
国際特許分類[B22D17/32]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 加圧または噴射ダイキャスト,すなわち,高圧により鋳型に金属を注入する鋳造 (2,753) | 付属具;細部 (2,152) | 制御装置 (378)
国際特許分類[B22D17/32]に分類される特許
71 - 80 / 378
ダイカストマシンの射出装置および射出制御方法
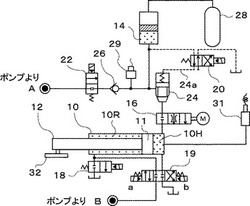
【課題】 ダイカストマシンの射出装置における油圧回路を大幅に簡素化し、アキュムレータの畜圧制御、射出速度制御、昇圧保持圧力制御、および切換え制御を容易にする。
【解決手段】 スリーブ内に注湯された溶湯を金型キャビティ内に射出充填するプランジャーと、プランジャーを前後進動作する射出シリンダーと、射出シリンダーのヘッド室へ供給する作動油の流量を調整する射出用サーボバルブと、射出用サーボバルブを介して射出シリンダーのヘッド室に作動油を供給するアキュムレータと、アキュムレータと射出用サーボバルブの間に流路接続され作動油流路の開閉を行なう射出開閉バルブと、アキュムレータを畜圧する油圧供給装置と、プランジャーの位置および速度を検知する射出位置速度センサーと、射出圧力を検知する射出圧力検出器と、アキュムレータに畜圧された作動油の圧力を検知するアキュムレータ圧力検出器とを備えた射出装置とする。
(もっと読む)
成形機の作動油昇温方法

【課題】 昇温効率の低下を回避して昇温時間の短縮及び省エネルギ性向上を図るとともに、設定(入力)に伴う煩わしさを解消する。
【解決手段】 作動油の温度が目標温度Thsよりも低いときに、油圧ポンプ3を作動させるとともに、この油圧ポンプ3から吐出する作動油を、少なくとも配油管部L…よりも流動抵抗が大きくなる特定の流路部Lsを通過させることにより発熱させて作動油の昇温を行う成形機Mの作動油昇温方法であって、油圧ポンプ3に、駆動モータ2の回転数を可変制御して作動油の少なくとも吐出流量を制御可能な可変吐出型油圧ポンプ3sを使用するとともに、予め、駆動モータ2に対して目標負荷量Trsを設定し、作動油の昇温時に、作動油の温度が目標温度Thsに達するまで、駆動モータ2の負荷量が目標負荷量Trsになるように、駆動モータ2の回転数を可変制御する。
(もっと読む)
射出工程のスケジュール調整方法および射出工程調整装置ならびに射出成形機
【課題】複数台の射出成形機の射出工程の競合により許容電力を超過する問題を解決する射出工程の調整方法を提供する。
【解決手段】複数台の射出成形機(SM、SM、…)をネットワークに接続する。各射出成形機(SM、SM、…)は、受信処理(3)と、射出工程スケジューリング処理(4)とを実施する。受信処理(3)は他の射出成形機(SM、SM、…)からブロードキャストされる射出工程スケジュールを受信する。射出工程スケジューリング処理(4)は、これらの他機の射出工程スケジュールに基づいて、許容最大電力に収まるように自機の射出工程スケジュールを決定する。自機の射出工程スケジュールはブロードキャストする。各射出成形機(SM、SM、…)が自律的に動作して射出工程スケジュールを決定すると、全体の射出工程の競合を回避することができる。
(もっと読む)
ホットチャンバ式ダイカスト装置
【課題】鋳込み時の空気の巻き込みを防止できるホットチャンバ式ダイカスト装置を提供する。
【解決手段】ホットチャンバ式ダイカスト装置10は、アルミニウム系金属の溶湯12を貯留するポット14,主筒部16,射出プランジャ22,ノズル40により構成される。主筒部16は、シリンダ16Aとグースネック16Bが底部側で接続しており、シリンダ16Aには吸込口20からポット14内の溶湯12が供給される。射出プランジャ側面22Aには、射出プランジャ22が射出戻り位置にある状態で、その底部22Bから前記主筒部16の上端を超える位置に達するように溝24が形成される。鋳込み完了後、ノズル40を金型50から離して射出プランジャ22が戻るときに、ノズル先端部42から吸い込んだ空気がシリンダ16A内に残っても、溝24に沿って空気が排出され、次回鋳込み時の空気の巻き込みを防止できる。
(もっと読む)
射出制御システムおよび射出制御方法
