
国際特許分類[B21F35/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 線材の加工または処理 (503) | 線材からのばねの製造 (77)
国際特許分類[B21F35/00]の下位に属する分類
国際特許分類[B21F35/00]に分類される特許
41 - 50 / 66
線材成形機
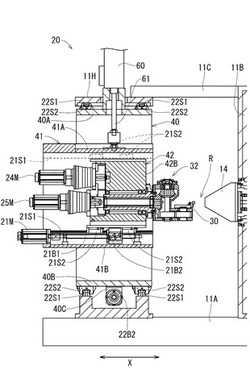
【課題】従来のものより剛性を高めることが可能な線材成形機の提供を目的とする。
【解決手段】本発明の線材成形機10は、ベースプレート11Aとベースプレート11Aから起立した起立壁11B,11Bと、起立壁11B,11Bを挟んでベースプレート11Aに上方から対向した天井壁11Cとを一体に固定してなるベースフレーム11に、線材送給装置12と切断ツール駆動機構50と成形ツール駆動機構20とが保持され、しかも、成形ツール駆動機構20は、ベースプレート11Aと天井壁11Cとに上下の両端部が保持されたから、線材送給装置12と成形ツール駆動機構20との間に剛性が従来より高められる。これにより、線材90の径が太くなってもコイルばねを安定して成形することができる。
(もっと読む)
成形ツール駆動機構

【課題】従来より長い線材成形品を成形することが可能な成形ツール駆動機構の提供を目的とする。
【解決手段】本発明の成形ツール駆動機構20では、ツール固定メインテーブル30Aとは反対側にツール固定サブテーブル30Bを備えている。このツール固定サブテーブル30Bの後方には、回転ヘッド32が位置することはないので、その分、ツール固定サブテーブル30Bの後方スペースは、ツール固定メインテーブル30A側より広く(奥行きが深く)なっている。従って、従来は、回転ヘッドと干渉するが故に成形することができなかった比較的長いコイルばねCS2を、ツール固定サブテーブル30B側で成形することができる。
(もっと読む)
コイルバネ形成装置およびコイルバネ
【課題】種々のピッチおよびピッチ角のコイルバネも正確に製造できるコイルバネ形成装置の提供。
【解決手段】軸線の周りに回転するとともに線材供給手段から供給される線材Wが巻回される芯金2と、芯金2と一体的に回転するとともに、線材Wの一端を芯金2上に把持するクランプ部22と、線材Wを芯金2上に誘導する第1ガイドローラ30および第2ガイドローラ40とを有し、第1ガイドローラ30および第2ガイドローラは、互いに独立に芯金2の軸線に対して平行に移動可能に設けられているコイルバネ形成装置、前記コイルバネ形成装置で形成されるコイルバネ。
(もっと読む)
コイルばね製造機およびコイルばね製造方法。
【課題】形成されたコイルばねの切断工程において、切断工具の駆動源であるモータの動作負荷を抑え、かつコイルばねの高速生産が可能となるコイルばね製造機ならびにコイルばね製造方法を提供すること。
【解決手段】線材90を送給可能な線材送給装置20と、線材送給装置20から送給された線材90を巻回するための成形工具35a,35bと、成形工具35a,35bを進退移動させる成形工具駆動装置30a,30bと、成形されたコイルばねを切り離すための切断工具47と、切断工具駆動用モータ55の回転動力をクランク機構部52を介して直線動力として切断工具47に伝達し、切断工具47をコイルばねの切断位置に対して進退移動させる線材切断装置40とを備え、切断工具駆動用モータ55をコイルばねの切断位置を中間点として往復回転運動させると共に、切断工具駆動用モータ55の往動時かつ復動時にコイルばねの切り離しがなされるようにした。
(もっと読む)
スプリング製造装置及びその制御方法
【課題】複雑な形状のスプリングを、従来より少ないツールで簡単に成形することができるスプリング製造技術を実現する。
