置21と、繰出された角線を把持する第一把持装置30と、第一把持装置30を角線の長手方向に移動させる第一把持移動用アクチュエータ40と、第一把持装置30より下流側の角線を把持する第二把持装置50と、第二把持装置50を角線の長手方向に移動させる第二把持移動用アクチュエータ60と、第一及び第二把持装置の中間の角線に幅方向から接触する接触部材76を角線と直交する方向に往復移動させて角線を側方に突出させる加工用アクチュエータ70とを備える。製造方法は、角線を繰出すことにより角線からなる板状の本体部12aを形成する繰出し工程と、本体部12aの側縁から突出したタブ12bを形成するタブ成形工程を交互に繰り返す。
(もっと読む)
コイル成形方法及びコイル成形装置

【課題】導線に傷を付けることなく予備コイルを金型から取り出すことができるコイル成形方法及びコイル成形装置を提供すること。
【解決手段】カム機構30を用いて複数の金型12をXY軸方向へ移動させ、つづら折形状の予備コイル1を成形するものであって、カム板31のカム溝が、90度曲げ加工を行う場合にカムフォロア35を案内する成形用カム面33と、成形用カム面33からZ軸方向に向かって溝幅を広げるように設けられた型逃げ用カム面51を含み、90度曲げ加工を行った後に、カム板31をZ軸方向に変位させることにより、カムフォロア35が係合するカム溝を、成形用カム面33から型逃げ用カム面51に変更し、その後、予備コイル1から離れる方向にアシストシリンダ55により金型12をY軸方向へ押圧して移動させ、金型12を予備コイル1から逃がす。
(もっと読む)
リードピン矯正装置、及び、リードピンの矯正方法
【課題】リードピンを効率的に矯正できるリードピン矯正装置、及び、リードピンの矯正方法を提供すること。
【解決手段】リードピン矯正装置は、リードピンを有する電子部品を保持する保持部と、前記保持部に保持された電子部品を前記リードピンの延出方向に押圧する押圧部と、前記リードピンの矯正後の形状に対応する形状を有する孔部を備える矯正治具とを含み、前記リードピンの先端部を前記矯正治具の前記孔部に挿入した状態で、前記保持部によって保持された前記電子部品を前記押圧部で押圧して前記リードピンを前記孔部に挿入することにより、前記リードピンを前記孔部の形状に矯正する。
(もっと読む)
リードピン矯正装置、及び、リードピンの矯正方法
【課題】リードピンを効率的に矯正できるリードピン矯正装置、及び、リードピンの矯正方法を提供すること。
【解決手段】リードピン矯正装置は、テーパー状の上面と、前記上面から連続する円筒状の側面とを有する第1部材と、前記第1部材の外径に対応した内径を有する円筒状の第2部材であって、リードピンを有する電子部品を内部に収納した状態で、前記第1部材に被せられる第2部材と、前記リードピンを有する電子部品を前記第2部材の内部に収納して前記リードピンを前記第1部材の上面に当接させた状態で、前記第2部材の頂部側から前記電子部品を前記第1部材に押圧する押圧部材とを含み、前記押圧部材で前記電子部品を前記第1部材に押圧した後に、前記第2部材を前記第1部材に押圧することで、前記電子部品のリードピンの形状を矯正する。
(もっと読む)
金属導線の加工方法及び加工装置
【課題】金型コストを低減させ、加工時間を短縮させ、省スペースで加工を行わせる。
【解決手段】対向する一つの上金型3と一つの下金型2との何れかにおいて、上金型の一回のストローク中に、真直で平行な一対の金属導線13を位置決め部材14で位置決めし、一対の金属導線の間に開きパンチ30を押し入れて一対の金属導線を外向きに開き、一対の金属導線の外向きに開かれた部分を開きパンチを支点に、押しピン34で駆動される一対の駆動部材15で内向きに押して屈曲させ、一対の金属導線の内向きに屈曲した部分をブロック部32に配置し、ブロック部32に向けて内向きに屈曲した部分を第二のブロック部23で押し潰す。対向するブロック部及び第二のブロック部の何れかに設けたダイス孔と抜きパンチと、抜きパンチを昇降駆動させる駆動手段とで、一対の金属導線の潰し部に孔をあける。
