
国際特許分類[B22D17/32]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 加圧または噴射ダイキャスト,すなわち,高圧により鋳型に金属を注入する鋳造 (2,753) | 付属具;細部 (2,152) | 制御装置 (378)
国際特許分類[B22D17/32]に分類される特許
61 - 70 / 378
ダイカスト鋳造方法およびダイカスト鋳造装置
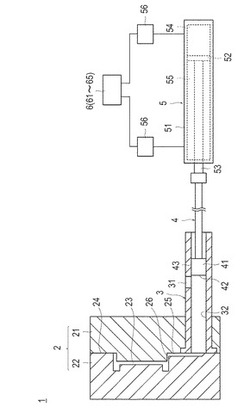
【課題】装置の連続的稼動を長期間にわたって維持でき、かつ成形品の品質向上が可能なダイカスト鋳造方法およびダイカスト鋳造装置を提供する。
【課題を解決するための手段】ダイカスト鋳造装置1は、鋳造品が成形されるキャビティ23を形成する金型2と、キャビティ23へ射出する溶湯8を収容する射出スリーブ3と、射出スリーブ3に内挿されて溶湯8をキャビティ23へ押圧するプランジャ4と、プランジャ4を加圧するための加圧装置5と、を有している。当該ダイカスト鋳造装置1を用いてダイカスト鋳造を行う際に、加圧装置5によりプランジャ4を加圧させて溶湯8をキャビティ23内へ射出した状態で加圧を保持した後、溶湯8の凝固時間の途中で、プランジャチップ41の射出スリーブ3内における位置を固定した状態のまま加圧装置5による加圧を解除する。
(もっと読む)
射出成形機の段取支援方法及び装置

【課題】 段取の進捗状況や残りの段取の作業量などを容易に把握可能にして使い勝手(利便性)及び作業能率の向上を図るとともに、段取を行ったか否かを容易かつ確実に確認可能にして段取漏れや重複作業等が生じる不具合を回避する。
【解決手段】 段取画面Vrの一部領域Vrpに、段取項目を表示した複数の段取項目ボタン部4a…を配列表示し、かつ各段取項目の段取状態を示す第一状態表示部5a…を各段取項目ボタン部4a…に対応させて配列表示するとともに、段取画面Vrの他の一部領域Vrqに確認事項表示用エリアWを設け、この確認事項表示用エリアWに、各段取項目ボタン部4a…が選択されたなら、選択された段取項目に対応する確認事項に係わる複数の確認事項表示部6a…を配列表示し、かつ各確認事項の確認状態を示す第二状態表示部7a…を各確認事項表示部6a…に対応させて配列表示する。
(もっと読む)
ダイカストマシンの射出装置
【課題】 従来のダイカストマシンの射出装置は、大きなアキュムレータやオイルタンク、複雑な油圧回路などから構成されており、装置が大型化することや、油漏れ対策のメインテナンス作業を要するなど問題があった。
【解決手段】 溶湯を金型内に射出充填するプランジャーと、プランジャーと一体的に結合するプランジャー部材と、プランジャー部材にサージ圧防止シリンダーを介して連結する高速移動部材と、高速移動部材にクッションシリンダーを介して移動部分が接続する射出充填装置と、高速移動部材に軸受を介して装着され台形ねじと螺合しプランジャーが受ける圧力によってプランジャー部材と当接して動作が拘束されるロックナットと、台形ねじを押圧してロックナット及びプランジャー部材を介してプランジャーから溶湯に保持力を負荷する昇圧保持装置と、から構成されるダイカストマシンの射出装置。
(もっと読む)
ダイカストマシン
【課題】給湯量の変化を好適に検出することにより良好な鋳造品を安定して生産できるダイカストマシンを提供する。
【解決手段】ダイカストマシン1は、汲み出した溶湯MLを射出スリーブ7に注ぐラドル23と、射出スリーブ7へ溶湯MLを注いだ後のラドル23における溶湯MLの付着状態を検出する付着センサ29と、制御装置31とを有する。制御装置31は、射出プランジャ9が所定の高速切換位置(D)に到達したときに射出プランジャ9の射出速度が高速(VH)に切り換わるように射出シリンダ11を制御する。また、制御装置31は、溶湯MLの付着が検出されたショットにおける高速切換位置が、溶湯MLの付着が検出されなかったショットにおける高速切換位置よりもキャビティ107側になるように、付着センサ29の検出結果に基づいて、その検出結果と同一ショットにおける高速切換位置を設定する。
(もっと読む)
半凝固金属の成形方法及び半凝固金属の成形装置
【課題】所望の性状からなる半凝固金属を形成し、所望の品質からなる成形品を安定して成形することができる半凝固金属の成形方法及び半凝固金属の成形装置を提供する。