【解決手段】スプリング製造装置100は、ワイヤを送り出すワイヤフィーダ300と、送り出されたワイヤを成形テーブル200上のスプリング成形空間に案内するワイヤガイド320と、スプリング成形空間を中心に放射状に複数配置可能とされ、スプリング成形空間に向けてツールを出没可能に支持するツールユニット400B,400Dと、ワイヤガイドの先端部に対向配置され、途中形状まで一次成形された切断前のスプリングの一部を把持するグリップユニット500と、グリップユニットによるワイヤ軸線に沿った往復動作とワイヤ軸線まわりの回転動作とを行うグリップ駆動部520,530と、その先端部に固定されるホルダ550を介してグリップユニット及びグリップ駆動部を保持するアーム部540と、を備える。
(もっと読む)
スプリング製造装置
【課題】異なる駆動方式のツールユニットに対して駆動源を共通の形式とし、ツールユニットごとの交換やモータの取付位置を変更しなくとも、異なる駆動方式に容易に変更できるスプリング製造装置の実現。
【解決手段】成形テーブル(20)上のスプリング成形空間に送り出されるワイヤ(W)をツールにより曲げ加工してスプリングを製造するスプリング製造装置において、ツール支持手段(30,40,50)は、互いに異なる駆動方式でツールを駆動する第1及び第2のツール支持手段を含み、駆動力伝達手段(70)は、前記第1及び第2のツール支持手段が選択的に連結可能な共通化された駆動軸(71)を有しており、前記第1のツール支持手段(30)は、前記駆動軸の駆動力を前記ツールに伝達する第1の駆動機構(32)を有し、前記第2のツール支持手段(40)は、前記駆動軸の駆動力を前記ツールに伝達する第2の駆動機構(41)を有する。
(もっと読む)
アーク状コイルスプリングの製造方法
【課題】 直線状のコイルスプリングからアーク状コイルスプリングを容易に成形する。
【解決手段】 直線状のコイルスプリングをアーク状に成形する方法において、コイル内径側にアーク状の芯金を挿入することによってばねを湾曲した状態に保ち熱処理する。
(もっと読む)
ばね製造機
【課題】線材送りユニットは固定しておき、複数の可動板により成形ツール取付スライド等を上下方向、左右方向(及び前後方向)に移動することで製造するばねの形状を調整することができるばね製造機を提供する。
【解決手段】コイルばねに加工する線材加工空間5へ、線材1を送り出す線材送りユニット22と、線材加工空間5への進退自在に設けてある少なくとも1つの成形ツール取付スライド11をいずれか1つに固着してあり、第一及び第二の軸方向に移動可能な複数の可動板とを備えたばね製造機において、第一の可動板13を第一の軸方向に移動させる第一の駆動源と、第二の可動板17を第二の軸方向に移動させる第二の駆動源18とを備え、線材送りユニット22と成形ツール取付スライド11との相対位置を、第一の駆動源及び第二の駆動源18の動作を制御することにより調整する。
(もっと読む)
画像処理装置及びばね成形機
【課題】コイルばねにおける計測位置を安定させることが可能な画像処理装置と、その画像処理装置を用いてコイルばねの歩留まりをよくすることが可能なばね成形機とを提供する。
【解決手段】本発明によれば、コイルばね91の先頭部分における線材90の先端切り口92が第1基準線L1と第2基準線L2との間に位置して交点間ずれ量Zpが閾値Sk1以上になったことを条件にして、コイルばね91のばね長及び線材90の送給量を計測するので、計測時におけるコイルばね91の回転位置が安定し、従来より正確な計測が可能になる。これにより、コイルばねのばね長及びコイル径のばらつきが抑えられ、歩留まりを向上させることができる。
(もっと読む)
中空ばね
【課題】 中空ばねの軽量化効果と耐疲労強度アップとの両立を図ることを可能とする。
【解決手段】 1050℃以上1300℃未満で加熱したばね鋼素材を材料清浄度及び表面性状を高めるために静水圧により押し出し加工したシームレスばね鋼管を用いたコイル状の中空体に、圧縮残留応力を付与する表面処理を施し、より均一な圧縮残留応力の付与により中空ばねの材料強度を高くし、高応力でも中空ばねのへたり(永久変形)、折損を抑制し、これによって設計応力を高くすることができ、軽量化効果と耐疲労強度アップとの両立を図ったことを特徴とする。
(もっと読む)
41 - 50 / 66
[ Back to top ]