
国際特許分類[B21F35/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 線材の加工または処理 (503) | 線材からのばねの製造 (77)
国際特許分類[B21F35/00]の下位に属する分類
国際特許分類[B21F35/00]に分類される特許
51 - 60 / 66
ばね製造装置
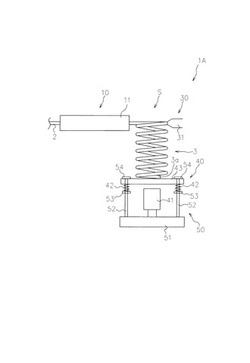
【課題】ばね形成体の自由長を正確に測定し得るばね製造装置を提供する。
【解決手段】線材供給部材と、ピッチ荷重付与部材と、成形部材と、ばね検長機構と、切断部材とを備える。前記ばね検長機構は、ばね形成体の軸線方向に関し移動可能且つ軸線回りに関し移動不能とされた被検出部材であって、少なくとも該ばね形成体が基準巻き数に達した状態においては、該ばね形成体の自由端部と係合する被検出体の軸線方向位置を検出するように構成されている。
(もっと読む)
線ばね成型装置

【課題】
本発明は、サーボモータのコストを削減し、線ばねの曲げ加工精度を向上させ、かつメンテナンス性の高い線ばね成型装置についての技術を提供する。
【解決手段】
線ばね成型装置の外部上方に、水平方向に回動自在に取り付けられ、かつクイル210の前方に伸ばされたアーム214の先端部にて、クイル210の中心軸延長線上に配置された、単一の駆動サーボモータ215の駆動力が、回動分配機構216、各ユニバーサルジョイント機構219、曲げ成形用回動ユニット212、及び曲げ成型ツール213の順に伝達され、衝合された線材Wを曲げ成型し、かつ成形用回動ユニット212が設けられた回動テーブル204に連動し、回動動作分配機構216全体を駆動サーボモータ215の回動軸周りに回動させるテーブル同期モータ用サーボモータ224を備えた線ばね成型装置とする。
(もっと読む)
ばね製造機
【課題】 線材送りユニットは固定しておき、複数の可動板により曲げダイス取付スライド等を上下方向、左右方向(及び前後方向)に移動することで製造するばねの形状を調整することができるばね製造機を提供する。
【解決手段】 線材1を曲げダイスを通してコイルばねに加工する線材加工空間5へ、線材1を送り出す線材送りユニット22と、線材加工空間5への進退自在に設けてある少なくとも1つの曲げダイス取付スライド11をいずれか1つに固着してあり、第一及び第二の軸方向に移動可能な複数の可動板とを備えたばね製造機において、第一の可動板13を第一の軸方向に移動させる第一の駆動源と、第二の可動板17を第二の軸方向に移動させる第二の駆動源18とを備え、線材送りユニット22と曲げダイス取付スライド11との相対位置を、第一の駆動源及び第二の駆動源18の動作を制御することにより調整する。
(もっと読む)
ばね製造機
【課題】 曲げダイス取付スライドを駆動する駆動源の数を可能な限り削減し、ばね製造時の曲げダイス間の相対位置制御を高い精度で行うことができるばね製造機を提供する。
【解決手段】 第二の曲げダイス取付スライド32及び第三の曲げダイス取付スライド52は、第一の曲げダイス取付スライド11の移動方向を中心線として対称な位置に配置してあり、第一曲げダイス取付スライド11及び第二の曲げダイス取付スライド32、又は第一の曲げダイス取付スライド11及び第三の曲げダイス取付スライド52を、アーム部材37で機械的に連結し、アーム部材37の連結対象に応じて、第二の曲げダイス取付スライド32を駆動する駆動源、又は第三の曲げダイス取付スライド52を駆動する駆動源のいずれかにより、第一の曲げダイス取付スライド11を連動させて、線材の巻き方向を特定してばねを製造する。
(もっと読む)
環状ワーク整列装置及び線材成形機
【課題】 線材成形機が順次製造する環状ワークをスムーズにワーク挿通シャフトに移動して整列させることが可能であると共に、内径が比較的小さい環状ワークにも対応することが可能な環状ワーク整列装置及び線材成形機を提供する。
【解決手段】 本発明によれば、排出シュート31は、通常は線材成形機10とワーク挿通シャフト34との間で両持ち状態になり、ワーク挿通シャフト34の交換時でも、線材成形機10とシュートチャック41との間で両持ち状態になるので、弾性変形し易い細い材料で排出シュート31を構成しても排出シュート31を一定姿勢に保持することができる。これにより、排出シュート31を細くして、小さい内径の環状ワークWに対応することができる。さらに、ワーク挿通シャフト34の交換時に、ワーク挿通シャフト34を上下動させる必要がなくなる。