【課題】成形品の着磁の良否判定を可能とするとともに、射出待機時間を容易に設定可能な射出制御システムおよび射出制御方法を提供する。
【解決手段】所望の着磁が行える電流値である目標電流値ITを設定する。目標電流値ITに達するまでに許容される最長時間である上限設定時間tHを設定する。設定された下限設定時間tLを経過した後の時間となるように射出待機時間tWを設定する。設定された上限設定時間tHと、実時間tRとを比較し、実時間tRが上限設定時間tHよりも短い場合は着磁良好と判定し、実時間tRが上限設定時間tHよりも長い場合は着磁不良と判定する。
(もっと読む)
湯流れの可視化方法および湯流れの可視化装置
【課題】特別な装置を必要とすることなく、容易に溶湯の湯流れを可視化することを目的とする。
【解決手段】本発明は、ダイカスト製法における湯流れを可視化する湯流れの可視化方法であって、半凝固スラリー(30)の所定の位置に、前記半凝固スラリー(30)を構成する金属と異なる材質の粒体(40)を配置する工程と、前記粒体(40)が配置された半凝固スラリー(30)を金型(11)で鋳造する工程とを有することを特徴とする。
(もっと読む)
射出装置
【課題】射出材料を成形型内に射出する駆動ロッドを急停止等しても、射出装置構成部材に何等の破損も生じさせることがない、射出装置を提供する。
【解決手段】電動モータ10と、リング歯車21、遊星歯車22を介して回転する内歯車23、回転軸24と、からなる電動駆動機構40と、回転軸24の回転によって直進される直動部材51,52と、直動部材51に装着されて直進する駆動ロッド61と、駆動ロッド61の直進によって射出材料Mを射出するスリーブ62と、を備え、内歯車23と遊星歯車22は、遠心クラッチ30を介して着脱自在となっており、内歯車23と遊星歯車22が遠心クラッチ30を介して摩擦係合した姿勢で射出材料Mを射出自在となっており、駆動ロッド61の直進が停止し、内歯車23に作用する慣性力が該摩擦係合を形成する摩擦力より大きくなった際に、遠心クラッチ30による内歯車23と遊星歯車22の係合が解除される。
(もっと読む)
射出成形機の故障診断方法及びコントローラ
【課題】本発明は、射出成形機に故障が発生した場合、故障の診断に必要なデータがコントローラ内部メモリに記憶され、このデータを外部に容易に取り出すことを目的とする。
【解決手段】本発明による射出成形機の故障診断方法及びコントローラは、射出成形機(50)に故障が発生した場合、コントローラ画面(21)上に故障箇所(40)及び故障内容(41)が表示され、故障の診断に必要なデータ(22a)がコントローラ内部メモリ(22)に記憶され、故障診断出力スイッチ(23)のオン動作により、故障の診断に必要なデータ(22a)のみが出力ポート(24)から出力される方法と構成である。
(もっと読む)
真空ダイカスト方法
【課題】射出スリーブ内の射出チップの前後における差圧に着目し、減圧室と充填室から真空排気を行うタイミングをそれぞれ制御することにより、射出チップと射出スリーブとのクリアランスに溶湯が差し込むことを防止するとともに、射出チップの潤滑剤が溶湯に混入することを防止して、射出チップおよび射出スリーブの長寿命化とダイカスト製品の鋳巣欠陥の低減を図る。
【解決手段】給湯口2aから充填室11に対して溶湯6を供給し終えるとき以後であって、射出チップ3の射出スリーブ2内におけるキャビティ4側への変位を開始するとき以前に、給湯口2aと、開放端部2bと、を包囲する減圧室12を形成するとともに、充填室11と、減圧室12と、からの真空排気を開始して、射出工程を開始した後の、射出チップ3が射出スリーブ2内において給湯口2aよりもキャビティ4側に変位するとき以後は、減圧室12からの真空排気を弱める。
(もっと読む)
溶湯感知センサ
【課題】 バリ残りを防止し、誤った信号を発しないように改良した溶湯感知センサを提供する。
【解決手段】 溶湯と接触するホルダー3の面3gと、金型11と接触するホルダー3の外周面3hによって形成される角部に面取りを有する構成とした。また、溶湯と接触するホルダー3の面3gと、碍子2と接触するホルダー3の内周面(凹孔3bの一部)によって形成される角部に面取りを有する構成とした。
(もっと読む)
71 - 80 / 378
[ Back to top ]