
国際特許分類[B22D17/32]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 加圧または噴射ダイキャスト,すなわち,高圧により鋳型に金属を注入する鋳造 (2,753) | 付属具;細部 (2,152) | 制御装置 (378)
国際特許分類[B22D17/32]に分類される特許
31 - 40 / 378
鋳造装置
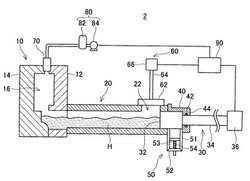
【課題】従来よりも簡易な構成によって、スリーブ内のプランジャチップの背面側の空気がプランジャチップとスリーブの間を通ってキャビティ内へ漏れることを抑制し得る減圧型の鋳造装置を提供する。
【解決手段】鋳造装置2は、金型10と、真空ポンプ84と、スリーブ20と、プランジャチップ32と、ロッド34と、スリーブ20の溶湯供給口22を閉塞するための閉塞機構60と、を備えている。スリーブ20の後端は蓋40によって閉塞されている。蓋40には、ロッド34を挿通可能なロッド挿通孔44が開口されている。ロッド挿通孔44の周囲はパッキン42によって密閉されている。
(もっと読む)
品質管理装置及びダイカストマシン

【課題】PFダイカスト法により鋳造されたダイカスト製品の鋳巣量に係る品質を好適に検査可能な品質管理装置及びダイカストマシンを提供する。
【解決手段】品質管理装置3は、キャビティCa及び当該キャビティCaに連通される射出スリーブ27に酸素を供給した状態で射出スリーブ27内の溶湯をキャビティCaに押し出す無孔性ダイカスト法により形成されたダイカスト製品の品質管理を行うものである。そして、品質管理装置3は、キャビティCa内の気圧を検出する真空センサ51と、射出中において真空センサ51が検出した気圧に基づいてダイカスト製品の鋳巣量に係る品質の良否判定を行う制御装置70とを有している。
(もっと読む)
ダイカストマシン及びダイカストマシンの異常検出方法
【課題】射出スリーブに対する射出プランジャの摺動抵抗を高精度で正確に検出させ、高品質な鋳造品を得ることができるダイカストマシン及びダイカストマシンの異常検出方法を提供する。
【解決手段】金属溶湯が供給される筒状の射出スリーブ18と、該射出スリーブ18内で進退される射出プランジャ15に装着された射出プランジャチップ15aとを備え、射出プランジャ15の前進により金属溶湯を型閉された金型のキャビティ内に射出充填する射出工程でその駆動源に電動サーボモータ9を少なくとも用いるダイカストマシンであって、射出プランジャ15を前進させる電動サーボモータ9のトルクを検出するトルク検出手段32と、トルク検出手段32で検出された実測値が予め設定された閾値を超えた値であるときに、射出プランジャ15の前進動作に異常があるとして判別する異常検出手段33を備える。
(もっと読む)
鋳造品の検査方法
【課題】 高温状態にある鋳造品を迅速に検査することができる検査方法を提供する。
【解決手段】 鋳造品の検査方法であって、鋳造品を冷却するとともに、鋳造品表面において検査対象として定められた検査領域の温度低下量を検出する冷却ステップS8、S10を有していることを特徴とする検査方法。検出した温度低下量に基づいて、検査領域における欠陥の有無を特定することができる。また、この方法によれば、高温状態にある鋳造品を迅速に検査することができる。
(もっと読む)
ダイカスト金型のキャビティ内圧力管理装置および管理方法
【課題】ダイカスト金型のキャビティ内に溶湯が充填されるときの前記キャビティ内の圧力の正常/異常を正確に判断することが可能であり、かつ、ダイカスト金型、設備等の大幅な改造が不要なダイカスト金型のキャビティ内圧力管理装置を提供する。
【解決手段】制御部15aにより、吸気手段2による金型1のキャビティ内の気体の吸引を開始し、制御部15aは、金型1のキャビティ内に溶湯が射出される瞬間の金型真空圧センサ14の計測値を記憶部15bに記憶させ、金型1のキャビティ内への溶湯充填完了時に、制御部15aにより、配管11を閉塞し、制御部15aは、配管11が閉塞された後の金型真空圧センサ14の計測値と、金型1のキャビティ内に溶湯が射出される瞬間の金型真空圧センサ14の計測値とに基づいて、金型1のキャビティ内に溶湯が充填されるときの前記キャビティ内の圧力の正常/異常を判断する。
(もっと読む)