(もっと読む)
端曲げ装置、ばね成形機及び端曲げ処理方法
【課題】 コイルばねを成形するための工具等を変形、破損させることなく、容易に端曲げ処理を行うことが可能な端曲げ装置、ばね成形機及び端曲げ処理方法を提供する。
【解決手段】 本発明によれば、線材送給装置12により成形空間Rを越えて線材90を送給するだけで線材90の先端部を端曲げ装置30に届かせることができる。そして、線材90の先端部を端曲げ装置30の中心シャフト33と公転シャフト34との間に挟持し、公転シャフト34を中心シャフト33の回りに公転させることで、線材90の先端部が中心シャフト33の周りに巻き付けられて略円弧状に塑性変形され、線材90の端曲げ処理が完了する。このように本発明によれば、コイルばねを成形するための工具等を変形、破損させることなく、容易に端曲げ処理を行うことができる。
(もっと読む)
コイルばねのセッチング装置
【課題】 コイルばねのセッチング装置において、コイル軸が湾曲しているコイルばねや、両端の座面がコイル軸に対して傾いているコイルばねについてもずれなく圧縮可能にすること。
【解決手段】 コイルばね1の両端座巻1Aを支持する一対のばね受け24(34)を有するコイルばねのセッチング装置10において、ばね受け24(34)が、コイルばね1の座巻1Aの内径dより小さい先端径aを有するテーパ状のセンタリング突起42と、コイルばね1の座巻1Aの外周を拘束する外周ガイド43を備えるもの。
(もっと読む)
ばね製造装置におけるワイヤフィーダ駆動機構
【課題】 ばね製造装置のワイヤフィーダを3次元に移動させることが可能なワイヤフィーダ機構を提供する。
【解決手段】 ばね製造装置は、装置基板51およびワークテーブル52を有する。ワークテーブル52は、開口53と、複数のツールシート54とを有する。開口53は、ワイヤフィーダ10のフィーディングチャック18が移動できる空間を提供する。ツールシート54は、ツールセット55がワークテーブル52上を前後に移動するようにセットされるために、設けられる。ワイヤフィーダ10は、複数の軸駆動装置20,30,40と共に組み立てられる。軸駆動装置20,30,40は、互いに垂直に移動することが可能とされる。ワイヤフィーダ10によって導かれるメタルワイヤは、ツールシート54に対して3次元に接近することが可能とされる。したがって、ばね製造装置は、複雑な構造を呈する様々なばねを製造することが可能とされる。
(もっと読む)
コイルばねの第2ばね掛け起こし加工方法
【課題】引張りコイルばねで長尺ばねや短尺ばね,または捩じりコイルばねにおいて精度よい第2ばね掛けの起こし加工ができる成形方法の提供。
【解決手段】コイルばねの第1ばね掛け,ボディコイル,及び第2ばね掛けWcを所定形状に加工したあと,その位置でコイルばねのボディコイルを把持手段T13,T14で把持し,第2ばね掛けWcの端部を所定長に切断して線材からコイルばねWを分離し,第2ばね掛けWcを起こし芯金T15でボディコイルの軸線方向に規制して折り曲げ位置を規定するとともに,成形工具(ばね掛け起こし工具)T2を進出させその尖端部を第2ばね掛けWcのボディコイル側に係合したあと,クイル軸線と直交する垂直軸を中心とする回動とクイル軸線を中心とする回動とクイル軸線方向の移動を組み合わせながら回動及び移動させて,第2ばね掛けWcを起こし芯金T15との協動で折り曲げ起こし加工する。
(もっと読む)
高強度コイルばねおよびその製造方法
【課題】本発明の課題は、従来の高強度コイルばねよりもさらに高い強度と耐疲労性とを有する安価な高強度コイルばねとその製造方法を提供することである。
【解決手段】化学成分と機械的性質とを制御したオイルテンパー線を素材として、
窒化処理により形成される白層の厚さが4μm以下で、かつ表層部(表面から0.02mm付近)の硬さがHv700〜900、および表面から0.3mmの内部硬さがHv580以上であるコイルばねとする。
(もっと読む)
51 - 60 / 66
[ Back to top ]