
国際特許分類[B22D17/32]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 加圧または噴射ダイキャスト,すなわち,高圧により鋳型に金属を注入する鋳造 (2,753) | 付属具;細部 (2,152) | 制御装置 (378)
国際特許分類[B22D17/32]に分類される特許
21 - 30 / 378
射出成形機
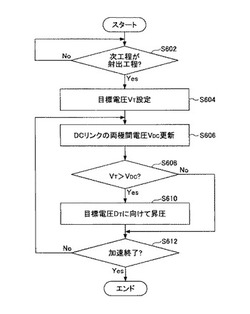
【課題】電源コンバータの大型化を必要とすることなく、必要な際にDCリンクのエネルギを所望の値に維持すること。
【解決手段】所定の成形サイクルで成形を行うために電源からの電力を変換してDCリンクを介してモータに供給する電源コンバータを制御する制御装置を備えた射出成形機であって、前記電源コンバータは、前記電源からの電力を変換して前記DCリンク側に出力する順方向及び前記モータの回生電力を変換して前記電源側に出力する逆方向の双方向の動作が可能であり、前記制御装置は、前記成形サイクルにおける所定期間だけ、前記DCリンクの両極間電圧が所定の目標電圧となるように、前記電源コンバータを前記順方向で動作させる。
(もっと読む)
ダイカストマシンにおける流量制御弁の異常検知方法

【課題】 アルミニウム製品を鋳造するダイカストマシンの射出装置において、金型キャビティ内に溶融状態のアルミニウム溶湯を射出充填する際に、射出速度と溶湯圧力の制御を行なう流量制御弁の異常を、サイクル毎に検知する方法。
【解決手段】 サーボモータと回転直線運動変換機構によりスプールをダイレクトに動作する流量制御弁において、サイクル毎にスプールをメカ的な移動限まで動かし、その時にサーボモータのエンコーダにより検出された位置を、予め設定された原点位置と比較し、そのズレ量が許容範囲を超えた場合に、流量制御弁の異常と判定してオペレータに警告を発する。
(もっと読む)
成形機の射出装置
【課題】シリンダ装置と他の駆動装置とによって好適に射出を行うことができる成形機の射出装置を提供する。
【解決手段】射出装置1は、プランジャ5と、シリンダ装置7と、駆動装置11と、着脱部13とを有する。プランジャ5は、キャビティ105に成形材料を押し出し可能である。シリンダ装置7は、プランジャ5と連結されたピストンロッド25を有する。駆動装置11は、被駆動部(ナット65等)を有し、ナット65等をピストンロッド25と平行な方向において駆動可能である。着脱部13は、ピストンロッド25とナット65等との連結及び当該連結の解除が可能である。
(もっと読む)
ダイカストマシンの電動射出装置
【課題】金型キャビティ内に充填された溶融金属材料に作用するサージ圧を適宜調整可能なダイカストマシンの電動射出装置を提供する。
【解決手段】電動射出装置の直動体2と射出プランジャ5との間に、四節リンク63と、過負荷防止用ボールねじ機構64と、過負荷防止用電動モータ65とからなる過負荷防止機構6を備える。四節リンク63は、連結ピン61a,61b,61c,61dを介して長さの等しい4つのリンク部材62a,62b,62c,62dを菱形に連結してなり、対向に配置された2つの連結ピン61a,61cに、過負荷防止用ボールねじ機構64のねじ軸64aとナット体64bとを連結する。また、四節リンク63を構成する他の2つの連結ピン61b,61dを、それぞれ直動体2の先端部と射出プランジャ5の末端部とに連結する。
(もっと読む)
ダイカストマシンの電動射出装置
【課題】小型の電動サーボモータを用いて所要の高速射出工程を実行可能なダイカストマシンの電動射出装置を提供する。
【解決手段】低速射出及び増圧に用いる第1射出用電動モータ1と、高速射出に用いる第2射出用電動モータ2と、射出用電動モータ1,2の回転運動をねじ軸3aに伝達する第1及び第2の動力伝達機構4,5と、動力伝達機構4,5中に備えられた第1及び第2のクラッチ機構6,7と、ねじ軸3aに螺合されたナット体3bと一体に前後進される射出プランジャ9と、射出用電動モータ1,2及びクラッチ機構6,7の駆動を制御するコントローラ11を備える。コントローラ11は、高速射出工程の開始タイミング以前に第2射出用電動モータ2を停止状態から起動し、高速射出工程の開始タイミング又はそれ以前の所要のタイミングで、第2クラッチ機構7を切断状態から接続状態に切り換える。