ダイカストマシン及びダイカストマシンの増圧制御方法
【課題】増圧工程における圧力を高精度で制御することで高品質な鋳造成形体を製造することができるダイカストマシン及びダイカストマシンの増圧制御方法を提供する。
【解決手段】射出プランジャ15の前進より金属溶湯を型閉された金型のキャビティ内に射出充填するときに、低速射出工程ではその駆動源に電動サーボモータ9を用い、該低速射出工程の次工程で行われる高速射出工程ではその駆動源に油圧駆動源を用いるダイカストマシンであって、高速射出工程後の増圧工程を行うときに、該高速射出工程中の電動サーボモータ9の駆動を制御することにより、増圧圧力を早期に立ち上げる。それにより、金型内で固化・収縮し始めた鋳造成形体を速やかに増圧することができる。
(もっと読む)
射出成形機の材料監視装置
【課題】 溶融状態が不良になる原因究明と対応策を速やかに講じるとともに、可塑化不良を未然に回避して理想的な可塑化処理を実現する。
【解決手段】 加熱筒2の後部2eを加熱する後加熱部3eを含む複数の加熱部3a…により加熱される加熱筒2の後部2eに設けた材料供給部4から当該加熱筒2の内部に供給される成形材料Rをスクリュ5の回転により可塑化/計量する際における当該成形材料Rを監視するための装置であって、加熱筒2の後部2eに配設することにより成形材料Rが加熱筒2の内部で変形又は剪断される際に発生する音響放出波Weを感知して電気信号Seに変換する音響放出波感知センサ6と、電気信号Seから成形材料Rの変形又は剪断に係わる定量的な音響放出データDeを検出する音響放出検出部7と、この音響放出データDeの利用に基づく所定の材料対応処理を行う材料対応処理機能部8とを備える。
(もっと読む)
中子駆動用油圧ユニットを備えた電動型ダイカストマシン
【課題】油圧ユニットを備えた場合にも電動型ダイカストマシンの設置面積を拡大せず、電動型ダイカストマシンのメンテナンス性も害さない中子駆動用油圧ユニットを備えた電動型ダイカストマシンを提供する。
【解決手段】オイルパンを兼ねるベースプレート32上に、オイルタンク33、油圧ポンプ34、油圧ポンプ駆動モータ35、アキュムレータ36、オイルクーラ37、電磁方向切換弁を含むバルブ類38、オイルクリーナ39及び電気ボックス40等を一体に組み立てることにより、所要の中子駆動用油圧ユニット31を構成する。この中子駆動用油圧ユニット31を、油圧ポンプ34及び油圧ポンプ駆動モータ35が型締め用電動サーボモータ22の下方に配置され、その他の機器が型締め用電動サーボモータ22の側方に配置されるようにして、主ベース盤2上の所定位置に固定する。
(もっと読む)
射出成形機監視装置
【課題】射出成形サイクルの変更に柔軟に対応した監視処理を行い得るようにする。
【解決手段】射出成形機監視装置20は、縦型ロータリー方式の射出成形機本体1について監視処理を行う場合、作業者の操作指示に従ってA型監視設定及びB型監視設定をそれぞれ記憶し、監視設定が「ON」の下側金型3についてのみ予め基準画像データVWを生成し、監視サイクルの開始後に基準画像データVSと比較して異常を検出する監視処理を行う。これにより射出成形機監視装置20は、下側金型3の一方を取り外した射出成形機本体1について、不必要な異常検出をすることなく、他方の下側金型3を用いた射出成形サイクルについて監視処理を継続することができる。
(もっと読む)
成形機
【課題】射出駆動用モータの駆動力を伝達するためのベルトに比較的大きな負荷が加えられても破断や損傷することを防止できるようにする。
【解決手段】3つの射出駆動用モータ8a,8b,8cの各々に固定された駆動伝達プーリ22a,22b,22cに対してモータ用駆動伝達ベルト23を掛け回し、モータ用駆動伝達ベルト23の内側から外側に向かってこのモータ用駆動伝達ベルト23を押圧して張力を与える駆動伝達ベルト用テンションアイドラ25を設ける。3つの射出駆動用モータ8a,8b,8cを同時に駆動しているとき、各駆動伝達プーリ22a,22b,22cと駆動伝達ベルト用テンションアイドラ25の近傍を通過するモータ用駆動伝達ベルト23の部位は山折りの状態で駆動されるから、モータ用駆動伝達ベルト23が高速で回転されているときに、モータ用駆動伝達ベルト23に対する負荷を軽減することができる。
(もっと読む)
31 - 40 / 378
[ Back to top ]