【解決手段】鋳造装置10は、内部に冷却水が流通することで流動される溶湯14を冷却して固相を生じさせて半凝固金属を形成する冷却板18と、冷却板18を通過した半凝固金属が注湯されるプランジャスリーブ16と、プランジャスリーブ16に注湯された半凝固金属を射出するためのプランジャ44と、プランジャ44によって押圧された半凝固金属が充填されるキャビティ60を形成する固定金型46及び可動金型48と、少なくとも冷却板18の温度又は冷却水の温度を測定可能な温度センサ40、42a〜42eと、溶湯14が供給される前の初期温度、及び、溶湯14が供給された後のピーク温度に基づき、得られる半凝固金属の良否を判定する監視システム22とを有する。
(もっと読む)
ダイカスト鋳造方法
【課題】高品質のダイカスト鋳造品のみを低コストに提供する。
【解決手段】このダイカスト鋳造方法は、射出用スリーブ8に注湯された溶融金属を、射出用スリーブ8と連続する金型4,5内のキャビティ6にプランジャー9で射出することにより鋳造品を得るものであって、射出用スリーブ8に注湯された溶融金属の温度を測定する温度測定工程P1と、温度測定工程で得た測定温度に基づき、射出用スリーブ8内における破断チル層の発生の有無を推定する推定工程P2とを備える。また、温度測定工程P1の前に、予め、射出用スリーブ8に注湯された状態の溶融金属の測定温度と、その際の破断チル層の発生の有無との関係を取得し、取得した関係から破断チル層が発生する温度のしきい値Tを設定するしきい値設定工程P0をさらに備える。
(もっと読む)
給湯装置
【課題】ラドルの異常に起因する不良品の発生リスクを低減できる給湯装置を提供する。
【解決手段】給湯装置5は、保温炉151に保持されている溶湯MLを汲み出し、汲み出した溶湯MLを、金型101のキャビティ107に連通する射出スリーブ7に注ぐラドル23と、射出スリーブ7へ溶湯MLを注いだ後のラドル23における溶湯MLの付着状態を検出するセンサ29とを有する。
(もっと読む)
成形機の液圧装置
【課題】液圧回路の異常を少ない負担で検出可能な成形機の液圧装置を提供する。
【解決手段】ダイカストマシン1の液圧装置14は、液圧回路16を介して電磁流量調整弁22からの作動液が供給される液圧シリンダ13と、液圧回路16の圧力を検出する圧力センサ26と、成形サイクルにおいて、所定の駆動用供給量(F1)の作動液が電磁流量調整弁22から流出されることにより、液圧シリンダ13が駆動されるように電磁流量調整弁22を制御する制御装置17とを有する。制御装置17は、液圧回路16における作動液の定格の外部リーク量F0より多く、駆動用供給量(F1)よりも少ない、所定の診断用供給量Ftの作動液が電磁流量調整弁22から流出されるように電磁流量調整弁22を制御し、そのときの圧力センサ26の検出圧力が所定の基準圧力P0未満であるときに、異常が生じたことを報知する処理を行う。
(もっと読む)
成形機の液圧装置
【課題】液圧回路の異常を少ない負担で検出可能な成形機の液圧装置を提供する。
【解決手段】ダイカストマシン1の液圧装置14は、ポンプ19と、液圧回路16を介してポンプ19から作動液が供給される液圧シリンダ13と、液圧回路16の圧力を検出する圧力センサ26と、成形サイクルにおいて、所定の駆動用供給量(F1)の作動液がポンプ19から吐出されることにより、液圧シリンダ13が駆動されるようにポンプ19及び液圧回路16を制御する制御装置17とを有する。制御装置17は、液圧回路16における作動液の定格の外部リーク量F0より多く、駆動用供給量(F1)よりも少ない、所定の診断用供給量Ftの作動液がポンプ19から吐出されるようにポンプ19を制御し、そのときの圧力センサ26の検出圧力が所定の基準圧力P0未満であるときに、異常が生じたことを報知する処理を行う。
(もっと読む)
鋳造システム、鋳造モニタリング装置、鋳造モニタリング方法およびプログラム
【課題】鋳造装置を操作するオペレータが、繰り返し行われる鋳造工程における各種条件等のパラメータのマクロ的な傾向とミクロ的な傾向とを作業中に同時に把握することができる技術を提供する。
【解決手段】鋳造装置において繰り返して行われる鋳造作業における各種のパラメータ(鋳造圧力等)のデータに基づき、ヒストグラムとトレンドグラフを作成し、それを画面上に表示させる。オペレータは、このヒストグラムとトレンドグラフを比較することで、パラメータマクロ的な傾向とミクロ的な傾向とを作業中に同時に把握することができる。
(もっと読む)
61 - 70 / 378
[ Back to top ]