(もっと読む)
成形機の射出装置
【課題】移動ロッドの負荷を低減できる成形機の射出装置を提供する。
【解決手段】射出装置1は、プランジャ5を駆動する射出シリンダ装置7を有する。射出シリンダ装置7は、前方部分がプランジャ5に連結された射出ピストン23と、射出ピストン23の後方部分を摺動可能に収容するシリンダチューブ21とを有し、シリンダチューブ21の内部はピストン部23bにより前方のロッド側室21rと後方のヘッド側室21hとに区画されている。また、射出装置1は、射出シリンダ装置7に作動液を供給可能な液圧装置9と、射出ピストン23を前方へ押すことが可能な移動ロッド11と、移動ロッド11を駆動可能な駆動装置13とを有している。そして、移動ロッド11は、射出ピストン23に対して軸方向に移動可能に挿入され、先端部11bがヘッド側室21hから隔離されている。
(もっと読む)
射出成形機の稼働状態監視装置
【課題】状態信号の変化を捉え、さらに、状態信号の変化の前と後を合わせて稼働状態の監視を行う射出成形機の稼働状態監視方法および稼働状態監視装置の提供。
【解決手段】設定1:状態信号Zが運転状態A(自動運転)から運転状態C(アラーム)に変化した場合、稼働状態α(異常停止)とし、設定2:状態信号Zが運転状態B(手動運転)から運転状態C(アラーム)に変化した場合、稼働状態β(手動停止)とし、設定3:状態信号Zが運転状態A(自動運転)から他の運転状態(運転状態B(手動運転)のようなアラーム以外のいかなる運転状態でもよい)に変化した場合、稼働状態γ(生産停止)とし、設定4:状態信号Zが自動運転へ変化した場合、稼働状態ε(生産中)とする。設定4の例では、自動運転に変化した場合に生産中の稼働状態(ε)とする。
(もっと読む)
鋳造装置の油圧ポンプユニット及びその制御方法
【課題】油圧により作動する鋳造装置の油圧ポンプユニット及びその制御方法において、必要とされない作動油圧の発生を抑えて鋳造のエネルギー効率を高める。
【解決手段】複数の油圧ポンプに個別に動力を供給する電動モータ61,62,63と、前記各電動モータの回転数を制御するモータ回転数制御手段と、前記各油圧ポンプから吐出される作動油を鋳造装置に供給すると共に前記鋳造装置の作動に寄与しない作動油をリリーフする油圧回路とを備え、前記鋳造装置の作動に応じてこれに供給する作動油の量を制御する。
(もっと読む)
射出成形機の成形方法
【課題】 成形品の高度の品質及び均質性を確保するとともに、成形不良の低減による歩留まりの向上を図る。成形条件のシンプル化及び設定容易化、更には成形サイクル時間の短縮により量産性及び経済性を高める。
【解決手段】 予め、金型2への樹脂充填開始to以降における時間tに対する隙間量Lmの変化データを検出し、かつ良品成形可能な変化データから複数のモニタ項目M1…に対応する基準データDs…を設定するとともに、生産時に、金型2への樹脂充填開始to以降における時間tに対する隙間量Lmの変化データから基準データDs…に対応する
検出データDd…を検出し、かつ各モニタ項目M1…に対応する基準データDs…と検出データDd…間の偏差データDe…を求め、この偏差データDe…を所定のデータ処理に用いて成形を行う。
(もっと読む)
金型監視装置
【課題】射出成形機の動作異常が生じたときに、その原因を除去する操作を行うことで、警報器の作動停止および制御機構の再起動が自動的に実行される金型監視装置の提供。
【解決手段】一次監視動作または二次監視動作によって射出成形機の動作が異常であるとされたときに、当該射出成形機の運転を停止すると共に警報器を作動し、射出成形機において安全扉を開く操作および運転モード切替スイッチをその他の運転モードに切り替える操作のいずれかの操作が行われたときに、当該射出成形機からの信号により、警報器の作動を停止させ、可動型が型開限の状態にあり、射出成形機における安全扉が閉められた状態にあり、かつ射出成形機における運転モード切替スイッチが自動運転モードの状態にあるときに、当該射出成形機からの信号により、制御機構が再起動される。
(もっと読む)
21 - 30 / 378
[ Back to top ]