(もっと読む)
半導体装置の製造装置および半導体装置の製造方法
【課題】所望のスタンドオフ高さを任意に調節し、リード加工をすることができる半導体装置の製造装置を提供する。
【解決手段】図1に示すように、リード5を備えている半導体装置1を収容する装置受けダイ30と、装置受けダイ30より外側に、かつ下側に設けられており、リード5の平坦部が接触する曲げダイ10と、曲げダイ10と対向するように配されており、かつリード5を曲げダイ10の上面との間に挟み込むことにより、成形する曲げパンチ110と、装置受けダイ30と曲げダイ10との高さの差を調節するための位置調整手段60と、を備えている。
(もっと読む)
トロリ線の曲げ具
【課題】軽量、コンパクトで、操作性の良い、トロリ線のクセ直し及びスライダーの形成ができるトロリ線の曲げ具を提供する。
【解決手段】トロリ線7を支持する第1の支持部5及び第2の支持部6を有するベース本体1と、上記ベース本体に設けた枢支軸20と、上記枢支軸に傾動自在に枢支した傾動部17と、この傾動部の一端に設けた、上記ベース本体に支持されたトロリ線を押圧する第1の押圧部と第2の押圧部を有する押圧体21と、上記傾動部の他端に設けた一方のギア部22と、上記ベース本体に傾動自在に枢支した、一端に上記一方のギア部に噛合する他方のギア部24を有し、他端に握り部を有するハンドル部23とよりなる
(もっと読む)
線材の曲げ加工装置及び加工方法
【課題】帯状の線材を幅方向に曲げる際に、線材の曲げ方向内側の厚み方向の膨らみの発生を抑えることができ、同時に複数の線材の曲げ加工を容易に行うことができる線材の曲げ加工装置及び曲げ加工方法を提供する。
【解決手段】積層線材Wの曲げ方向内側面に当接する曲面9を有する当接部材7と、積層線材Wに曲げ荷重を付与して積層線材Wを曲面9に沿って曲げる曲げ部材19と、積層線材Wの曲げ量の進行に追従して曲面9の曲率中心軸線x回りの曲げ部材19より内側の軌道cを移動することにより、当接部材7の曲面9と積層線材Wの曲げ方向内側面との間に摩擦力を発生させた状態を維持させる圧接部材20とを備える。
(もっと読む)
絶縁被覆導線製造方法
【課題】構造が簡単で、かつ、絶縁被覆材料を導線に対して被覆すること
【解決手段】
断面が矩形状である導線2と絶縁被覆材料3を、金型開口部112から押出成形し、導線2の外周に絶縁被覆材料3を被覆した加工前絶縁被覆導線1を製造する絶縁被覆導線製造工程と、加工前絶縁被覆導線1に曲げ加工を行い曲げ部N2を有する加工後絶縁被覆導線10を形成する曲げ加工工程と、を備える絶縁被覆導線製造方法において、加工前絶縁被覆導線1の曲げ部M2の外周側M24の絶縁被覆材料3の厚みが、曲げ部M2の内周側M25の絶縁被覆材料3の厚みよりも厚い加工前絶縁被覆導線1を製造することにより、加工前絶縁被覆導線1を曲げた時に加工後絶縁被覆導線10の曲げ部N2の内周側N25の絶縁被覆材料3の厚みと曲げ部N2の外周側N24の絶縁被覆材料3の厚みが同じにすることができる。
(もっと読む)
成形部品を製造するための成形機
【課題】高い製造品質を伴った費用効果的な製造を行うことができるようにする。
【解決手段】ワイヤ、チューブまたは他の細長いワークピース120を成形することによって成形部品を製造するための成形機100は、複数の機械シャフトと、それらを駆動するための複数の電気駆動装置を有する駆動システムと、製造工程特有の動作プログラムに従った製造工程において、機械シャフトの動作運動を調整制御するための制御装置150と、製造工程用の成形機の動作速度を設定するための速度設定装置とを有する。オペレータ情報システムは、オペレータ情報の少なくとも1つの項目を決定して出力するために使用され、これにより、オペレータが、製造に必要なエネルギー消費量を表す少なくとも1つの最適化基準に対して、動作速度を最適化することが可能になる。
(もっと読む)
1 - 10 / 45
[ Back to top ]